Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Схема производства и характеристика технологических операций. При производстве сортового проката применяются следующие технологические операции:
|
|
При производстве сортового проката применяются следующие технологические операции:
1. Нагрев исходных заготовок перед прокаткой.
2. Собственно прокатка.
3. Горячая резка раскатов.
4. Охлаждение металла.
5. Правка раскатов.
6. Холодная резка на конечные длины.
Схема расположения оборудования современного сортового стана представлена на рис.1. Стан является непрерывным, т.е. все его клети расположены последовательно, в каждой клети осуществляется один проход, и раскат одновременно находится в нескольких клетях.
Заготовки перед прокаткой на сортовых станах нагреваются в методических пламенных печах. Плавный и экономичный нагрев металла обеспечивается переменным температурным режимом по длине печи и противоточным движением продуктов сгорания и нагреваемых заготовок. Температура нагрева заготовок из углеродистых и низколегированных сталей с содержанием углерода до 0,45% составляет 1200—1220° С.
Прокатные клети, как правило, разделяются на две группы: черновую и чистовую. Перед черновой группой находятся ножницы для обрезки переднего конца заготовки. Между группами клетей расположен промежуточный рольганг с летучими аварийными ножницами. В случае каких-либо отказов в чистовой группе аварийные ножницы должны порезать раскат на мелкие куски, которые можно легко убрать со стана.
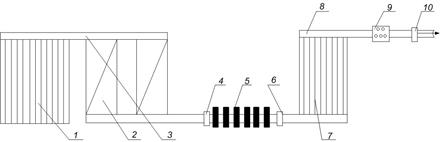
Рис. 6.1 Схема расположения оборудования современного сортового стана
1-стеллажи для заготовок; 2-подводящий печной рольганг; 3-нагревательные печи; 4-ножницы; 5-рабочие клети; 6-летучие барабанные ножницы или дисковая салазковая пила для горячей резки металла; 7-реечный холодильник; 8-отводящий рольганг; 9-роликовая правильная машина; 10-ножницы или пила холодной резки
После выхода из последней клети стана раскат разрезается на части, соответствующие длине холодильника (100-120 м). Сортовые профили простой формы (круг, квадрат, полоса) режут на ножницах. Чтобы предотвратить искажение формы фасонных профилей (уголок, швеллер, рельс) применяют пилы.
В настоящее время для охлаждения сортовых профилей в основном применяют холодильники реечного типа. Охлаждаемые полосы лежат на неподвижных рейках. При поступлении очередного раската подвижные рейки совершают ход, перемещая весь металл, находящийся на холодильнике на 100—200 мм. Так, постепенно, полосы перемещаются от одного края холодильника к другому, остывая до 50—100° С.
После прокатки и охлаждения раскат, как правило, искривлен по длине. Для устранения этого дефекта металл подвергают знакопеременному изгибу на роликовых правильных машинах. Полоса, требующая правки, пропускается между двумя рядами роликов, установленных в шахматном порядке. При движении полоса изгибается роликами и выпрямляется.
Date: 2015-07-25; view: 1069; Нарушение авторских прав