Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Передачи зубчатые конические и гипоидные, допуски (ГОСТ 1758—81)
|
|
Таблица П.6.1
Нормы кинематической точности (показатели  , Frr, Fcr)
, Frr, Fcr)
| Степень точности | Обозначение | Средний нормальный модуль mn, мм | Средний делительный диаметр d, мм | |
| До 125 | Св. 125 до 400 | |||
| мкм | ||||
| 6 |
| От 1 до 16 | FP + 1.15 fc (см. примечание) | |
| От 1 до 3.5 | 25 | 36 | |
| От 3.5 до 6.3 | 28 | 40 | ||
| От 6.3 до 10 | 32 | 45 | ||
| От 1 до 16 | 16 | 28 | |
| 7 |
| От 1 до 25 | FP + 1.15 fc (см. примечание) | |
|
| От 1 до 3.5 | 36 | 50 | |
| От 3.5 до 6.3 | 40 | 56 | ||
| От 6.3 до 10 | 45 | 63 | ||
|
| От 1 до 25 | 22 | 40 | |
| 8 |
| От 1 до 56 | FP + 1.15 fc (см. примечание) | |
|
| От 1 до 3.5 | 45 | 63 | |
| От 3.5 до 6.3 | 50 | 71 | ||
| От 6.3 до 10 | 56 | 80 | ||
|
| От 1 до 55 | 28 | 50 | |
| 9 | От 1 до 3.5 | 56 | 80 | |
|
| От 3.5 до 6.3 | 63 | 90 | |
| От 6.3 до 10 | 71 | 100 | ||
| — допуск на наибольшую кинематическую погрешность зубчатого колеса; Fr — допуск на биение зубчатого венца; Fc — допуск на погрешность обката. Примечание. Для определения принимается FP = FPk и назначается в соответствии со степенью кинематической точности по табл. П.6.2 при длине дуги, соответствующей числу зубьев колеса, равному k = k/2 (или длине дуги, соответствующей ближайшему большему целому числу зубьев) и fс, который назначается в соответствии со степенью плавности работы по табл. П.6.3.
|
Таблица П.6.2
Нормы кинематической точности (показатель FPkr)
| Степень точности | Обозначение | Средний нормальный модуль mn, мм | Для FPk — длина дуги L, мм | ||||||
| Св. 11.2 до 20 | Св. 20 до 32 | Св. 32 до 50 | Св. 50 до 80 | Св. 80 до 160 | Св. 160 до 315 | Св. 315 до 630 | |||
| мкм | |||||||||
| 6 | FPk | От 1 до 16 | 16 | 20 | 22 | 25 | 32 | 45 | 63 |
| 7 | От 1 до 25 | 22 | 28 | 32 | 36 | 45 | 63 | 90 | |
| 8 | От 1 до 25 | 32 | 40 | 45 | 50 | 63 | 90 | 125 | |
| FPk — допуск на накопленную погрешность k шагов. Примечание. Допуск FP = FPk при k = z/2 (или ближайшему большему целому числу зубьев). |
Таблица П.6.3
Нормы плавности работы (показатели fPtr,fcr)
| Степень точности | Обозначение | Средний нормальный модуль тп, мм | Средний делительный диаметр d, мм | |
| До 125 | Св. 125 до 400 | |||
| мкм | ||||
| 6 | fPt | От 1 до 3.5 | ±10 | ±11 |
| Св. 3.5 до 6.3 | ±13 | ±14 | ||
| Св. 6.3 до 10 | ±14 | ±16 | ||
| fc | От 1 до 3.5 | 5 | 7 | |
| Св. 3.5 до 6.3 | 6 | 8 | ||
| Св. 6.3 до 10 | 8 | 9 | ||
| 7 | fPt | От 1 до 3.5 | ±14 | ±16 |
| Св. 3.5 до 6.3 | ±18 | ±20 | ||
| Св. 6.3 до 10 | ±20 | ±22 | ||
| fc | От 1 до 3.5 | 8 | 9 | |
| Св. 3.5 до 6.3 | 9 | 11 | ||
| Св. 6.3 до 10 | 11 | 13 | ||
| 8 | fPt | От. 1 до 3.5 | ±20 | ±22 |
| Св. 3.5 до 6.3 | ±25 | ±28 | ||
| Св. 6.3 до 10 | ±28 | ±32 | ||
| fc | От 1 до 3.5 | 10 | 13 | |
| Св. 3.5 до 6.3 | 13 | 15 | ||
| Св. 6.3 до 10 | 17 | 19 | ||
| 9 | fPt | От 1 до 3.5 | ±28 | ±32 |
| Св. 3.5 до 6.3 | ±36 | ±40 | ||
| Св. 6.3 до 10 | ±40 | ±45 | ||
| ±fPt — предельные отклонения шага; fc — допуск на погрешность обката зубцовой частоты. |
Таблица П.6.4
Нормы контакта зубьев в передаче (показатель far)
| Степень точности | Обозначение | Среднее конусное расстояние R, мм | |||||
| До 50 | Св. 50 до 100 | Св. 100 до 200 | Св. 200 до 400 | Св. 400 до 800 | Св. 800 до 1600 | ||
| мкм | |||||||
| 6 | ±fa | ±12 | ±15 | ±18 | ±25 | ±30 | ±40 |
| 7 | ±18 | ±20 | ±25 | ±30 | ±36 | ±50 | |
| 8 | ±28 | ±30 | ±36 | ±45 | ±60 | ±85 | |
| 9 | ±36 | ±45 | ±55 | ±75 | ±90 | ±130 | |
| ±fa — предельные отклонения межосевого расстояния в передаче. |
Таблица П.6.5
Нормы контакта зубьев в передаче (суммарное пятно контакта)
| Степень точности | По высоте зубьев | По длине зубьев | ||
| Относительные размеры суммарного пятна контакта, % | Допускаемое отклонение Fsh, % | Относительные размеры суммарного пятна контакта, % | Допускаемое отклонение Fsl;, % | |
| 6 и 7 | 65 | ±10 | 60 | ±10 |
| 8 и 9 | 55 | ±15 | 50 | ±15 |
| Fsh — предельные отклонения относительных размеров суммарного пятна контакта по высоте (для модифицированных зубьев); Fsl — предельные отклонения относительных размеров суммарного пятна контакта по длине (для модифицированных зубьев). |
Таблица П.6.6
Нормы бокового зазора ( - гарантированный боковой зазор)
- гарантированный боковой зазор)
| Вид сопряжения | Обозначение | Среднее конусное расстояние R, мм | |||||||||||
| До 50 | Св. 50 до 100 | Св. 100 до 200 | Св. 200 до 400 | ||||||||||
Угол делительного конуса шестерни  , град , град
| |||||||||||||
| До 15 | Св. 15 до 25 | Св.25 | До 15 | Св. 15 до 25 | Св.25 | До 15 | Св. 15 до 25 | Св.25 | До 15 | Св. 15 до 25 | Св.25 | ||
| мкм | |||||||||||||
| н |
| О | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Е | 15 | 21 | 25 | 21 | 25 | 30 | 25 | 35 | 40 | 30 | 46 | 52 | |
| D | 22 | 33 | 39 | 33 | 39 | 46 | 39 | 54 | 63 | 46 | 72 | 81 | |
| С | 36 | 52 | 62 | 52 | 62 | 74 | 62 | 87 | 100 | 74 | 115 | 130 | |
| В | 58 | 84 | 100 | 84 | 100 | 120 | 100 | 140 | 160 | 120 | 185 | 210 | |
| А | 90 | 130 | 160 | 130 | 160 | 190 | 160 | 220 | 250 | 190 | 290 | 320 | |
| Примечание. в передаче обеспечивается выбором предельного отклонения межосевого угла передачи (см. ГОСТ 1758—81), наименьшего отклонения средней постоянной хорды зубьев шестерни и колеса и допусков на них.
|
Таблица П.6.7
Нормы бокового зазора (Наименьшее отклонение
средней постоянной хорды зуба  )
)
| Вид сопряжения | Степень точности по плавности | Средний нормальный модуль mn, мм | Средний делительный диаметр d, мм | |||||
| До 125 | Св. 125 до 400 | |||||||
| Угол делительного конуса, град | ||||||||
| До 20 | Св. 20 до 45 | Св. 45 | До 20 | Св. 20 до 45 | Св. 45 | |||
| мкм | ||||||||
| Н | 7 | От 1 до 3.5 | -20 | -20 | -22 | -28 | -32 | -30 |
| От 3.5 до 6.3 | -22 | -22 | -25 | -32 | -32 | -30 | ||
| От 6.3 до 10 | -25 | -25 | -28 | -36 | -36 | -34 | ||
Примечания 1. Для определения величины при других степенях точности и видах сопряжении приведенные значения умножаются на коэффициент К1 значения которого приведены в табл. П.6.8. 2. При измерении толщины зубьев на внешнем торце зубчатых колес наименьшее отклонение средней постоянной хорды зуба и допуск  на нее увеличиваются в соотношении Re/R, где Re - внешнее конусное расстояние. на нее увеличиваются в соотношении Re/R, где Re - внешнее конусное расстояние.
|
Таблица П.6.8
Коэффициенты для определения при степенях точности
и видах сопряжений, отличающихся от 7-Н
| Сопряжение | Коэффициент К1 | |||
| Степень точности по нормам плавности | ||||
| 6 | 7 | 8 | 9 | |
| Н | 0.9 | 1.0 | — | — |
| Е | 1.45 | 1.6 | — | — |
| D | 1.8 | 2.0 | 2.2 | — |
| С | 2.4 | 2.7 | 3.0 | 3.2 |
| В | 3.4 | 3.8 | 4.2 | 4.6 |
| А | 5.0 | 5.5 | 6.0 | 6.6 |
Таблица П.6.9
Нормы бокового зазора ( - допуск на среднюю постоянную хорду зуба)
| Вид допуска бокового зазора | Обозначение | Допуск на биение зубчатого венца Fr, мкм | ||||||
| Св. 25 до 32 | Св. 32 до 40 | Св. 40 до 50 | Св. 50 до 60 | Св. 60 до 80 | Св.80 до 100 | |||
| мкм мкм | ||||||||
| h |
| 38 | 42 | 50 | 60 | 70 | 90 | |
| d | 48 | 55 | 65 | 75 | 90 | 110 | ||
| с | 60 | 70 | 80 | 95 | 110 | 140 | ||
| b | 75 | 85 | 100 | 120 | 140 | 170 | ||
| a | 95 | 110 | 130 | 150 | 180 | 220 | ||
Приложение 7. Дополнительные справочные данные
Таблица П.7.1
Значения коэффициента риска и соответствующие ему значения процента риска Р
| t | Р, % | t | Р, % | t | Р, % |
| 3,9 | 0.010 | 2.9 | 0.373 | 1.9 | 5.743 |
| 3.8 | 0.014 | 2.8 | 0.511 | 1.8 | 7.186 |
| 3.7 | 0.022 | 2.7 | 0.693 | 1.7 | 8.913 |
| 3.6 | 0.032 | 2.6 | 0.932 | 1.6 | 10.916 |
| 3.5 | 0.047 | 2.5 | 1.242 | 1.5 | 13.361 |
| 3.4 | 0.067 | 2.4 | 1.640 | 1.4 | 16.151 |
| 3.3 | 0.097 | 2.3 | 2.145 | 1.3 | 19.360 |
| 3.2 | 0.137 | 2.2 | 2.781 | 1.2 | 23.014 |
| 3.1 | 0.194 | 2.1 | 3.573 | 1.1 | 27.133 |
| 3.0 | 0.270 | 2.0 | 4.550 | 1.0 | 31.731 |
Таблица П.7.2
Предельные отклонения ширины колец шариковых и роликовых
радиальных и шариковых радиально-упорных подшипников В, мкм
| Номинальный внутренний диаметр d, мм | Класс точности | |||||
| 0 | 6 | 5 | ||||
| верхнее отклонение | нижнее отклонение | верхнее отклонение | нижнее отклонение | верхнее отклонение | нижнее отклонение | |
| Св. 10 до 18 | 0 | -120 | 0 | -120 | 0 | -80 |
| Св. 18 до 30 | 0 | -120 | 0 | -120 | 0 | -120 |
| Св. 30 до 50 | 0 | -120 | 0 | -120 | 0 | -120 |
| Св. 50 до 80 | 0 | -150 | 0 | -150 | 0 | -150 |
| Св. 80 до 120 | 0 | -200 | 0 | -200 | 0 | -200 |
Таблица П.7.3
Предельные отклонения ширины внутренних колец
роликовых конических подшипников В, мкм
| Номинальный внутренний диаметр d, мм | Класс точности | |||||
| 0 | 6 | 5 | ||||
| верхнее отклонение | нижнее отклонение | верхнее отклонение | нижнее отклонение | верхнее отклонение | нижнее отклонение | |
| Св. 10 до 30 | 0 | -200 | 0 | -200 | 0 | -200 |
| Св. 30 до 50 | 0 | -240 | 0 | -240 | 0 | -240 |
| Св. 50 до 80 | 0 | -300 | 0 | -300 | 0 | -300 |
| Св. 80 до 120 | 0 | -400 | 0 | -400 | 0 | -400 |
| Примечание. Предельные отклонения наружных колец С не нормированы. |
Таблица П.7.4
Предельные отклонения монтажной высоты
роликовых конических подшипников Т, мкм
| Номинальный внутренний диаметр d, мм | Нормальной точности | Повышенной точности для классов 0, 6, 5 | ||
| верхнее отклонение | нижнее отклонение | верхнее отклонение | нижнее отклонение | |
| От 10 до 80 | +250 | -250 | +200 | 0 |
| Св. 80 до 120 | +500 | -500 | +200 | -200 |
Таблица П.7.5
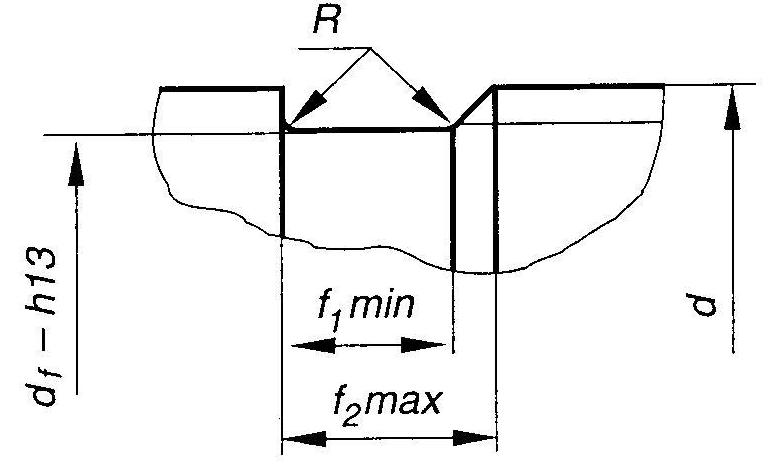
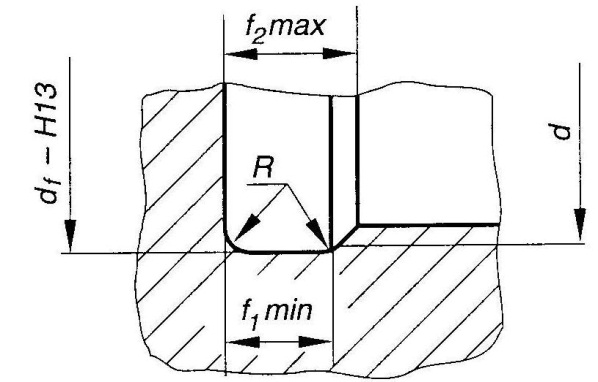
Размеры проточек для наружной и внутренней метрической резьбы (ГОСТ 10540—80), мм
| Наружная резьба | Внутренняя резьба | ||||||||
| 
| ||||||||
| Шаг резьбы Р | Наружный диаметр d для резьбы | R | Наружная резьба | Внутренняя резьба | |||||
| с крупным шагом | с мелким шагом | df | f1 | f2 | df | f1 | f2 | ||
| 1 | 6 | 8; 10 | 0.5 | d- 1.6 | 2.1 | 3.5 | d + 0.5 | 4.0 | 5.2 |
| 1.25 | 8 | 10 | 0.6 | d - 2.0 | 2.7 | 4.4 | d + 0.5 | 5.0 | 6.7 |
| 1.5 | 10 | 12; 14; 16 | 0.75 | d - 2.3 | 3.2 | 5.2 | d + 0.5 | 6.0 | 7.8 |
| 1.75 | 12 | 0.9 | d - 2.6 | 3.9 | 6.1 | d + 0.5 | 7.0 | 9.1 | |
| 2 | 16 | 20; 24; 30 | 1.0 | d - 3.0 | 4.5 | 7.0 | d + 0.5 | 8.0 | 10.3 |
| 2.5 | 20 | 1.25 | d - 3.6 | 5.6 | 8.7 | d + 0.5 | 10.0 | 13.0 | |
| 3 | 24 | 36; 42; 48 | 1.5 | d - 4.4 | 6.7 | 10.5 | d + 0.5 | 12.0 | 15.2 |
| 3.5 | 30 | 1.75 | d - 5.0 | 7.7 | 12.0 | d + 0.5 | 14.0 | 17.0 | |
| 4 | 36 | 56 | 2.0 | d - 5.7 | 9.0 | 14.0 | d + 0.5 | 16.0 | 20.0 |
| 4.5 | 42 | 2.25 | d - 6.4 | 10.5 | 16.0 | d + 0.5 | 18.0 | 23.0 |
Таблица П.7.6
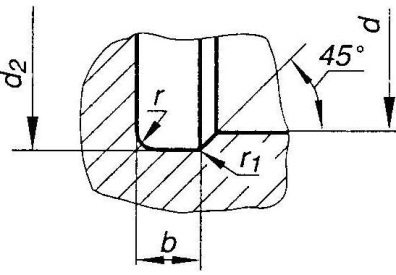
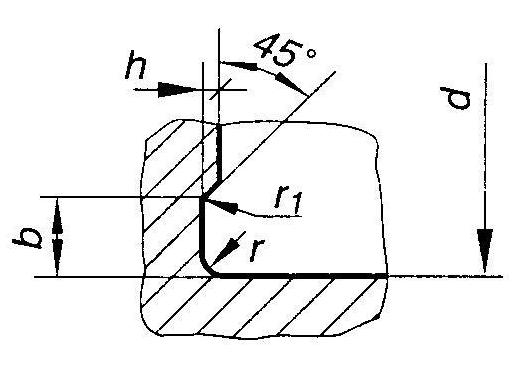
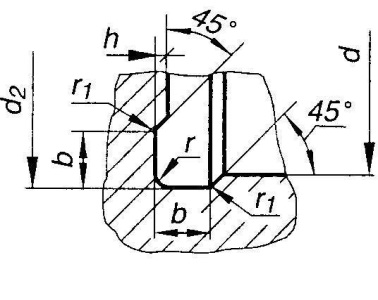
Канавки для выхода шлифовального круга (ГОСТ 8820-69)
| Место шлифования | Наружное шлифование | Внутреннее шлифование | |||||
| По цилиндру | 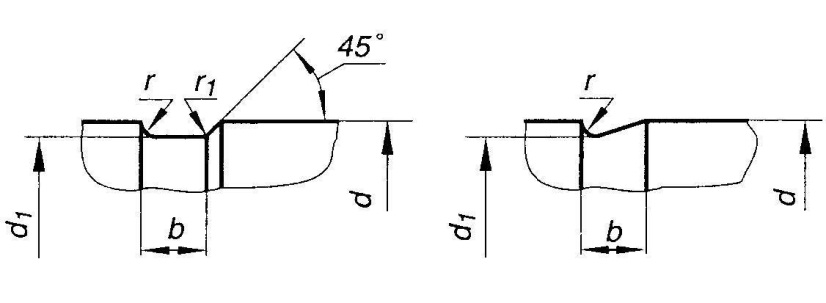
| 
| |||||
| По торцу | 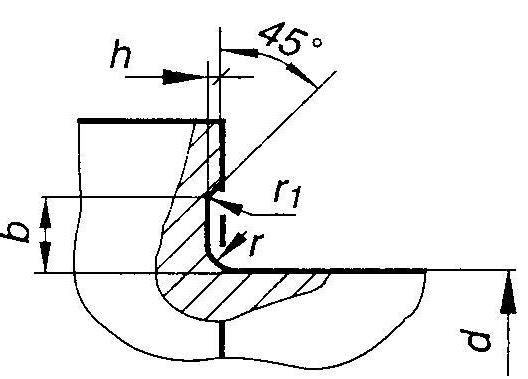
| 
| |||||
| По цилиндру и торцу | 
| 
| |||||
| d, мм | d1, мм | d2, мм | b, мм для исполнения | h, мм | r, мм | r1, мм | |
| 1; 2 | 3 | ||||||
| До 10 | d - 0.3 | d + 0.3 | 1.0 | - | 0.2 | 0.3 | 0.2 |
| d - 0.3 | d + 0.3 | 1.6 | - | 0.2 | 0.5 | 0.3 | |
| d - 0.5 | d + 0.5 | 2.0 | - | 0.3 | 0.5 | 0.3 | |
| Св. 10 до 50 | d - 0.5 | d + 0.5 | 3.0 | 1.5 | 0.3 | 1.0 | 0.5 |
| Св. 50 до 100 | d - 1 | d + 1 | 5.0 | 2.25 | 0.5 | 1.6 | 0.5 |
| Св. 100 | d - 1 | d + 1 | 8.0 | 2.8 | 0.5 | 2.0 | 1.0 |
| Примечания. 1. При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера. 2. При ширине канавки b < 2 мм допускается применять закругления с обеих сторон, равные r. 3. Допускается применять другие размеры канавок, исходя из прочностных или конструктивных особенностей изделий. 4. Предельные отклонения размеров и шероховатость поверхности канавок назначаются исходя из конструктивных требований к изготавливаемым деталям. |
Параметры канавок при шлифовании наружного диаметра по цилиндру и торцу с уменьшенной по высоте канавкой (исполнение 4)
| d, мм | d1,мм | b, мм | b1, мм | h, мм | r2, мм | с, мм |
| Для любого диаметра | d - 0.2 | 1.1 | 0.5 | 0.1 | 0.2 | 0.8 |
| d - 0.4 | 2.2 | 1.0 | 0.2 | 0.4 | 1.5 | |
| d - 0.6 | 4.3 | 1.5 | 0.3 | 0.6 | 3.3 | |
| d - 0.8 | 6.4 | 2.3 | 0.4 | 1.0 | 5.0 |
Таблица П.7.7
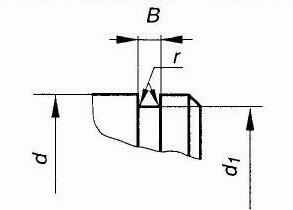
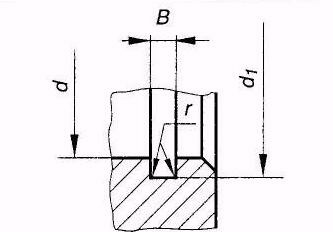
Канавки для пружинных упорных плоских эксцентрических колец
(ГОСТ 13942—68, ГОСТ 13941—680), мм
| Вал | Отверстие | ||||||
| 
| ||||||
| Диаметр вала d | d1 | В | rmax | Диаметр отверстия d | d1 | В | rmax |
| 20; 22 | d - 1.4 | 1.4 | 0.1 | 40; 42; 45; 46;47; 48 | d + 2.5 | 1.9 | 0.2 |
| 23; 24; 26; | d - 1.5 | ||||||
| 28; 29; 30 | 50; 53; 54; 55;56; 58; 60; 62; 65; 68; 70; 72;75 | d + 3.0 | |||||
| 32; 34 | d - 1.8 | ||||||
| 35; 36; 37; 38 | d - 2.0 | 1.9 | 0.2 | ||||
| 40; 42; 45; 46; 48 | d - 2.5 | 78 | d + 3.0 | 2.2 | |||
| 50; 52; 54; 55; 56; 58; 60; 62 | d - 3.0 | 2.2 | 80; 82; 85; 88; 90; 92; 95; 98; 100 | d + 3.5 | |||
| 65; 68; 70; 72; 75 | 2.8 | 0.3 | 102; 105; 108 | d + 4.0 | 2,8 | 0.3 |
Date: 2015-06-11; view: 678; Нарушение авторских прав