Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Пути снижения глубины вмятин от электродов при контактной точечной сварке на лицевых поверхностях
|
|
Причинами образ-я вмятин чрезмерной глубины могут быть малый диаметр контактной поверхности электрода, большой сварочный ток или время его протекания, неправильная установка электродов, большое усилие проковки, выплески расплавленного металла и т. д. Место соединения обычно покрывается пластмассой или заполняется припоем. Для уменьшения глубины вмятин от электродов с одной стороны изделия прим-ся несколько способов “бесследной” сварки, которые закл-ся в увел-и со стороны лицевой пов-ти контактной пов-ти одного из эл-дов или введении между эл-дом и деталью пластинки из медных сплавов. Плотность тока в контакте электрод-деталь со стороны лицевой поверхности уменьшается. Для получения на лицевой поверхности детали минимального отпечатка в электроде с увеличенной рабочей поверхностью иногда делают небольшую лунку.
Эф-м способом повышения износостойкости электрода с увел-й площадью контакта и, соотв-но, уменьш-я глубины вмятины на лицевых пов-х изделий явл-ся изменение условий его охлаждения. Возможно прим-е способа контактной точ-й сварки с двухстор-м обжатием околоточ-й зоны.

|
Для уменьшения глубины вмятин перспективно применение технологии точечной сварки с двухстор-м обжатием периферийной зоны соединения. Значит-му уменьшению степени пластич-й деформации лицевых пов-й изделий способствует создание такого напряженно-деформированного состояния металла зоны соед-я, которое препятствует деформации в радиальном и осевом направлениях и увелич-т сопрот-е пластич-му течению металла из зоны св-го соед-я к периферии св-й точки.
Для улучшения качества лицевых поверхностей изделий в случае, когда электродное устройство обеспеч-т независимое приложение усилия обжатия F ОБЖ периф-й зоны, могут прим-ся различные циклограммы процесса сварки.
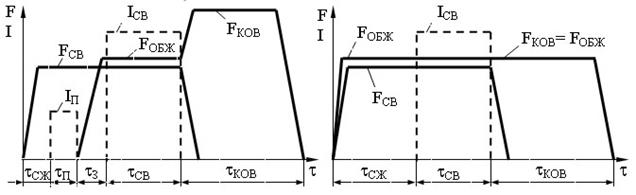
а) б)
Рис. 3.20. Циклограммы процесса точечной сварки с обжатием периферийной зоны
В начале цикла сварки детали в течение некоторого времени t сж сжимаются токоподводящими сварочными электродами с целью образования начального контакта и стабилизации начальных контактных сопротивлений. После окончания времени сжатия t сж через детали пропускают импульс тока подогрева I П в течение времени t П. Усилие обжатия F ОБЖ прикладывается сразу же после выключения тока I П. Затем через промежуток времени t З включается сварочный ток I св, который действует в течение времени t сВ. Время задержки t З учитывает инерционность привода сжатия и обеспечивает включение I св сразу же после приложения усилия F ОБЖ. Усилие сжатия F СВ снимается одновременно с выключением сварочного тока I св в момент образования сварной точки требуемых размеров.
Date: 2015-09-02; view: 859; Нарушение авторских прав