Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Обрезка досок
|
|
Продольный раскрой пиломатериалов осуществляют на одно-, двух- и многопильных станках. Первые применяют для индивидуального раскроя широких досок на несколько узких.
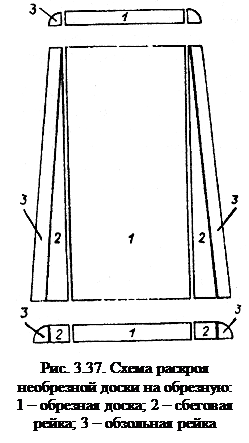 Обрезка кромок необрезных досок (рис. 3.37) осуществляется на двухпильных станках. Многопильные станки типа Ц5Д-8 используют для обрезки обзольных кромок и раскроя необрезных широких досок на более узкие доски и бруски. Фрезерование кромок и раскрой на две обрезные доски осуществляют на фрезерно-обрезных станках типа ЦЗД-7Ф. Двухпильные станки Ц2Д-7А имеют гидропривод для перемещения подвижной пилы и автоматическое изменение скорости подачи (в зависимости от толщины доски) от трёх нижних и трех верхних вальцов. Их устанавливают за рамами или круглопильными бревно-раскройными станками и оборудуют впередистаночным столом с 7 гладкими роликами для приёмки досок с поперечного цепного конвейера и рейкоотделительным устройством длиной около 8,5 м, по узким роликам которого обрезные доски уносятся от станка, а рейки падают в люки. При обработке необрезная доска должна лежать узкой пластью кверху. Одновременно две доски обрезать нельзя. Ширину досок периодически проверяют шаблонами. Для правильной установки досок следует пользоваться свето-теневым аппаратом. Во время обработки доски в станке ее нельзя подталкивать или поправлять. В станок можно подавать доски не короче 1,5 м. Следует избегать чередования узких и широких, тонких и толстых досок, а по возможности последовательно запускать в станок доски одной ширины и толщины партиями. При равномерном поступлении досок длиной l, м, со скоростью U, м/мин, при коэффициентах рабочего и машинного времени Кр и Км. Пропускная способность обрезного станка
Обрезка кромок необрезных досок (рис. 3.37) осуществляется на двухпильных станках. Многопильные станки типа Ц5Д-8 используют для обрезки обзольных кромок и раскроя необрезных широких досок на более узкие доски и бруски. Фрезерование кромок и раскрой на две обрезные доски осуществляют на фрезерно-обрезных станках типа ЦЗД-7Ф. Двухпильные станки Ц2Д-7А имеют гидропривод для перемещения подвижной пилы и автоматическое изменение скорости подачи (в зависимости от толщины доски) от трёх нижних и трех верхних вальцов. Их устанавливают за рамами или круглопильными бревно-раскройными станками и оборудуют впередистаночным столом с 7 гладкими роликами для приёмки досок с поперечного цепного конвейера и рейкоотделительным устройством длиной около 8,5 м, по узким роликам которого обрезные доски уносятся от станка, а рейки падают в люки. При обработке необрезная доска должна лежать узкой пластью кверху. Одновременно две доски обрезать нельзя. Ширину досок периодически проверяют шаблонами. Для правильной установки досок следует пользоваться свето-теневым аппаратом. Во время обработки доски в станке ее нельзя подталкивать или поправлять. В станок можно подавать доски не короче 1,5 м. Следует избегать чередования узких и широких, тонких и толстых досок, а по возможности последовательно запускать в станок доски одной ширины и толщины партиями. При равномерном поступлении досок длиной l, м, со скоростью U, м/мин, при коэффициентах рабочего и машинного времени Кр и Км. Пропускная способность обрезного станка

составляет 10... 12 досок в минуту.
Технический брак при обрезке досок: неправильная их ширина от изношенности механизма перевода подвижной пилы и неправильного развода пил; продольная кривизна на кромках от неперпендикулярности осей подающих вальцов к плоскости пильных дисков, непараллельность роликовых конвейеров между собой и с подающими вальцами, их изношенности и изогнутости осей, от работы пилами разного диаметра и толщины, от несимметричности развода зубьев; зигзагообразный пропил от неправильной подготовки пил; мшистость поверхности досок от чрезмерной подачи материала, затупления пил, неправильного их развода, от неперпендикулярности пил к валу.
Техника безопасности. Для предотвращения выброса реек, за пилами устанавливают расклинивающие ножи, а перед ними – коггевую завесу в один-два ряда. При неправильной эксплуатации станков возможен не только выброс зубьями с большой силой древесных частиц, но и поломка зубьев и разрушение пильных дисков. Поэтому пилы должны быть надёжно защищены оградительным кожухом, сблокированным с механизмом пуска станка и его подачи.
Поперечный раскрой досок в лесопильном цехе осуществляют позиционными и проходными торцовочными установками. Позиционный балансирный торцовочный станок ЦКБ40-1 с пильным валом на качающейся раме с педально-гидроприводным её подъёмом устанавливают под роликовым столом, для торцовки досок максимальной ширины 400 мм и толщины 140 мм. Его производительность П, штук в смену

где t – время обработки одной доски, с.
К установкам проходного типа относится трёхпильная торцовочная установка ЦТЗ-2М, состоящая из поперечного цепного конвейера с расстоянием между упорами на цепях а, м, на одной стороне которого установлена пила для торцовки комлевого конца доски, на другой – две пилы для торцовки вершинной части. Между цепями конвейера, движущимися со скоростью и, м/мин, установлены винтовые торцевыравнивающие ролики. В торцовочных столах иногда предусматривают поперечное перемещение оторцованных досок.
Производительность торцовочного стола П, штук в смену, определяется по формуле

(она составляет 6... 10 досок в минуту).
 Технический брак при торцовке: неправильный размер пиломатериалов по длине от неточной установки мерных упоров (или при работе без них); рваные распилы от тупых пил или неправильного их профиля; косые торцы по ширине либо по толщине досок от небрежной работы (без поджима досок к упорному брусу либо от неперпендикулярности пильного диска плоскости стола).
Технический брак при торцовке: неправильный размер пиломатериалов по длине от неточной установки мерных упоров (или при работе без них); рваные распилы от тупых пил или неправильного их профиля; косые торцы по ширине либо по толщине досок от небрежной работы (без поджима досок к упорному брусу либо от неперпендикулярности пильного диска плоскости стола).
Техника безопасности. Во избежание ушиба рук рабочих необходимо на пильных дисках устанавливать надёжные ограждения, автоматически опускающиеся во время подъёма пилы, торцовочный стол обшить досками со всех сторон с дверцами для осмотра. Торцовочные установки проходного типа должны иметь щитовые ограждения из толстой сетки на всю их ширину. К проходным торцовочным установкам кроме ЦТЗ-2М слешерного типа со стационарным пильным валом относятся и установки триммерного типа с автономно опускающимися на материал пильными суппортами (рис. 3.38, б, в).
Date: 2015-08-15; view: 1517; Нарушение авторских прав