Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Периоды формования
|
|
Процесс формования состоит из трех периодов (рис. 4.31):
| Рис. 4.31. Диаграмма изменения давления P и температуры T в литьевой форме: τз – период заполнения формы, τн – период нарастания давления, τсп – период спада давления, τвпд – время выдержки под давлением, τвбд – время выдержки без давления; т. А – заполнения формы, т. С – гидроудара, т. D – максимального давления, т. Е – окончание выдержки под давлением. |
- периода впрыска расплава и заполнение оформляющей полости литьевой формы (τз) –точка А;
- периода нарастания давления (τн ) и уплотнения материала за счет втекания новых порций расплава под давлением. Точка D – точка максимального давления. В данный момент за счет термической усадки при охлаждении давление уравновешивается притоком новых порций материала.
- периода спада давления (τсп ) – это период интенсивного охлаждения и усадки материала. Характеризуется уменьшением давления в форме и увеличением перепада давления по ее длине. В этот период входит и время выдержки без давления (τвбд).
Время выдержки под давлением (τвпд); состоит из периода нарастания давления и части периода спада давления. В точке Е литник “перемерзает” (стеклование материала в литниковом канале) и приток новых порций материала прекращается. Давление литья отключается и давление в детали резко падает. В точке К форма раскрывается, происходит съем изделия из формы.
Технологические параметры впрыска:
- температура расплава на входе в форму;
- скорость заполнения и время полного заполнения формы.
Эти параметры сильно зависят от конфигурации, размеров и формы литникового канала. Изменение параметров впрыска возможно путем регулирования температуры формы, давления в гидроцилиндре впрыска и скорости осевого перемещения шнека (времени впрыска).
Таблица 4.2 - Взаимосвязь регулируемых параметров литья под давлением термопластов
| Основные регулируемые параметры | Свойства изделий, зависящие от основных параметров | Регулируемые параметры, вторичные | Основные параметры, зависящие от вторичных |
| Давление литья | Масса, механические показатели, усадка | Расход охлаждающей воды | Температура формы, стабильность давления литья |
| Температура расплава | Масса, механические показатели, усадка | ||
| Время выдержки под давлением | Ограничено – масса, механические свойства | Температура охлаждающей воды | Температура формы, стабильность давления литья |
| Скорость впрыска (время впрыска) | Механические показатели | Колебания реологических свойств | Скорость впрыска |
| Температура формы | Механические показатели, усадка | Колебания теплофизических свойств | Время выдержки под давлением, скорость охлаждения |
| Геометрия изделия и литниковых каналов | Анизотропия свойств, механические показатели | Напряжение электросети | Давление литья, скорость впрыска |
Таблица 4.3 - Технологические режимы подготовки сырья и переработки термопластов методом литья под давлением, термообработки изделий из них
| Материал | Режимы сушки | Режимы литья | Режимы термообработки | ||||||
| Х,% | Тс, 0С | t, ч | Тл, 0С | Рл, 0С | Тф, 0С | среда | Тт, 0С | t, ч | |
| АБС-пластик | 0,1 | 70÷85 | 2÷4 | 200÷240 | 100÷160 | 70÷80 | - | - | - |
| Полиамиды: ПА-610; ПА-6-1; ПА-6-11-108; Стеклонаполненные | 0,15 0,15 | 4÷6 2÷4 | 220÷260 150÷230 | 80÷120 100÷120 | 50÷90 | Силиконовая жидкос - | - | - | |
| Поликарбонат | 0,015 | 110÷120 | 8÷16 | 220÷300 | 100÷150 | 98÷110 | Воздух Силикон масло | 2,5 1,5 | |
| Литьевые ПММА | - | 80÷90 | 180÷240 | 100÷120 | 50÷60 | Воздух | 80÷85 | 0,3 | |
| Полипропилен | 0,1 | 80÷100 | 200÷280 | 80÷140 | 60÷80 | - | - | - | |
| Полистиролы: ПСС ПСМ; УПС | 0,1 0,1 | 70÷80 70÷80 | 1÷2 1÷2 | 170÷220 180÷230 | 60÷100 100÷150 | 40÷50 40÷70 | Воздух - | 70÷75 - | 12÷24 - |
| Оптич. полистиролы и сополимеры | 0,1 | 70÷80 | 1÷2 | 180÷230 | 100÷140 | 40÷60 | - | - | - |
| Полиформальдегид | 0,2 | 170÷200 | 90÷150 | 80÷120 | Воздух Масло | 130+10 | 0,25 0,10,4 | ||
| Полиэтилен НП | 0,1 | 70÷80 | 170÷220 | 60÷100 | 30÷60 | Гор. вода | 40÷80 | ||
| Полиэтилен ВП | 0,1 | 80÷90 | 180÷250 | 80÷120 | 50÷60 | Гор. вода | 40÷80 | ||
| АЦБ-этрол | 0,2 | 160÷190 | 100÷120 | 45÷50 | - | - | - | ||
| ПВХ-пластикат | 0,3 | 60÷70 | 1÷2 | 150÷180 | 40÷100 | 50÷70 | - | - | - |
| Полиуретан | - | 0,5 | 175÷200 | 80÷100 | 20÷90 | - | - | - |
Жирный шрифт – вакуумная сушка
Технологические параметры выдержки под давлением:
- давление в литьевой форме;
- время выдержки под давлением.
Давление в форме – это регулируемый параметр. На давление в форме оказывает влияние такой регулируемый параметр, как давление в гидроцилиндре. Соответствующее ему давление расплава в инжекционном цилиндре перед шнеком называют давлением подпитки (давление дожатия).
Время выдержки без давления зависит от толщины стенки изделия, его формы, от температуры литьевой формы, т.е. от скорости охлаждения изделия.
Кроме этих регулируемых технологических параметров качество отливок зависит от конструкции машины, свойств материала (вязкость в интервале температур переработки, термостабильность и др.). Взаимосвязь параметров формования приведена в таблице 4.2. Режимы литья под давлением наиболее распространенных типов термопластов приведены в таблице 4.3.
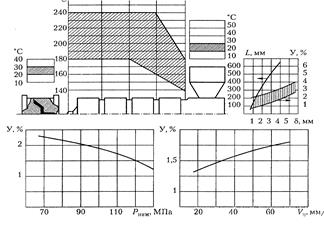
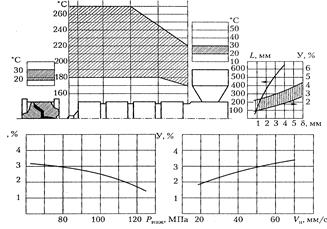
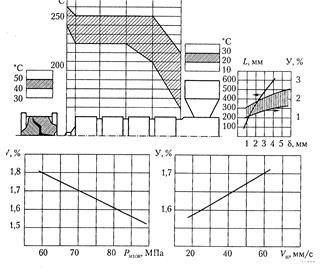
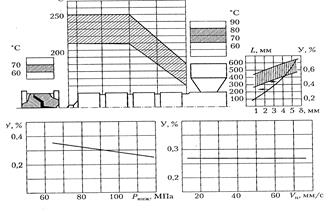
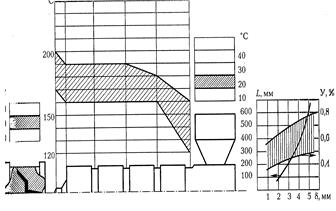
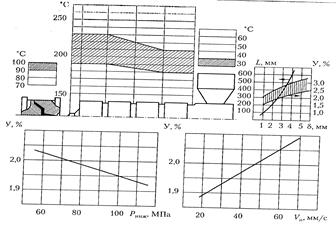
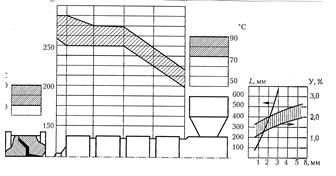
На представленных технологических диаграммах (рис. 4.32) даютсятемпературные профили формования при литье под давлением распространенных термопластов от бункера до литьевой формы, зависимость усадки изделия У, % от давления инжекции Ринж и скорости движения шнека при впрыске расплава в форму Vн, мм/с. Также в диаграммах приводятся графики рекомендуемых соотношений между толщиной стенки изделия δ, длиной литниковых каналов L и усадкой У, %.
| 
|
| ПЭНП (рис. 4.32а) перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвод – как можно дальше. Заполнение формы быстрое, поэтому необходима ее эффективная вентиляция. | ПЭВП (рис. 4.32б) – по сравнению с ПЭНП имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости. |
| 
|
| ПП (рис. 4.32в) – кристалличность до 60 %, температура переработки для некоторых марок до 280 0С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет; охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении. | ПС (рис. 4.32г) – легколетуч в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву. |

| 
|
| УПС (рис. 4.32д) отличается от ПС несколько меньшей текучестью и большой усадкой. | АБС-пластик (рис. 4.32е) относится к конструкционным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия. |
| 
|
| ПММА (рис. 4.32ж) имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным. | ПВХ (рис. 4.32з) перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязко-текучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной. |

| 
|
| ПА (рис. 4.32и, рис. 4.32к) – кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При плавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При перегреве в расплаве образуются пузыри. Требует обязательной тщательной сушки. Желателен предварительный подогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий. | |

| 
|
| ПК (рис. 4.32л) – относится к теплостойким полимерам, характерна высокая вязкость расплава, термостабилен. Вязкость в основном зависит от температуры. Температура формы до 100 0С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и бункере ЛМ. | ПОМ(рис. 4.32м) |
 ПЭТФ(рис. 4.32н)
ПЭТФ(рис. 4.32н)
|  ПТБФ(рис. 4.32о)
ПТБФ(рис. 4.32о)
|
| ПОМ, ПЭТФ, ПТБФ,(рис. 4.32м, рис. 4.32н, рис. 4.32о) относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги < 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки). |
Параметры технологических режимов уточняются в каждом отдельном случае экспериментально в зависимости от материала, конструкции формы, габаритных размеров и конфигурации изготовляемых изделий. При отработке технологических режимов опытным путем устанавливают зависимости между различными факторами, определяющий процесс литья, например текучестью материала, температурой и давлением литья, длительностью цикла и другими факторами, указанным в табл. 4.2. Обычно, отработку режимов проводят на трех партиях сырья с различной текучестью. Рекомендуется начинать отработку режимов с определения интервала температур расплава и интервала давления литья. При нижних пределах этих параметрах на отливке будут появляться недоливы, а верхних пределах – переливы или признаки перегрева массы: пузыри, потемнения. В пределах полученных интервалов температур, давлений и длительности циклов. На основе опытных данных на каждое изделие составляется технологическая карта. При работе на литьевой машине необходимо строго соблюдать установленный режим, варьировать значения параметров процесса только в установленных пределах в соответствии с технологической картой. Работу машины следует поддерживать в определенном ритме. Изменение ритма вызывает нарушения режима. Поэтому при регулировании работы машины нельзя быстро менять параметры процесса, а, изменив тот или иной параметр, необходимо дать машине возможность войти в ритм. Лишь после этого можно приступить к изменению следующего параметра. Автоматический режим работы литьевой машины позволяет стабильно выдерживать установленные параметры литья. Литьевые машины с управляющим вычислительным комплексом самонастраиваются автоматически при изменении свойств материала, конструкции изделия и формы.
На современных литьевых машинах с управляющим вычислительным комплексом возможна организация режимов формования, влияющих на качество изделий. К таким режимам относятся: режим литья со сбросом давления и с регулируемой скоростью впрыска.
Для стабилизации размеров и снятия внутренних напряжений, образующихся при изготовлении изделий, целесообразно применять термообработку не позднее, чем через 24 ч после изготовления при режимах, указанных в табл. 4.3.
Date: 2015-09-02; view: 875; Нарушение авторских прав