Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Ремонтизоляционныхчастей,дугогасительных камер,катушекконтакторовимагнитныхпускателей
|
|
Ремонт катушек электромагнитов. Катушки бывают каркаснымиибескаркасными.Наиболеечастовстречающеесяповреждение трещинывкаркаседлинойдо15 мм [22].Ихустраняютследующим образом.Поверхностькаркасавокруг трещины очищают отпылиимасла хлопчатобумажнойсалфеткой, смоченнойв бензине.Наповерхность трещинынаносятслойклеяБФивтечение10—15 минподсушиваютна воздухе,затемнаносятвторойслойивыдерживаютеще5—10 мин. Склеиваемые частикаркаса стягивают тафтяной илихлопчатобумажной изоляционнойлентойивысушиваютвсушильномшкафувтечение1,5—2 ч при температуре 100—110 °С, после чего охлаждают и снимаю бандаж.
Припониженномсопротивлении изоляции(менее0,5 МОм)ка- тушку помещаютв сушильный шкафс температурой60—70°Снане- сколькочасов.Подостижениизначения изоляции(неменее1МОм) производят еепропитку лаком БТ-988 илиБТ-987-Мивторично сушатв течение8чпри температуре 105°С.
Приповреждениинаружногослоя изоляциикатушкиилиобрыве обмоточногопроводавверхнихслоях обмоткиснимаютнаружную изоляцию обмоткииповрежденныевиткидоместаповрежденияили обрыва,припаивают,изолируютместопайкиновогообмоточногопроводаи доматывают требуемоеколичествовитков аналогичнонамоткеновых катушек.
Призначительных повреждениях каркаса,междувитковых замыканиях, обгорании изоляцииобмоткинабольшуюглубинукатушку заменяютновой.
Ремонткаркасныхкатушек. Следующиевидыкаркасов: прессованные (каркасы заводского изготовления); сборные из слоистой изоляции,состоящиеизгетинаксовойпрямоугольнойтрубкиишайбиз гетинаксаилитекстолита,крометого, каркасы могут быть собраны из деталей,отштампованныхизгетинаксатолщиной1—2ммвзависимости от величины катушки; после сборки каркаса углы между щеками и боковыми стенками заклеивают шеллачным или бакелитовым лаком; клееные, в которых шайбы и трубки из электрокартона склеивают посредством полотняныхразрезных шайбили лент,расположенныхпо всейокружностикаркаса.
Намотку катушек осуществляют на любом намоточном станке,однако конструкцию последнего (автомат, полуавтомат, ручные намоточныестанки) следуетучитыватьприрасчетекатушки.
Подбираютнеобходимыйдлякатушкикаркас ипровод,параметры которогодолжнысоответствоватьпаспортным данным.Концыпровода катушкизачищаютшлифовальнойшкуркой,лудятприпоемПОС-ЗО и припаивают к проводнику вывода. Вывод состоит из листовой или латуннойдеталис припаяннымкнейпроводникомбольшегосечения,чем проводобмотки,дляобеспечениямеханическойпрочности вывода.Место пайки изолируют.
Ремонтбескаркасныхкатушек. По размерамдефектной катушкиизготовляют разъемнуюоправку(рис.3.88, а) где:):1–деталь;–щеки;3–втулка;4–штырь;5–гайка;–шпилька;7–щель;).
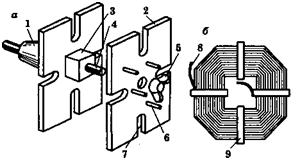
а) б)
Рис.3.88.Разъемнаяоправка(а)к бескаркаснойкатушке(б)
Размереес учетомизоляциикатушкидолжен соответствоватьсердечнику, длякоторого предназначенакатушка.
Оправкуустанавливаютнатокарномстанке,закрепляя задеталь1, илинаспециальномнамоточномприспособлении.Наоправкувчетырех местахпопериметруукладываюттафтяную лентус таким расчетом,чтобы после намоткикатушкиеехватилодляустройствабандажа(рис.3.88, б) где: 8–вывод;9–бандаж ). Потафтянойлентевтулку оправки оборачиваютдвумяслоями электрокартона толщиной0,2—0,3ммишириной,равнойвысотекатушки. Кначалу обмоткиприпоемПОС-3Оприпаиваюткусокгибкогомедного провода(вывод8). Местопайки изолируютполоскоймиканита.
При намоткекатушкикаждыйслойпокрываютпропиточнымлаком и тонкойэлектротехническойбумагойширинойна5—7 ммбольшевысоты катушки.Краябумагизавертываютподкрайниевиткиследующегослоя катушки.
К концу обмотки припаивают также кусок гибкого провода длявывода.Катушкубандажируютранееуложенной тафтянойлентой. Изготовленныекатушкисушатв течение2чвсушильномшкафупри температуре80—90°С, проверяютсопротивление изоляцииицелостность обмотки. Сразу же после сушки, еще в теплом состоянии, катушку опускаютвпропиточнуюваннус лакомМЛ-92,гдевыдерживаютдо прекращениявыделенияпузырьков,послечегоещеразсушатвтечение 4—5чпритемпературе100—110°С.Высушенную обмоткукатушки обматываютдвумя-тремя слоями изоляционнойбумаги,двумяслоями лакотканиилитафтянойленты,очищаютвыводыикаркас отслоялакаи наклеиваютбирку.
Пропитка исушкакатушек. Бескаркасныекатушкипосле из- готовления ипроверкивеличинысопротивления их изоляциипропи- тываютчернымиасфальтомаслянымилаками(отделкакатушки).
Передпропиткойкатушкинеобходимопросушитьпритемпературе 105—110°Св течение3 ч,затемохладитьдо60—70°Ситеплыми погрузитьвподогреваемый до60—70 °Слакна4 ч.После этогокатушки вынимаютираскладывают на30миннасеткедлястеканиялакаизатем сновасушатпритемпературе110—120°Свтечение10ч.Припропитке катушексэмалевойизоляциейасфальтовыйлакнедолженсодержатьв себевкачестверастворителябензол, разрушающедействующийна эмалевуюизоляцию.
Date: 2015-07-27; view: 654; Нарушение авторских прав