Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Входной контроль
|
|
Сырье, поступающее на предприятие в любой упаковке, сопровождается соответствующим документом (паспортом), в котором указываются его основные характеристики на соответствие требованиям ГОСТ или ТУ.
Для определения параметров перерабатываемости сырья, а также соответствия характеристик значениям, указанным в сопроводительном документе, проводится входной контроль. При этом определяется однородность материала по гранулометрическому составу и количество посторонних включений, влажность и показатель текучести расплава (ПТР) определяемый на приборе ИИРТ (рис. 4.27), по необходимости и другие технологические и физико-механические показатели качества сырья. Входной контроль проводится в лабораториях ОТК, имеющих отделения технологических, физико-механических и химико-аналитических испытаний.
По результатам входного контроля определяется необходимость в дальнейшей подготовке сырья и корректировке режимов переработки.
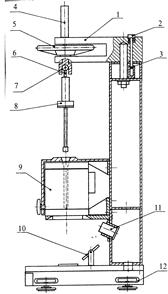
| Рис. 4.27. Блок измерений прибора ИИРТ-М2: 1- кронштейн; 2 - кнопка; 3 – фиксатор; 4 ходовой винт; 5 – штурвал; 6 – втулка; 7 – шарик; 8 – держатель грузов; 9 – термостат; 10 – зеркало; 11 – осветитель; 12 – винты регулировки уровня. 4.6.4 Подготовка сырья Подготовка термопластов выполняется в зависимости от технических условий по их переработке, требований к качеству готовой продукции, к поверхности изделий и к их окраске. В связи с этим в отделении подготовки выполняются операции сушки и смешения с концентратами красителей. Влажность термопластов – важная характеристика исходного сырья, влияющая на качество литьевых изделий. Во многих случаях требуется подсушка материала. Для термопластов, не требующих вакуумной сушки, при необходимости используют подсушку горячим воздухом с температурой 60÷80 0С. Для литьевых машин с объемом впрыска 250 см3 и более применяется подсушка непосредственно у машины |
за счет установления дополнительного бункера с вентилятором, электрическим нагревателем, распределителем воздуха, системой контроля и управления процесса сушки.
Для более глубокой сушки до остаточной влажности 0,002% эффективно применение адсорбционных сушилок с регенерацией воздуха, например марки СТТ 20412, в которой воздух не только нагревается, но из него также удаляется влага (проходит через адсорбент), прежде чем он проходит через сушильную воронку с гранулами термопласта. Функциональная схема сушилки представлена на рис. 4.28. Сушильные секции работают поочередно: первая на стадии сушки, вторая – на стадии регенерации (очистки от влаги адсорбента). После достижения точки росы в первой секции, она переключаются на режим регенерации, а вторая – на режим сушки.
Материалы типа поликарбоната, полиуретана, полиамида, полиформальдегида, полиакрилата
| Рис. 4.28. Функциональная схема адсорбционной сушилки с регенерацией воздуха СТТ 20412: 1 – сушильная секция 1; 2 – сушильная секция 2; 3 – вентиль; 4 – воздуходувка сушилки; 5 – воздуходувка с фильтром регенерации (очистки от влаги сушильной секции 2); 6 – нагреватель воздуха регенерации; 7 – нагреватель воздуха, поступающего из сушильной секции 1; 8 – сушильная воронка с высушиваемым материалом 14; 9 – теплоизоляция сушильной воронки; 10 – воздушный фильтр; 11 – температурный датчик сушки материала; 12 – температурный датчик воздуха регенерации; 13 – датчик точки росы |
перед переработкой необходимо подвергать вакуумной сушке. Для этой цели используются вакуум-гребковые сушилки с реверсным ротором СВГР (ЦЛ-100ВРК и ЦЛ-400ВРК).
В современной промышленности производства пластмассовой продукции придание требуемых свойств и определённого внешнего вида изделиям в процессе их производства, в частности, литьём под давлением, путём введения различных добавок с каждым годом имеет всё большее значение. Необходимость модификации пластмасс появилась в связи с развитием особых требований к изделиям из пластмасс, а имеющаяся номенклатура основных полимерных материалов уже не могла отвечать все возрастающим требованиям рынка к качеству, цветовой окраске и разнообразию пластмассовой продукции, применяемой в различных отраслях промышленности.
Наиболее прогрессивным методом окраски является окраска термопластов с помощью суперконцентратов. Они представляют собой гранулированный материал на основе низкомолекулярных термопластов (полиэтиленовый воск, полипропилен), наполненных модифицирующей добавкой.
Принято различать суперконцентраты добавок – модификаторов свойств (Additive-Masterbatch) и красителей (Color-Masterbatch) (табл. 4.1). Для обеспечения полимерному изделию целого комплекса необходимых свойств, например, стойкости к воздействию ультрафиолета,
Таблица 4.1-Суперконцентраты-модификаторы пластмасс для литьевых изделий
| Характеристика свойств изделий из пластмасс, получаемых за счёт введения модификатора | Наименование суперконцентрата-модификатора |
| Сохранение свойств в процессе эксплуатации, увеличение срока службы литьевой полимерной продукции. Сохранение свойств вторичных пластмасс в процессе переработки | термостабилизаторы, светостабилизаторы против УФ воздействия, антиоксиданты, комплексные добавки |
| Изменение свойств изделий: -уменьшение сил трения и адгезии, -блеск поверхности, -снижение электростатического заряда поверхности изделий | скользящие добавки (смазки), антистатические |
| Улучшение внешнего вида, увеличение прозрачности полипропилена. | нуклеирующие (контролирующие процессы кристаллизации) |
| Улучшение технологических свойств, снижение давления расплава и температуры переработки, увеличение производительности процесса переработки | фторсодержащие добавки |
| Устойчивость к действию микробов, увеличение срока хранения продуктов, упакованных в изделия с добавками | антимикробные, фунгицидные |
| Повышение огнестойкости, получение трудногорючих изделий | антипирены |
| Повышение срока службы пластмассовых деталей, армированных металлом | дезактиваторы металлических поверхностей |
| Снижение величины усадки, коробления литьевых изделий | вспенивающие агенты |
| Нанесение информации лазерным лучом | индикаторы цвета лазерного излучения |
| Очистка литьевого оборудования при производстве продукции | чистящие компаунды |
трудногорючести и стойкой окраски, возможны комбинации этих концентратов в одном продукте.
Классификация суперконцентратов - модификаторов, применяемых для литья пластмасс под давлением в зависимости от их воздействия на полимерный материал, приведены в таблице 4.1.
Date: 2015-09-02; view: 2048; Нарушение авторских прав