Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
НеисправностиобмотокЭМ и их восстановления
|
|
Основныенеисправностиобмотокэлектрических машин, которые встречаются в ремонтной практике,следующие: понижениесопротивления изоляции; пробой изоляциинакорпус,между витками и между фазами; распайка соединенийпроводников; обрыв; механическое разрушение;неправильныесоединениясекций(катушек) идр[22].
Сопротивление изоляции на корпус определяется мегомметром. Приналичии клеммника,сопротивление измеряютдо и после отсо- единения выводныхконцовстатора отзажимов.Темсамымпроверяют исправность изоляциизажимов.Еслимегомметрпоказываетнулевое сопротивление, то имеет место пробой изоляциина корпус.Для нахождения места повреждения обмотку разъединяют на отдельные фазы,акаждуюфазу–наотдельныеучасткиимегомметромилина«лампочку» устанавливают поврежденныйучасток.Для дальнейшего уточнения места заземления можно прибегнуть к прожиганию изоляции значительным током допоявления дыма,показывающегоместо повреждения.
Длясуждения осостоянииизоляциидвигателя проверяютсо- стояние нетолькосамой обмотки,но иэластичностьи тепловой износ подбандажной изоляции.
В двигателях, поступивших для ремонта, но не выдержавшихиспытанийдоразборкииимеющих неудовлетворительноесостояние изоляции производятзамену(перемотку) обмоток.Приэтом для дви- гателей,работающих в условиях высокой температуры и тяжелых режимах, целесообразно взамен изоляции класса Априменять тепло- стойкуюизоляцию,вчастностикремнийорганическую, а для двигателей, работающихв сырых помещениях, пропитывать обмотку лаком или битумами ипокрыватьвлагостойкой изоляцией.
Приремонтеобмотокстремятся улучшитьзаводскиеэлектрические итехническиехарактеристикиэлектрических машин старых кон- струкций, а такжеповысить надежность ихработы.Для этогоприменяют новые электроизоляционные материалы,влаго- и теплостойкиелаки, обмоточныепроводас тонкойимеханическипрочнойизоляциейит.д. Большое влияниенакачествообмоток оказываетсовершенствование технологии ихвыполнения.
Технологическийпроцесс изготовления новой обмоткиприремонте машинсостоитизследующих основных этапов:заготовкипазовойи междуфазной изоляции и изолирования пазов; намотки катушек статоровиукладки ихвпазы сосборкойсхемы.Приперемоткеобмоток электрических машиннеобходимо точно соблюдатьпараметрыстаройобмотки:вид обмотки, класс изоляции, маркуи диаметр обмоточного провода, толщинупазовой изоляции,количествопроводников в пазу ипараллельных проводов в витке, шаг по пазам, среднюю длину витка, соединение фаз ит.д. Эти данные приводятся в соответствующих каталогах и справочниках.При их отсутствии необходимопроизвести расчеты исоставить схему параметров обмоток.
Основныенеисправности обмоток. В ремонтной практикевстречаютсяследующиеосновныенеис- правностиобмоток:замыканиявитковнакорпус из-заухудшениясо- стояния изоляции; замыканиямеждувитками исекциями;распайки соединений; механические разрушения; неправильное соединение секцийсколлектором илимеждусобойиобрывыпроводов[22].Проверка состояния изоляциипо отношениюксердечнику якоряопределяется мегомметром,азамыканиенакорпус–контрольнойлампочкой.
Универсальным методом,позволяющим определитьмеждувитковыезамыкания,распайки, обрывы и ошибкившаге, являетсяметод падения напряжения в секциях (метод милливольтметра). При этом через обмоткуякоряпропускаютпостоянныйток(10—30% номинального) отаккумуляторов.Ток,регулируемыйреостатом, подводитсяк якорнойобмоткечерезпроводники,наложенныедруг отдругана расстоянии,равномполюсному делению.Щупамиотвольтметраили милливольтметра измеряют напряжение междусоседнимипластинами коллектора.О неисправностях якорнойобмоткисвидетельствуют показанияприбора приведенныениже.
1.Замыкание между витками соседних секций или между соседними коллекторными пластинами дает пониженное отклонение стрелкимилливольтметранапластинах.
2.Замыканиемеждупроводникамиверхнегоинижнегослоевобмоткидаетнаибольшее отклонениестрелкинабольшойгруппепластин.
3. Обрыв и распайка в обмотке характеризуются значительным отклонениемстрелкимилливольтметранапластинах,соединенных с неисправнымисекциями.
4.Замыканиеоднойсекциинасебянеотклоняетстрелкунина однойпарепластин.
Хорошозарекомендовали себя приконтролеповрежденных обмо- ток универсальныеимпульсныеприборы типаСМ-1,СМ-2,СМ-4.В этих приборахс помощью разрядаконденсаторанаиспытуемую обмотку подается кратковременныйимпульс высокогонапряжения, чтопозволяет получитьбольшоенапряжениемежду виткамиитемсамымвыявить качествомеждувитковой изоляции,наличиезамыканиямеждувитками, обрыв, ошибкивколичествевитковисхемесоединенияидр.Местазамыканиявитковнакорпусилимеждусобойвдоступной части обмотки, обнаруженные путем визуального осмотра или приборами,устраняютустройствомизоляционных прокладок изэлектрокартона или изоляциейлакотканью споследующейпропиткойлаками № 458 и 317. Оборванные провода обмотки восстанавливают пайкойсоединений.
Ремонтобмотокякоря,полюсовибандажей. Ремонтякорныхсекций заключаетсявзаменечастиобмотки илив полнойееперемотке.Обмоткиякорейвыполняютизкруглых и прямоугольных проводов[22].Внастоящемпараграферассматривается ремонтобмоток якорныхсекций из круглыхпроводов.
Намоткупроизводятручнымспособомпринаматыванииизодного
куска проволокиишаблонным впазы якоряприукладке отдельных катушек, изготовленных пошаблону.Шаблонныеобмоткиприменяют почтивовсех многополюсных,а иногдаив двухполюсных электрических машинах.
До начала разборки якоря, требующего перемотки, снимают точную схему имеющейсянанейобмоткиилиберутобмоточныеданные этого типамашины изкаталога.При разборке необходимо отметить расположение,количествовитков изамковбандажей, их размеры, диаметрбандажнойпроволоки,материал иразмерыподбандажной изоляции.Передначаломразборкиизмеряютизаписываютдлину еепазовой илобовой изоляции,затемопределяют тип обмотки(петлевая,волновая, последовательно-параллельная) ишагпоякорю иколлектору.Для определенияшагапоколлектору отпаиваютнесколько про- водников отпластиниделаютпометки насоответствующих пластинах и проводниках. Затем с помощью контрольной лампы находят второй конец тойжесекциии устанавливаютшаг поколлектору.Шагпопазам якоря принимаютпорасположениюдвухпазовыхсторон однойсекции. Приэтомзамечают,какиестороныкатушекпазасоединеныс какой коллекторнойпластиной.Этонеобходимодлясохранения прежнего расположения обмоткипоотношениюк коллектору,так как во многих машинахщеткинеподвижныисместитьих нановоеположениевслучае сдвигаобмоткипоотношению кколлекторуневозможно.
Извлечениеобмоток якорей начинают со снятия проволочных бандажей; пазовыеклиньявыколачивают ударами молоткапо выколотке или припомощипневматического инструмента.Вынимаютсекции обмоткиизпазов осторожно,стараясьнеповреждатьих.Этонеобходимо дляснятияэскизовсамойсекции.
В обмотках,изготовленных из толстых проводников,непосред- ственновпаянныхвшлицы коллекторныхпластин, этипроводники сравнительнолегко отсоединяют от коллектора.Если жеобмотка соединенаспластинамичерез«петушки», тодля разъединения реко- мендуется прогреватьколлекторпаяльной лампойтолькодоразмягчения припоя, таккакпоследний,вытекая,можетзалитьколлекторные пластиныизамкнутьих.
Наматываютновыесекциинастанкахприпомощишаблона.Вовремянамоткиследятзаровнойипоследовательнойукладкой проводников.Намотаннуюсекцию иликатушку снимаютсшаблона и связываютв нескольких местахлентой,уложеннойвпрорезишаблонадо намотки,азатем изолируютлакотканью,ненарушая прямоугольной формысекции.Намотаннуюсекцию изгибаютпоформестаройсекции. Примассовойнамоткепользуются универсальнымшаблоном,который даетвозможностьизготовитьсекциинужныхразмеров исразу после намотки изгибатьих.
В пазыукладываютслойизоляцииввиде П-образныхпресс- шпановыхпрокладок,выступающиекраякоторых отгибаютвсторону зубцовякоря.Приукладкесекциидолжныплотно,нодостаточнолегко входитьв пазыбез применения молотка.Окончательную посадку секций наднопазапроизводятлегкимзаколачиваниемихузкойпластинойиз мягкого дерева или фибры, рабочая часть которой должна соответствоватьширинепаза.Приэтом необходимоследить, чтобы прессшпановая прокладкане изгибалась.Впротивномслучаевлитая прокладканепозволитуложитьвсю обмоткувпаз.
Сначалав паз укладываютнижнююсторонусекции,затемсо- седниесекции, заложиввсенижние нарасстоянии шага попазам. Последующиесекцииможно укладыватьполностью,сначала (походу укладки)нижние,азатем(всоответствующийпаз)верхниеих части. Верхние стороны секций первого шага по якорю укладывают только после укладкипоследнихнижнихсекцийпо ходу укладки. Передук- ладкойверхнейполовинысекциивпазвводятмежслойную изоляцию. Послеукладкивсейобмоткиееокончательноосаживаютв пазы,а отогнутыевстороныкраяП-образныхпрессшпановых скоб загибают внутрьпазаизакрепляютобмоткуклиньями.
Послеукладкиизакрепления обмоткиприступаютксборкеее схемы, т.е.присоединению концовсекцийк пластинам коллектора. Сначаласоединяютсколлекторомвыводысторон секций,уложенных в нижнем ряду. Слой изоляции прокладывают между лобовой частью якоря исекциями,атакжемеждуверхниминижнимслоемвыводов, подключаемыхкколлектору.Последний слой изоляции долженбыть особеннонадежным,так какмеждуверхним инижним рядом выводов действуетполноенапряжение.
После сборки якорьподготавливаютк пайке:облуживают выводы, подгоняютк петушкам ипроверяют,чтобынебылоэлектрических соединениймежду обмоткойикорпусом, а такжемежду витками. Про- веривправильностьсборкисхемы,приступаюткпайкеколлектора.Малыемашины ремонтируютэлектрическим паяльником, большиепаяльнойлампой.Якорьвовремя пайкиустанавливаютснебольшимуклономвсторону коллекторавоизбежаниепопаданияприпоя междувыводамиобмотки.
Ремонт обмоток полюсов. В обмотках полюсов (возбуждения)бываюттакиежеповреждения,как ив обмоткахякоря.Послеопределенияхарактераповреждениякатушкуремонтируютивосстанав- ливают темже проводом.Прибольшом количествеповрежденийизо- ляциикатушку изготовляютвновьпоразмерамсуществующей.При намотке новой катушки особое внимание уделяют изоляции и креплению выводовипереходов изодногослоявдругой.Длясохраненияформы катушкиипридания ейпрочностислоиобмоткиперевязывают изоляционнойлентой.Для изготовления стержневыхсекцийприменяют электролитическую медьтребуемогосечения.Полосырихтуют, облуживаютсконцовиизгибаютпо формесекции.
Перемоткаобмотокстатора. Подготовкустаторакперемоткеначинаютсудаления иочищения пазов отстаройобмотки(вручную стальнымищетками,вращаемыми электродрелями и т.д.), а также от поврежденной изоляции. При затрудненномснятиистарой изоляциипазовстаторы малыхгабаритов послеснятия обмоткипогружаютв горячеетрансформаторноемасло, размягчающееостаткиизоляции[22].
Затемстаторы илироторы крупныхмашин очищаютветошью, смоченнойрастворителем(например,бензином).Статоры,роторы и деталинебольшихмашинпромываютв 2—3%-номрастворекаустика температурой 70—80 °С (раствор перемешивают сжатым воздухом), затемпромываютвгорячейводеисушат.
В очищенном отгрязистаторетщательнопроверяютсостояние стальных пакетов,зачищают пазы от заусенцев,подтягиваютшпильки, стягивающиесердечник,имегомметром измеряютсопротивление изоляции.Пазыиторцовыечастисердечникаинажимныхшайб окрашиваютлаком.Нажимныешайбыипазы изолируют.
Для облегченияпоследующегоремонтамашинывпроцессеснятия старойобмоткисоставляютсопроводительную записку,содержащую следующиеданные:назначение, тип и заводской номер машины, наименование завода-изготовителя;количествоисхемусоединения фаз,мощность,напряжениеиток, частоту вращения, числопар полюсов;внутреннийинаружный диаметрыстаторногосердечника, включаявентиляционныеканалы,количествоиширинуканалов, количествоиразмерыпазов;сечениемеднойобмотки,маркупровода,количествопроводовв пазуипараллельныхпроводов,шагсекции (катушек)попазам,со- противлениесекции(катушки) ифазы;схемусоединенияобмоток;размеры секции (катушек), среднюю длину витков и секции (катушек);изоляциюсекции(катушки),прямойчасти,сгибов,выводов,наклонной части,головки;используемый изоляционныйматериал иегоразмеры;изоляциюпаза,размериколичествопрокладок;размерклиньев;изоляциюнажимнойшайбы,обмоткодержателяи т.д.В настоящее время времонтв основномпоступаютэлектродвигателиединойсерииАи АО общепромышленного назначениясо всыпнымиобмотками(состоящими из мягкихкатушек,намотанных круглымпроводом).Ремонтпоследнихсостоитизследующих основных операций:заготовкиизоляционныхдеталей,намоткикатушек,укладки ипропиткиобмоток.
Заготовкаизоляционныхдеталей. Кначалуремонтаэлектродвигателязаготавливаютвсе изоляционные деталивполномкомплекте.
Материалы, из которыхизготовляют изоляционныедетали, подготавливаютследующим образом.Электрокартон,поступающий обычновбольших тяжеловесных рулонах,перематываютврулоны меньшихразмеровмассойдо10—15 кгипросушиваютввертикальном положениивсушильнойпечипритемпературе90—95°Свтечение1—2 ч. Горячийэлектрокартон пропитываютвльняном маслеили натуральнойолифеивновь сушатв печипри тойжетемпературев течение 3—4 ч.Допускается такжесушкапропитанногоэлектрокартона навоздухе.Вэтом случае время сушкив зависимости от окружающей температуры увеличиваютдо 24—36 ч.Присушкекаквпечи,такина воздухерулон электрокартонадолженбытьраспущен, чтобымежду отдельнымислоямибылзазор.
Затемопределяютвариантраскрояматериаласминимальными отходами.Заготовкидля пазовыхкоробок идругих деталейнарезаютна рычажных ножницахс ограничительнымииприжимными планками такимобразом, чтобынаправлениеволоконуложеннойв пазкоробки совпадало с продольной осью электродвигателя. Лакоткань разрезают подуглом45°,астеклоткань подуглом15°косиполотна.
Пазовые коробки могут быть закрытыми либо открытыми. При открытом исполнении,когдапазоваякоробканеперекрываеткатушку подпазовым клином,шириназаготовки одинаковадля всехслоев изоляциииопределяется периметром паза.Призакрытом исполнении, когдакоробкаперекрываеткатушку подпазовымклином,ширина внутреннегослоя на 20—30ммиболеедолжнапревышатьдругиеслои. Приэтомв процессе укладкиобмотки края коробоквыступают изпазов и предохраняютизоляцию проводов отповреждения, что особенноважно приприменении проводов марокПЭЛБО,ПЭЛШО сосравнительно хрупкойэмалевойизоляцией.
Кроме пазовыхкоробок,к началу ремонтаподготавливают:прокладкидля укладкив серединепазамеждусторонамикатушек,междуфазныепрокладки,линоксиновыетрубкидля изоляциисоеди- ненийпроводов внутримашинныхсоединенийивыводныхконцов, а такжепазовые клинья.Длину междуфазныхпрокладок определяют вылетомлобовыхчастей,аширину–шагом обмотки.Пазовыеклинья изготовляют изпропитаннойипросушеннойдревесины твердыхпород (бука,березы) или из текстолита.
Намотка катушек. Какуказывалось,всыпныеобмоткиизго-товляют из проводовкруглого сечения. Сортаментмедной проволоки для изготовленияобмоточныхпроводовдостигает80размеров.В настоящее время изготовляютпроводасволокнистой,эмалевой икомбинированной эмалево-волокнистойизоляцией.
Различныевиды илимарки обмоточных проводов имеютусловные буквенные и цифровые обозначения.Сортамент обмоточныхпроводов приводится обычновзаводских инструкциях илисправочникахпо ремонтуобмотокэлектрическихмашин.
Для обмоток электродвигателейединойсерииАи АО количество проводовограничено34 размерами,амарок–двумя.Большинство обмоток выполнено проводом диаметром 1,25—1,62 мм. Во многих случаях провододногоитогожеразмера применяютдля обмоток различныхэлектродвигателейпутемизменения числапараллельных ветвейвфазе.Для электродвигателей3—5-гогабаритоввсех типов иэлектро- двигателей 6—9-гогабаритов типовА,АО,АП,АОТиАКприменяют проводмаркиПЭЛБО,а типов АО,АОС,AOП–марки ПСД.Катушкивсыпнойобмоткижелательномотатьизодногопровода.Этообеспечивает ихкомпактностьиправильнуюформу. Катушки, намотанныеиздвух иболеепараллельных проводов,сложнейук- ладывать в паз: повышается вероятность перекрещивания проводов в пазу (крестов), являющаяся однойизпричинобмоточногобракаиз-за повреждения изоляциипроводовприуплотнениикатушкивпазу. Максимальноеколичествопараллельныхпроводоввкатушкетри. Катушки,состоящиеизчетырехпараллельных проводов,являются исключением.
Вместес темукладкавпазыпроводадиаметром2,5ммиболее такжезатруднена из-за егожесткостиивлечетзасобойповреждение изоляции провода и разрыввылетовпазовыхкоробок.Поэтомупроводникикатушек,диаметркоторых превышает2,5мм,разбиваютнадва одинаковых параллельных,ноболеетонких провода.Диаметр заменяющего проводадолженбытьв 1,41разаменьшедиаметра заменяемогопровода.Например,для заменыпроводадиаметром 1,62мм следуетвзятьдвапараллельныхпроводникадиаметром1,62:1,41= 1,5 мм.Размер проверяютпоустановленнымнормам и используютпроводближайшегостандартногодиаметра (1,16мм).При отсутствии нужногопроводакатушкумотаютпроводом другогоразмераи маркиизоляцииилидвумя болеетонкими,норазличнымимежду собой по диаметрупроводами.
Катушкидлявсыпных обмоток наматываютнастанках соспе- циальными шаблонами, имеющими несколькоячеек, позволяющих производитьнамотку нескольких катушек однимнепрерывным про- водом, чтоупрощает процессмонтажавнутримашинныхсоединений. Числоячееквыбираютравнымиликратнымчислукатушеквгруппе. Для электродвигателеймалоймощностичислоячеек должнобытьравным числукатушекв фазе.Размерыкатушекприперемотке определяют позаводскому исполнению.Следуетучитывать,что уэлектродвигателей малоймощностикатушки мягкие иподатливые,поэтому важным являетсяне формакатушки,а точноеизмерениедлинывитка.
Необходимую форму катушке придают в процессе ее укладки в пазыстатора.Нарис.3.85где 1 –колодка шаблона;2–гайка;3–счетчикоборотов;4–ручка)изображенстанок с ручнымприводомдля намотки мягких катушек.Изменениеразмеров наматываемыхкатушек достигаетсяпередвижениемколодокшаблонапокоромыслу.Всвязис тем что число витков в катушках обмоток электродвигателей единой сериисравнительноневелико, алишние илинедостающиемогутявиться причинойбрака, точностьих отсчета имеетбольшоезначение.Поэтому станокснабженсчетчикомоборотов.
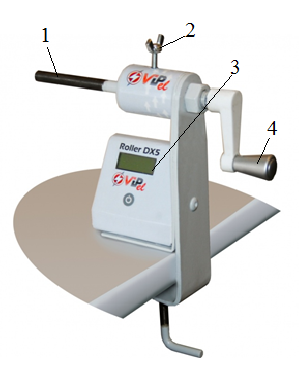
Рис.3.85.Станокс ручнымприводомдлянамоткикатушек.
В электродвигателях единойсериималоймощностиприменяют концентрические однослойные обмотки. Для намотки катушечной группы таких обмоток служитступенчатыйшаблон, числоступеней которогоравноколичествукатушеквгруппе.
Укладка обмоток – однаизнаиболееответственных операций технологического процессаремонта.Перед укладкойобмотчик должен подробноознакомиться собмоточнорасчетнойзапискойремонтируемого электродвигателя.
Активнаястальстатора должнабытьисправной, таккакпроиз- водитькакие-либомеханическиеработыпосле укладки обмоткинедопустимо: этоможетпривестикповреждению ееизоляции обмоток. Статор долженбытьполностьюподготовленк укладкеобмотки,пазы прочищены, продуты ипроверены ихразмеры.Всеизоляционныедетали икатушкиобмотки такжедолжныбытьподготовлены.
Каждыйобмотчик помимообычногоизмерительногоимонтерского инструмента (плоскогубцы, круглогубцы, кусачки, стальной и деревянныймолотки, мерныелинейкиидр.) должен иметьспециальный набор инструментов.Рабочим местам обмотчикаявляется поворотныйстол, дающий возможностьповорачиватьстатор.
Обычныйспособукладкидвухслойнойобмотки(сподъемомшага) заключаетсяв том, чтошаговыекатушки(вколичестве,равномшагу обмотки) укладываютнижней стороной на дно паза,оставляяверхнюю сторонунеуложенной. Затемукладываютверхниеинижниестороны остальныхкатушек.Верхние сторонышаговыхкатушекукладывают последними.Ввиду тогочтоонинаходятся врасточкестатора, усложняется процесс укладки обмотки, особеннопрималых диаметрах расточки.Поэтомув электродвигателяхс малымидиаметрамирасточки обесторонышаговых катушек укладываютнаднопаза. Остальные катушки, кроме катушек последнего шага, укладывают как в двухслойнойобмотке(однасторонакатушки–на днопаза,вторая–вверху паза).Катушкипоследнегошагаукладывают обеимисторонами вверхупаза.
Способобмоткивыбираютвкаждом отдельномслучае.Однакопри первом способе обмотка получается более правильной и имеет аккуратныйвид.
Технологическийпроцессзакладкиобмоткидолженначинатьсяс
проверкисимметричностирасположения пазовых коробок.В томслучае, еслипазовыекоробкинеперекрываютсобойобмотку,для предохранения их отповрежденияпризакладкепроводовкатушкившлицывставляют временныенаправляющиевкладыши.
Катушку, подлежащую укладке, располагают над пазом, находящимсявсамомнизурасточки, и,пользуясьспециальнойпластинкой,проталкивают всепроводникикатушки. Во избежаниеперекрещивания проводниковвпазуукладку их производятв томжепорядке,вкотором онинаматывалисьнашаблон.Приэтом внимательно следят, чтобывсе проводникирасполагалисьпараллельнодруг другу.Затем, каждыйраз поворачиваякорпусстаторанаоднопазовоеделение,укладываютна днопаза все остальныекатушкипервойкатушечной группы.После этого в пазызакладываютмеждуслойныепрокладки,аначалоиконец катушечной группы надежно прикрепляют лентой, шпагатом или «чулком»понаружномуконтуру головоклобовыхчастейкрайних катушек. Выводные концы располагают параллельно проводам катушки.Такимжеспособомукладываютнижнююсторону катушек следующейкатушечнойгруппы,осуществляя дотехпор,поканебудут заподненысторонывсехкатушек,входящихвшаг.
Послеэтоговпазыукладываюткакнижние,такиверхниестороны
всех катушек,причем послеукладкинижних сторон впазызакладывают междуслойныепрокладки,закрепляютначала иконцы групп, азатем верхниестороныкатушечныхгрупп.В томслучае,если приукладке допущенперекос междуслойныхпрокладок, онинетольконеизолируют стороныкатушек,уложенныхводинпаз(катушкимогутпринадлежать разным фазам),ноимогутявитьсяпричиной бракаприуплотнении обмотки.
Закладкаверхнихсторонкатушек–болееответственная итру- доемкая операция, чем закладканижнихсторон, таккак частьпазауже заполнена проводаминижнейкатушкиимеждуслойнойпрокладкой. Передзакладкойпроводовверхнихкатушек производится уплотнение проводоввпазу.Для этоговпазвставляютуплотнитель ипродвигаютего помеждуслойнойпрокладке, одновременноударяяпонему молотком для осадкиобмотки.Передукладкой проводаверхнихкатушек тщательно выравниваюти через шлицзакладываютвпаз. Внекоторыхслучаях послеукладкичастипроводов верхнейкатушкиприходится повторно уплотнятьпаз.
После укладки всех витков из паза удаляют направляющие вкладыши,вновьуплотняютпроводавпазу,закладываютподклиновые прокладкиизаклиниваютпаз.Толщину пазового клинавыбираюттаким образом, чтобыобеспечитьдостаточноплотное,нонечрезмерное закреплениепроводоввпазу.
Втомслучае,если конструктивнымисполнениемпредусмотрено
перекрытиекраев пазовойкоробки,легкимиударамимолоткачерез уплотнитель обиваюткраякоробкиповсейдлинепаза,натираютклин парафином,срезают егоконец наконуснадлине 3—5ммизаводятегов пазс торцапакетастали.Затем,невынимаяуплотнитель изпаза, легкими ударами молотка забивают клин, продвигая уплотнитель впередиклинаиприжимаяимкраякоробки.В техслучаях, когдапазовыекоробкивыполненыбеззагиба, клинвставляют внутрь пазовойкоробки.Процессзабивки клинанеотличается отописанного ранее,ноосуществляетсясособойосторожностью,недопускаязаедания пазовойкоробкизабиваемым клином.
Ремонт роторов с короткозамкнутойобмоткой. Коротко- замкнутый ротор ремонтировать легче, чем обмотку статора, так как схема егообмоткиочень проста.Послеудалениястаройобмоткив пазы ротора забивают новыероторныестержни изкрасноймеди,заго- товленныепо размерамстарых. Замыкающиекольца изготовляют из материала,имеющегобольшеесопротивление,чемстержни(например, из бронзы).Стержнис замыкающимикольцами соединяютпайкой твердымиприпоями илисваркой.Послеэтогоротор протачиваюти балансируют.Короткозамкнутые обмоткироторов частоизготовляютиз алюминия отливкой.Приэтомнаиболеечастымиповреждениями алюминиевых роторовявляютсяразрывыитрещиныкороткозамы- кающихколец,аиногдаи обрывыстержней.Неглубокие трещины запаиваютприпоем маркиА, а перезаливаютроторы расплавленным алюминием.Приперезаливкеалюминийсначалавыплавляютвпечи при температуре 700–750 °С, а потом заливаютротор статическим, центробежнымиливибрационным способомподдавлением.
Date: 2015-07-27; view: 629; Нарушение авторских прав