Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологические потоки
|
|
Организация технологических потоков в лесопильном цехе на базе лесопильных рам. При распиловке только в развал в потоке устанавливают одну раму. При распиловке с брусовкой в потоке устанавливают 2 рамы в два ряда в шахматном порядке со смещением продольных осей на 2...2,5 м с одним продольным цепным конвейером к первой раме; при смешанной распиловке – с двумя бревнотасками к каждой раме. План второго этажа четырёхрамного лесопильного цеха для распиловки сырья с брусовкой дан на рис. 3.39, где показаны окорочные станки 2, лесопильные рамы первого ряда 9, 13, рамы второго ряда 14, 15, обрезные станки 18, (торцовочные станки проходного типа, размещённые на первом этаже цеха на схеме не показаны. Доски из центральной зоны бруса торцуют вне цеха на специальном торцовочном устройстве после сушки перед
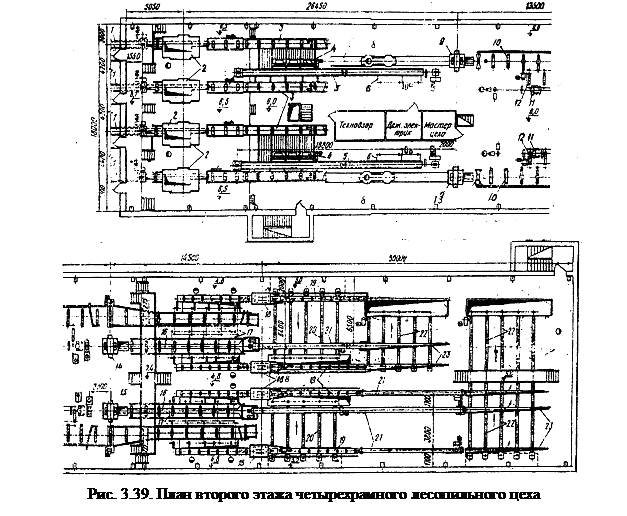 |
отгрузкой их потребителю).
Технологический процесс протекает в следующем порядке. Брёвна по продольным цепным конвейерам 1 поступают в окорочные станки 2, после чего роликовыми конвейерами 3 сбрасываются на накопительную площадку, с которой механизмом поштучной выдачи 4 подаются на конвейер 5 и сбрасываются на впередирамные тележки 8 сбрасывателями 6. После рам первого ряда 9, 13 брус, необрезные доски и длинные горбыли конвейером 10 подаются вперёд до упора. При этом брус задерживается первым навесным упором, горбыли и доски проходят дальше по конвейеру до второго упора, где сбрасываются винтовыми роликами на поперечный цепной конвейер 17. Брус смещается винтовыми роликами конвейера в сторону на направляющие цепей брусоперекладчика 12. По мере необходимости рамщик рамы второго ряда включает подъём направляющих и движение цепей брусоперекладчика. Брус перемещается на роликовый конвейер 11 перед рамой второго ряда. С помощью центрирующего механизма-манипулятора брус заправляется в рамы второго ряда 14, 15. За ними установлены конвейеры 16 с разделительными пластинами. Чистообрезные доски после распиловки бруса проходят коридором между пластинами дальше на ленточный конвейер 21. Необрезные доски и длинные горбыли цепным конвейером 17 подаются на кронштейны перед роликовым столом обрезного станка 18. Сюда же попадают необрезные доски и длинные горбыли от рамы первого ряда. Горбыли вручную отделяются от досок, сбрасываются в люки под кронштейнами и попадают на нижний этаж цеха в поток разделки горбыля на обапол или мелкую пилопродукцию или в рубительную машину для выработки технологической щепы. Короткие горбыли отделяют от основного потока сразу же за рамами. Через люки они попадают в поток переработки отходов на первый этаж. Боковые доски пропускают через обрезные станки 18. На каждом потоке установлено по два обрезных станка, за которыми смонтировано устройство 19 для автоматического отделения реек от досок. Рейки падают на сборные поперечные цепные конвейеры 20, подающие их к люкам и по наклонной плоскости попадают на нижний этаж цеха в поток переработки реек или в рубительную машину. Доски после обрезного станка подаются ленточными конвейерами 21 на сборные цепные конвейеры 22, заканчивающиеся люками, через которые попадают на нижний этаж цеха. Здесь боковые доски торцуют на проходных торцовочных установках, после чего выносятся ленточными конвейерами из цеха на сортплощадку. (Технологией можно предусмотреть торцовку всех досок в лесоцехе).
Технологический поток на базе линии, агрегатной переработки брёвен. Однопоточный лесопильный цех, оборудованный ЛАПБ, содержит, кроме фрезерно-пильного агрегата в потоке, обрезной и торцовочные станки на случай получения досок с обзолом, нечистой кромкой или с механическими дефектами (рис. 3.40), а также пневмотранспортную систему для удаления щепы в бункер. Производственная мощность цеха 105 000 м3 сырья/год; 57 000 м3 пиломатериалов в год и 38 000 м3 технологической щепы в год (при диаметре бревна 16 см и работе в 2 смены).
Планировка лесопильного потока на базе ленточнопильных станков показана на рис. 3.41.
 |
Date: 2015-08-15; view: 1249; Нарушение авторских прав