Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Развертывание конических отверстий
|
|
1. Разметить отверстия, накернить и просверлить (рис. 156).
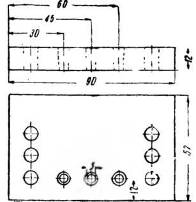
рис. 155.

рис. 156.
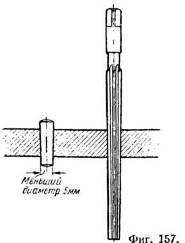
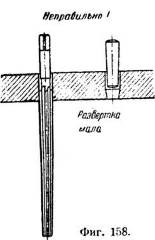
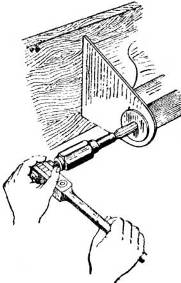
2. Развернуть отверстия конической разверткой, вращая вороток по часовой стрелке (рис. 157 и 158).
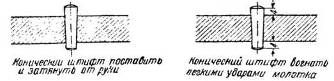
3. Пригнать конический штифт (рис. 159).
Пример развертывания отверстий трещеткой см. на рис. 160 и 161.
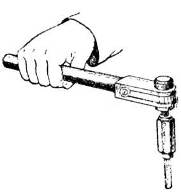
рис. 160.
http://arxipedia.ru/slesarnye-raboty/razvertyvanie-otverstij.html
Общие сведения. Резьбы на деталях получают нарезанием на свелильных, резьбонарезных и токарных станках, а также накатыванием, то есть методом пластических деформаций. Инструментом для накатывания служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную - плашками, прогонками и другими инструментами.
Инструмент для нарезания внутренней резьбы. Метчики. Метчики делят по назначению - на ручные, машинно-ручные и машинные; в зависимости и от профиля нарезаемой резьбы - для метрической, дюймовой трубной резьб; по конструкции - на цельные, сборные (регулируемые и самовыключающиеся) и специальные.

Рисунок 10.2.1 Метчик (автор)
Метчик состоит из двух основных частей - рабочей и хвостовой.
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками и служит для нарезания резьбы. Метчики с винтовыми канавками применяют для нарезания точных резьб. Рабочая часть метчика состоит из заборной и калибрующей.
Заборная (или режущая) часть обычно делается в виде конуса; она производит основную работу при нарезании резьбы.В метчиках для вязких металлов на заборной части имеется скос 6...100 в направлении, обратном направлению резьбы: при,правой резьбе скос левый, при левой - правый. Это улучшает отвод стружки.
Калибрующая (направляющая) часть - резьбовая часть метчика, смежная с заборной частью. Она направляет метчик в отверстие и калибрует нарезаемое отверстие.
Хвостовик - стержень служит для. закрепления метчика в патроне или удержания его в воротке (при наличии квадрата) во время работы.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями. Режущие перья (зубья) имеют форму клина.
Ручные метчики для метрической и дюймовой резьб стандартизованы и изготовляются комплектом из двух метчиков для резьбы с шагом до З мм включительно (для основной метрической резьбы диаметром от 1 до 52мм и для дюймовой резьбы диаметром от ¼" до 1") и комплектом из трех метчиков для резьбы с шагом свыше 3 мм (для метрической резьбы диаметром от 30 до 52 мм и для резьбы диаметром от 11/8" до 2").
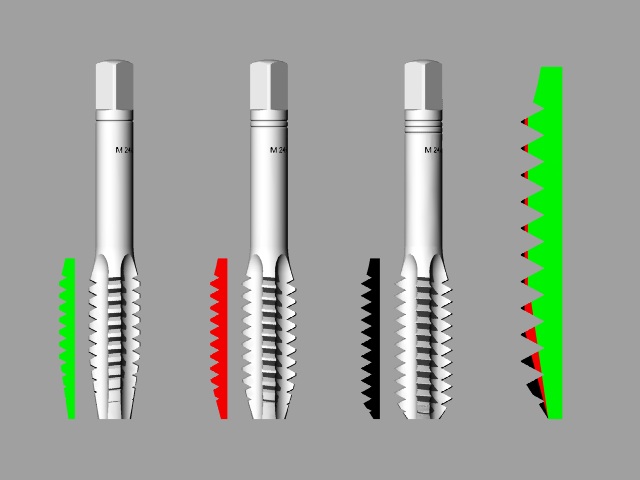
Рисунок 10.2.2 Комплект ручных метчиков (www.tvormasters.ru)
В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой метчики. Все метчики комплекта имеют разные диаметры. Черновой метчик нарезает черновую резьбу, снимая при этом до 60 % металла (стружки); средний метчик нарезает уже более точную резьбу, снимая до 30% металла; чистовой метчик снимает ещё до 10% металла, имеет полный профиль резьбы и используется для окончательного, точного нарезания резьбы и ее калибровки. Чтобы определить, каким является метчик -черновым, средним или чистовым, на хвостовой части делают соответственно одну, две или три круговые риски (кольца) или же ставят соответствующий номер.Кроме того, на хвостовой части проставляют размер резьбы, для нарезания которой метчик предназначен.
В зависимости от конструкции режущей части метчики бывают цилиндрическими и коническими.
При цилиндрической конструкции метчиков все три инструмента комплекта имеют соответствующие диаметры.У чистового метчика полный профиль резьбы, диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового метчика меньше диаметра резьбы на полную глубину нарезки. У чернового метчика длина заборной части равна 4...7, у среднего - 3...3,5 и чистового 1,5...2 ниткам. Угол наклона заборной части у чернового метчика 3°, у среднего - 7°, у чистового - 12°. Цилиндрическими метчиками нарезают резьбу в глухих отверстиях.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковые диаметры и полый профиль резьбы с различной длиной заборных частей. Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.У чернового метчика заборная часть равна длине рабочей части, у среднего - половине этой длины, у чистового - двум ниткам. Конические метчики применяют обычно для нарезания резьбы в сквозных отверстиях.
Метчики выпускают со шлифованным и нешлифованным профилем зубьев. Шлифованные создают резьбу более точную и с более чистой поверхностью.
Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров машинным способом и вручную с шагом до 3 мм включительно. Метчики этого типа изготовляют двух видов - одинарные для сквозных и глухих отверстий и комплектные (черновой и чистовой).
Машинные метчики, применяют для нарезания на станках резьб в сквозных и глухих отверстиях. Они бывают цилиндрическими и коническими.
У машинных и машинно-ручных метчиков на хвостовике делают кольцевые канавки для зажима в быстросменных патронах.
Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
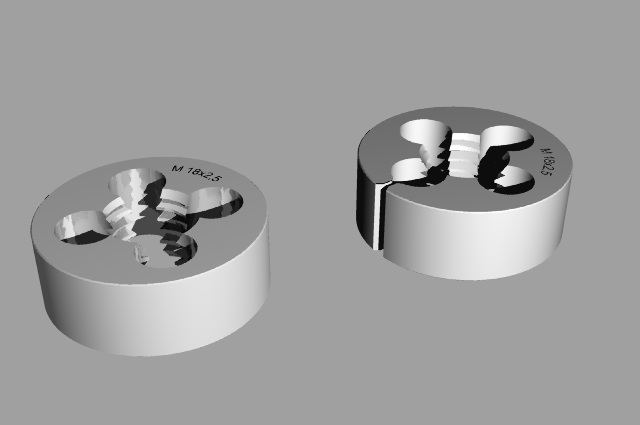
Рисунок 10.2.3 Плашки круглые (лерки) (www.tvormasters.ru)
Цельная плашка представляет собой стальную закалённую гайку, в которой через резьбу прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обоих сторон плашки имеются заборные части длиной 1,5...2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один рабочий ход.
Диаметры цельных круглых плашек предусмотрены стандартом: для основной метрической резьбы - от 1 до 76 мм, для дюймовой - от 1/4" до 2" для трубной - от 1/8 до 1/4 ".
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки в отличии от цельных имеют прорезь (0,5..,1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1...0,25 мм. Вследствие пониженной жёсткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
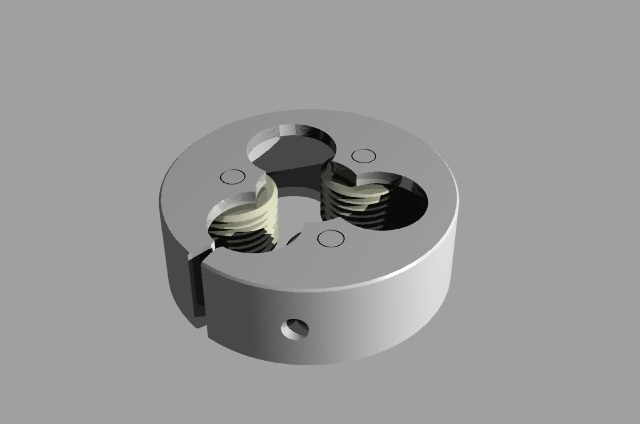
Рисунок 10.2.4 Резьбонакатная плашка (www.tvormasters.ru)
Резьбонакатные плашки, применяются для накатывания точных профилей резьбы, имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками ввертываемыми в корпус.
С помощью резьбонакатных плашек нарезают резьбы Ø 4...33 мм и шагом 0.7...2 мм по 6...8-му квалитетам. Накатывание выполняется на станках, а также вручную. Резьба получается более прочной, поскольку волокна металла в винтах не перерезаются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только: выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками На каждой из них указаны размер наружной резьбы и цифра 1 или 2 для правильного закрепления в приспособлении (клуппе).
На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
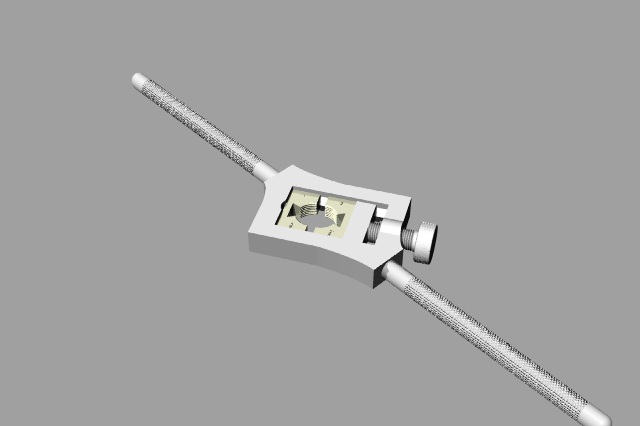
Рисунок 10.2.5 Раздвижной клупп (www.tvormasters.ru)
Для равномерного распределения:давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь. Раздвижные (призматические) плашки изготовляют комплектами по 4...5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от М6 до М52, для дюймовой - от ¼" до 2" и для трубной от 1/8" до 1 ¾ ".
http://www.e-ope.ee/_download/euni_repository/file/3739/1.zip/102____.html
Date: 2015-07-27; view: 2185; Нарушение авторских прав