Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
В клетях стана
|
|
Распределение обжатий по клетям оказывает влияние на устойчивость процесса прокатки, качество готового листа и энергетические затраты при холодной прокатке. Существует несколько вариантов распределения обжатий (рис. 9.2).
При выборе убывающего варианта исходят из следующих соображений. По мере холодной прокатки сопротивление деформации стали и ее твердость возрастают. Поэтому наибольшие обжатия обеспечивают в первых проходах, когда металл еще достаточно мягок. Убывающий вариант обеспечивает наименьший разогрев полосы, что позволяет вести прокатку с большой скоростью. Однако он может быть применен в случае, если подкат имеет незначительную разнотолщинность и высокую плоскостность.
В варианте с максимальными обжатиями в средних проходах, незначительная деформация металла в первых клетях способствует некоторому уменьшению исходной разнотолщинности.
Возрастающий вариант обеспечивает эффективное выравнивание продольной разнотолщинности полосы, но приводит к значительному разогреву полосы на выходе из стана.
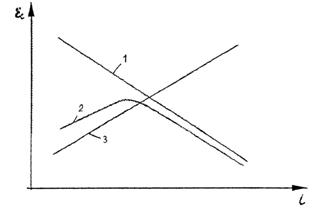
Рис.9.2. Варианты распределения обжатий по клетям:
1 — убывающий; 2 — с максимальными обжатиями в средних проходах; 3 — возрастающий;
εi — частные обжатия в клетях; i — номера клетей по ходу прокатки
Суммарные и частные обжатия, применяемые при холодной прокатке листовой стали на непрерывных станах с различным количеством клетей, приведены в табл. 9.1.
Таблица 9.1
Суммарные и частные обжатия при холодной прокатке
| Число клетей стана | Общее
суммарное
обжатие  , % , %
| Частные обжатия в клетях , %
| |||||
| клеть | клеть | клеть | клеть | клеть | клеть | ||
| 50-80 | 10-35 | 25-45 | 25-45 | 20-25 | — | — | |
| 60-90 | 10-35 | 35-45 | 35-45 | 25-40 | 25-35 | — | |
| 80-95 | 25-35 | 25-35 | 25-35 | 25-35 | 25-35 | 25-35 |
При расчете режимов обжатий сначала выбираем один из вариантов распределения обжатий. Затем выбираем частные обжатия из интервалов, указанных в табл.1. По формуле (9.1) рассчитываем толщины полос перед клетями
 (9.1)
(9.1)
где  — толщина полосы перед i-й клетью;
— толщина полосы перед i-й клетью;
 — толщина полосы после i-й клети.
— толщина полосы после i-й клети.
Толщина исходной горячекатаной полосы, входящей в первую клеть, должна составлять 2-6 мм. Значение общего суммарного обжатия s должно находиться в интервале, указанном в табл. 9.1.
Максимальная скорость прокатки в последней клети четырехклетевого стана достигает 18-25, пятиклетевого — 25-30, шестиклетевого — 35-45 м/с. В других клетях непрерывного стана скорость прокатки рассчитывается по уравнению (8.3).
Пример 9.1: Расчет режима обжатий и скорости прокатки на пятиклетевом непрерывном стане 1200.
Расчет будем производить для полосы сечением 0,22x730 из стали 08кп.
Выбираем режим с максимальными обжатиями в средних проходах. Частные обжатия в клетях подбираем из табл. 9.1.






По формуле (9.1) рассчитываем толщину полосы перед клетями.
Толщина полосы перед 5-й клетью:
Перед 4-й клетью:
Перед 3-й клетью:
Перед 2-й клетью:
Толщина исходной горячекатаной травленой полосы перед 1-ой клетью:
Определяем общее суммарное относительное обжатие:
Определяем суммарное и частные абсолютные обжатия:






Принимаем скорость в последней клети V = 25 м/с. Тогда по уравнению (8.3):
Date: 2015-07-25; view: 1604; Нарушение авторских прав