Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Основные циклограммы процессов контактной точечной сварки. Этапы образования соединений при точечной сварке
|
|
Точечная сварка имеет ряд особенностей: высокое давление в зоне соединения и возможность его изменения в процессе протекания сварочного тока и проковки, интенсивное перемешивание расплавленного металла, кратковременность нагрева и охлаждения, возможность предварительного и повторного нагрева в процессе цикла сварки, отсутствие окисления нагретого металла, возможность регулирования скорости нагрева и охлаждения, полная автоматизация процесса и др. 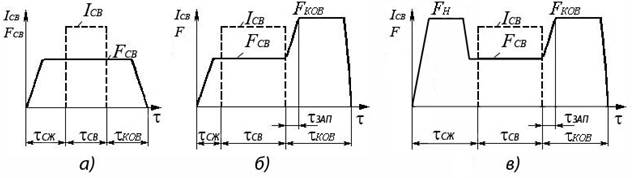
а – с пост-м усилием сжатия; б – с повыш-м ковочным усилием; в – с предварительным сжатием и ковочным усилием
Для устранения зазоров и предупреждения нач-х выплесков, а также при св-ке с предварит-но нанесенным жидким покрытием прим-т циклограмму в (рис. 3.4, в).
В некоторых случаях применяют многоимпульсную сварку. При этом сварочное и ковочное усилия могут прикладываться в соответствии с циклограммами, представленными на рис. 3.4.
Рис. 2.21. Этапы формирования соединений при точечной сварке
Значительное влияние на характер упругопластического деформирования деталей и образования вмятин при точечной сварке оказывает величина усилия сжатия F св. При увеличении F св, а также при использовании повышенных усилий проковки глубина вмятин растет. На рисунке 2.24 представлены расчетные графики перемещения верхнего электрода при приложении различных по величине усилий F св, свидетельствующие о значительном росте вмятины при увеличении F СВ. Если при приложении к электродам F св = 2500 Н электрод внедрился в деталь на глубину 0,15 мм, то при F св = 3900 Н – на 0,25 мм, а при F св = 5300 Н – на 0,33 мм. Следовательно, для уменьшения глубины вмятины нужно обеспечить максимально возможное снижение усилия F св, при котором не возникают начальные выплески расплавленного металла. Глубина вмятин значительно снижается при интенсивном охлаждении электродов и применении со стороны лицевой поверхности электродов с увеличенной контактной поверхностью.
Date: 2015-09-02; view: 2012; Нарушение авторских прав