Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Особенности технологии контактной точечной сварки сталей
|
|
Под технологической свариваемостью понимают способность металлов образовывать прочные соединения без существенного ухудшения их технических свойств в самом соединении и в околошовной зоне.
Большинство конструкционных материалов, обладающих достаточной пластичностью, хорошо свариваются контактной сваркой. В результате комплексного анализа свойств и свариваемости, конструкционные материалы можно условно разделить на группы.
Низкоуглер-е стали, имеющие низкую чувствит-ть к термич-му циклу и выплескам успешно варят как на мягких, так и на жестких режимах.Первая прим-ся при св-ке сталей толщиной до 2 мм, с прим-ем эл-дов с плоской рабочей пов-ю. Вторая – при св-ке сталей толщиной свыше 2 мм, с прим-ем эл-дов со сферич-й раб-й пов-ю.
Среднеуглер-е стали обладают более высокими ρ о и сопротивлением деформации. Они склонны к закалке и кристал-м трещинам. В литом ядре и околоточечной зоне при неблагоприятных парам-рах режима точечной сварки образ-ся твердый и хрупкий мартенсит.
|
При сварке сталей этой группы прим-ся мягкие режимы с временем протекания сварочного тока в 4…5 раз большим, чем при сварке низкоуглеродистых сталей. При сварке сталей толщиной свыше 2+2 мм часто применяют циклограмму процесса с увеличенным ковочным усилием и тремя импульсами тока.
Высокоуглеродистые стали при изготовлении сварных конструкций применяются редко. Сварку этих сталей надо осуществлять на мягких режимах св-ки или на режимах, предусматр-х предварит-й подогрев и послед-ю термообработку (см. рис. 3.10).Сварка на очень мягком режиме при огранич-м времени проковки уменьшает скор-ть охлаждения за счет разогрева большой зоны металла вокруг сварной точки. Для некот-х марок сталей это позволяет получить соед-е с дост-й пластич-ю.
Низколегированные стали (содержание легирующих элементов Mn, Ni, Cr, Si, Ti, Zr, Nb, Mo и др. до 2,5 %) соединяют точечной сваркой на тех же режимах, что и среднеуглеродистые стали.
Стали аустенитного класса (12Х18Н10Т, 04Х18Н10Т и др.) отличаются высокой прочностью и пластичностью. Они обладают высоким ρ о и малой λ. Поэтому при сварке этих сталей ток существенно меньше, чем при сварке низкоуглеродистых сталей.
При сварке сталей толщиной до 2 мм применяют циклограмму с постоянным сварочным усилием, а при сварке металла толщиной более 2 мм – с повышенным ковочным усилием.
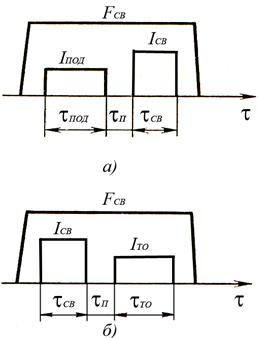
Жаропрочные стали и сплавы (ХН75МБТЮ, ХН70Ю, ХН38ВТ и др.), а также сплавы повышенной жаропрочности (ХН70ВМТЮФ, ХН56ВМТЮ и др.) отличаются большим ρ о и невысокой λ. Поэтому сварочный ток составляет 60…70 % от тока при сварке низкоуглеродистых сталей. Время протекания тока соответственно увеличивают в 2…4 раза, а усилие сжатия – в 2,5…4 раза. Чаще всего используют циклограммы а и б (см. рис. 3.4). Применяются электродные материалы с повышенной твердостью (до 240 МПа).
Date: 2015-09-02; view: 692; Нарушение авторских прав