Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Приложение 1. Система допусков и посадок гладких соединений
|
|
| Интервал номинальных размеров, мм | Квалитет | ||||||||||
| 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | |
| До 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 |
| Св. 3 до 6 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 |
| Св. 6 до 10 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 |
| Св. 10 до 18 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 |
| Св. 18 до 30 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 |
| Св. 30 до 50 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 |
| Св. 50 до 80 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 |
| Св. 80 до 120 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 |
| Св. 120 до 180 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 |
| Св. 180 до 250 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 |
| Св. 250 до 315 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 |
| Св. 315 до 400 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 |
| Св. 400 до 500 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 |
Таблица П.1.2
Значения основных отклонений валов, мкм
(верхние отклонения со знаком «-»)
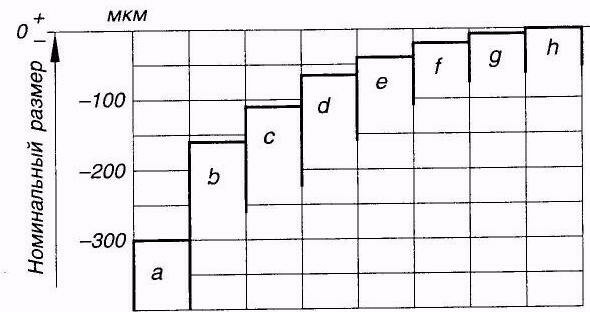
| Интервал номинальных размеров, мм | Основные отклонения | |||||||
| а | b | с | d | е | f | g | h | |
| До 3 | 270 | 140 | 60 | 20 | 14 | 6 | 2 | 0 |
| Св. 3 до 6 | 270 | 140 | 70 | 30 | 20 | 10 | 4 | 0 |
| Св. 6 до 10 | 280 | 150 | 80 | 40 | 25 | 13 | 5 | 0 |
| Св. 10 до 18 | 290 | 150 | 95 | 50 | 32 | 16 | 6 | 0 |
| Св. 18 до 30 | 300 | 160 | 110 | 65 | 40 | 20 | 7 | 0 |
| Св. 30 до 40 | 310 | 170 | 120 | 80 | 50 | 25 | 9 | 0 |
| Св. 40 до 50 | 320 | 180 | 130 | |||||
| Св. 50 до 65 | 340 | 190 | 140 | 100 | 60 | 30 | 10 | 0 |
| Св. 65 до 80 | 360 | 200 | 150 | |||||
| Св. 80 до 100 | 380 | 220 | 170 | 120 | 72 | 36 | 12 | 0 |
| Св. 100 до 120 | 410 | 240 | 180 | |||||
| Св. 120 до 140 | 460 | 260 | 200 | 145 | 85 | 43 | 14 | 0 |
| Св. 140 до 160 | 520 | 280 | 210 | |||||
| Св. 160 до 180 | 580 | 310 | 230 | |||||
| Св. 180 до 200 | 660 | 340 | 240 | 170 | 100 | 50 | 15 | 0 |
| Св. 200 до 225 | 740 | 380 | 260 | |||||
| Св. 225 до 250 | 820 | 420 | 280 | |||||
| Св. 250 до 280 | 920 | 480 | 300 | 190 | 110 | 56 | 17 | 0 |
| Св. 280 до 315 | 1050 | 540 | 330 | |||||
| Св. 315 до 355 | 1200 | 600 | 360 | 210 | 125 | 62 | 18 | 0 |
| Св. 355 до 400 | 1350 | 680 | 400 | |||||
| Св. 400 до 450 | 1500 | 760 | 440 | 230 | 135 | 68 | 20 | 0 |
| Св. 450 до 500 | 1650 | 840 | 480 | |||||
| Примечание. Таблица приведена в сокращении |
Таблица П. 1.3
Значения основных отклонений валов, мкм
(нижние отклонения со знаком «+»)
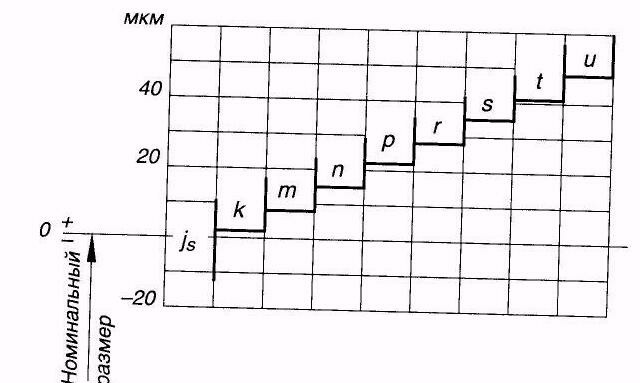
| Интервал номинальных размеров, мм | Основные наклонения | ||||||||
| js | k | m | n | p | r | s | t | u | |
| До 3 | Предельные отклонения =±1/2 допуска | 0 | 2 | 4 | 6 | 10 | 14 | - | 18 |
| Св. 3 до 6 | 1 | 4 | 8 | 12 | 15 | 19 | - | 23 | |
| Св. 6 до 10 | 1 | 6 | 10 | 15 | 19 | 23 | - | 28 | |
| Св. 10 до 18 | 1 | 7 | 12 | 18 | 23 | 28 | - | 33 | |
| Св. 18 до 24 | 2 | 8 | 15 | 22 | 28 | 35 | - | 41 | |
| Св. 24 до 30 | 41 | 48 | |||||||
| Св. 30 до 40 | 2 | 9 | 17 | 26 | 34 | 43 | 48 | 60 | |
| Св. 40 до 50 | 54 | 70 | |||||||
| Св. 50 до 65 | 2 | 11 | 20 | 32 | 41 | 53 | 66 | 87 | |
| Св. 65 до 80 | 43 | 59 | 75 | 102 | |||||
| Св. 80 до 100 | 3 | 13 | 23 | 37 | 51 | 71 | 91 | 124 | |
| Св. 100 до 120 | 54 | 79 | 104 | 144 | |||||
| Св. 120 до 140 | 3 | 15 | 27 | 43 | 63 | 92 | 122 | 170 | |
| Св. 140 до 160 | 65 | 100 | 134 | 190 | |||||
| Св. 160 до 180 | 68 | 108 | 146 | 210 | |||||
| Св. 180 до 200 | 4 | 17 | 31 | 50 | 77 | 122 | 166 | 236 | |
| Св. 200 до 225 | 80 | 130 | 180 | 258 | |||||
| Св. 225 до 250 | 84 | 140 | 196 | 284 | |||||
| Св. 250 до 280 | 4 | 20 | 34 | 56 | 94 | 158 | 218 | 315 | |
| Св. 280 до 315 | 98 | 170 | 240 | 350 | |||||
| Св. 315 до 355 | 4 | 21 | 37 | 62 | 108 | 190 | 268 | 390 | |
| Св. 355 до 400 | 114 | 208 | 294 | 435 | |||||
| Св. 400 до 450 | 5 | 23 | 40 | 68 | 126 | 232 | 330 | 490 | |
| Св. 450 до 500 | 132 | 252 | 360 | 540 | |||||
Примечания.
1. Для полей допусков от js7 до js11 нечетные числовые значения IT могут быть округлены до ближайшего меньшего четного числа, чтобы предельные отклонения  были выражены целым числом микрометров.
2. Числовые значения для основного отклонения k приведены для квалитетов от 4 до 7, значения основных отклонений в других квалитетов см. ГОСТ 25346-89.
3. Таблица приведена в сокращении. были выражены целым числом микрометров.
2. Числовые значения для основного отклонения k приведены для квалитетов от 4 до 7, значения основных отклонений в других квалитетов см. ГОСТ 25346-89.
3. Таблица приведена в сокращении.
|
Таблица П. 1.4
Значения основных отклонений отверстий, мкм
(нижние отклонения со знаком «+»)
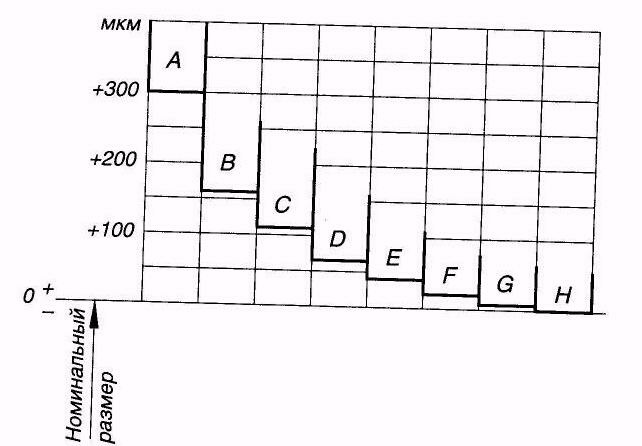
| Интервал номинальных размеров, мм | Основные отклонения | |||||||
| а | b | с | d | е | f | g | h | |
| До 3 | 270 | 140 | 60 | 20 | 14 | 6 | 2 | 0 |
| Св. 3 до 6 | 270 | 140 | 70 | 30 | 20 | 10 | 4 | 0 |
| Св. 6 до 10 | 280 | 150 | 80 | 40 | 25 | 13 | 5 | 0 |
| Св. 10 до 18 | 290 | 150 | 95 | 50 | 32 | 16 | 6 | 0 |
| Св. 18 до 30 | 300 | 160 | 110 | 65 | 40 | 20 | 7 | 0 |
| Св. 30 до 40 | 310 | 170 | 120 | 80 | 50 | 25 | 9 | 0 |
| Св. 40 до 50 | 320 | 180 | 130 | |||||
| Св. 50 до 65 | 340 | 190 | 140 | 100 | 60 | 30 | 10 | 0 |
| Св. 65 до 80 | 360 | 200 | 150 | |||||
| Св. 80 до 100 | 380 | 220 | 170 | 120 | 72 | 36 | 12 | 0 |
| Св. 100 до 120 | 410 | 240 | 180 | |||||
| Св. 120 до 140 | 460 | 260 | 200 | 145 | 85 | 43 | 14 | 0 |
| Св. 140 до 160 | 520 | 280 | 210 | |||||
| Св. 160 до 180 | 580 | 310 | 230 | |||||
| Св. 180 до 200 | 660 | 340 | 240 | 170 | 100 | 50 | 15 | 0 |
| Св. 200 до 225 | 740 | 380 | 260 | |||||
| Св. 225 до 250 | 820 | 420 | 280 | |||||
| Св. 250 до 280 | 920 | 480 | 300 | 190 | 110 | 56 | 17 | 0 |
| Св. 280 до 315 | 1050 | 540 | 330 | |||||
| Св. 315 до 355 | 1200 | 600 | 360 | 210 | 125 | 62 | 18 | 0 |
| Св. 355 до 400 | 1350 | 680 | 400 | |||||
| Св. 400 до 450 | 1500 | 760 | 440 | 230 | 135 | 68 | 20 | 0 |
| Св. 450 до 500 | 1650 | 840 | 480 | |||||
| Примечание. Таблица приведена в сокращении |
Таблица П. 1.5
Значения основных отклонений отверстий, мкм (верхние отклонения)
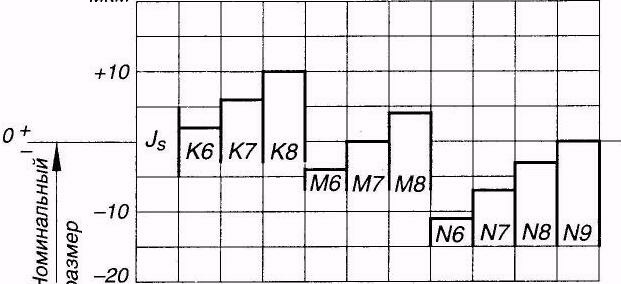
| Интервал номинальных размеров, мм | Основные отклонения | ||||||||||
| Js | К6 | К7 | К8 | М6 | М7 | М8 | N6 | N7 | N8 | N9 | |
| До 3 | Предельные отклонения =±1/2 допуска | 0 | 0 | 0 | -2 | -2 | — | -4 | -4 | -4 | -4 |
| Св. 3 до 6 | +2 | +3 | +5 | -1 | 0 | +2 | -5 | -4 | -2 | 0 | |
| Св. 6 до 10 | +2 | +5 | +6 | -3 | 0 | +1 | -7 | -4 | -3 | 0 | |
| Св. 10 до 18 | +2 | +6 | +8 | -4 | 0 | +2 | -9 | -5 | -3 | 0 | |
| Св. 18 до 24 | +2 | +6 | +10 | -4 | 0 | +4 | -11 | -7 | 3 | 0 | |
| Св. 24 до 30 | |||||||||||
| Св. 30 до 40 | +3 | +7 | +12 | 4 | 0 | +5 | -12 | — | 3 | 0 | |
| Св. 40 до 50 | |||||||||||
| Св. 50 до 65 | +4 | +9 | +14 | -5 | 0 | +5 | 14 | 9 | 4 | 0 | |
| Св. 65 до 80 | |||||||||||
| Св. 80 до 100 | +4 | +10 | +16 | - | 0 | +6 | -16 | 10 | -4 | 0 | |
| Св. 100 до 120 | |||||||||||
| Св. 120 до 140 | +4 | +12 | +20 | -8 | 0 | +8 | -20 | -12 | -4 | •0 | |
| Св. 140 до 160 | |||||||||||
| Св. 160 до 180 | |||||||||||
| Св. 180 до 200 | +5 | +13 | +22 | -8 | 0 | +9 | -22 | -14 | -5 | 0 | |
| Св. 200 до 225 | |||||||||||
| Св. 225 до 250 | |||||||||||
| Св. 250 до 280 | +5 | +16 | +25 | -9 | 0 | +9 | -25 | -14 | -5 | 0 | |
| Св. 280 до 315 | |||||||||||
| Св. 315 до 355 | +7 | +17 | +28 | -10 | 0 | +11 | -26 | -16 | -5 | 0 | |
| Св. 355 до 400 | |||||||||||
| Св. 400 до 450 | +8 | +18 | +29 | -10 | 0 | +11 | -27 | -17 | -6 | 0 | |
| Св. 450 до 500 | |||||||||||
| Примечание. Таблица приведена в сокращении. |
Таблица П.1.6
Значения основных отклонений отверстий, мкм (верхние отклонения со знаком «-»)
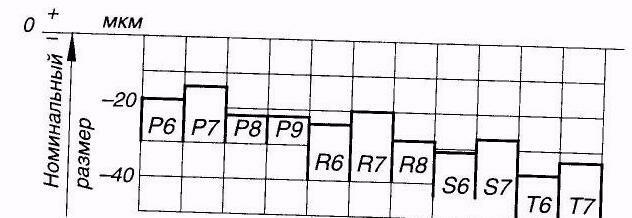
| Интервал номинальных размеров, мм | Основные отклонения | ||||||||||
| Р6 | Р7 | Р8 | Р9 | R6 | R7 | R8 | S6 | S7 | T6 | T7 | |
| До 3 | 6 | 6 | 6 | 6 | 10 | 10 | 10 | 14 | 14 | - | - |
| Св. 3 до 6 | 9 | 8 | 12 | 12 | 12 | 11 | 15 | 16 | 15 | - | - |
| Св. 6 до 10 | 12 | 9 | 15 | 15 | 16 | 13 | 19 | 20 | 17 | - | - |
| Св. 10 до 18 | 15 | 11 | 18 | 18 | 20 | 16 | 23 | 25 | 21 | - | - |
| Св. 18 до 24 | 18 | 14 | 22 | 22 | 24 | 20 | 28 | 31 | 27 | - | - |
| Св. 24 до 30 | 33 | 33 | |||||||||
| Св. 30 до 40 | 21 | 17 | 26 | 26 | 29 | 25 | 34 | 38 | 34 | 43 | 39 |
| Св. 40 до 50 | 49 | 45 | |||||||||
| Св. 50 до 65 | 26 | 21 | 32 | 32 | 35 | 30 | 41 | 47 | 42 | 60 | 55 |
| Св. 65 до 80 | 37 | 32 | 43 | 53 | 48 | 69 | 64 | ||||
| Св. 80 до 100 | 30 | 24 | 37 | 37 | 44 | 38 | 51 | 64 | 58 | 84 | 78 |
| Св. 100 до 120 | 47 | 41 | 54 | 72 | 66 | 97 | 91 | ||||
| Св. 120 до 140 | 36 | 28 | 43 | 43 | 56 | 48 | 63 | 85 | 77 | 115 | 107 |
| Св. 140 до 160 | 58 | 50 | 65 | 93 | 85 | 127 | 119 | ||||
| Св. 160 до 180 | 61 | 53 | 68 | 101 | 93 | 139 | 131 | ||||
| Св. 180 до 200 | 41 | 33 | 50 | 50 | 68 | 60 | 77 | 113 | 105 | 157 | 149 |
| Св. 200 до 225 | 71 | 63 | 80 | 121 | 113 | 171 | 163 | ||||
| Св. 225 до 250 | 75 | 67 | 84 | 131 | 123 | 187 | 179 | ||||
| Св. 250 до 280 | 47 | 36 | 56 | 56 | 85 | 74 | 94 | 149 | 138 | 209 | 198 |
| Св. 280 до 315 | 89 | 78 | 98 | 161 | 150 | 231 | 220 | ||||
| Св. 315 до 355 | 51 | 41 | 62 | 62 | 97 | 87 | 108 | 179 | 169 | 257 | 247 |
| Св. 355 до 400 | 103 | 93 | 114 | 197 | 187 | 283 | 273 | ||||
| Св. 400 до 450 | 55 | 45 | 68 | 68 | 113 | 103 | 126 | 219 | 209 | 317 | 307 |
| Св. 450 до 500 | 119 | 109 | 132 | 239 | 229 | 347 | 337 | ||||
| Примечание. Таблица приведена в сокращении. |
Приложение 2. Допуски формы и расположения поверхностей (ГОСТ 24643—81)
Таблица П.2.1 Числовые значения допусков формы и расположения поверхностей, мкм
| 0.1 | 0.12 | 0.16 | 0.2 | 0.25 | 0.3 | 0.4 | 0.5 | 0.6 | 0.8 |
| 1 | 1.2 | 1.6 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 |
| 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 |
| 100 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | 600 | 800 |
| 1000 | 1200 | 1600 | 2000 | 2500 | 3000 | 4000 | 5000 | 6000 | 8000 |
Таблица П.2.2
Допуски плоскостности и прямолинейности
| Интервал номинальных размеров, мм | Степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| До 10 | 0.25 | 0.4 | 0.6 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 0.06 | 0.1 | 0.16 | 0.25 |
| Свыше 10 до 16 | 0.3 | 0.5 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 0.08 | 0.12 | 0.2 | 0.3 |
| Свыше 16 до 25 | 0.4 | 0.6 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0.1 | 0.16 | 0.25 | 0.4 |
| Свыше 25 до 40 | 0.5 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0.12 | 0.2 | 0.3 | 0.5 |
| Свыше 40 до 63 | 0.6 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0.16 | 0.25 | 0.4 | 0.4 |
| Свыше 63 до 100 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 0.2 | 0.3 | 0.5 | 0.8 |
| Свыше 100 до 160 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0.25 | 0.4 | 0.6 | 1 |
| Свыше 160 до 250 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0.3 | 0.5 | 0.8 | 1.2 |
| Свыше 250 до 400 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0.4 | 0.6 | 1 | 1.6 |
| Примечание. Под номинальным размером понимается номинальная длина нормируемого участка. Если нормируемый участок не задан, то под номинальным размером понимается номинальная длина большей стороны поверхности или номинальный больший диаметр торцовой поверхности. |
Таблица П.2.3
Допуски цилиндричности, крутости, профиля продольного сечения
| Интервал номинальных | Степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| размеров, мм | мкм | мм | ||||||||||||||
| До 3 | 0.3 | 0.5 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 0.08 | 0.12 | 0.2 | 0.3 |
| Свыше 3 до 10 | 0.4 | 0,6 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0.1 | 0.16 | 0.25 | 0.4 |
| Свыше 10 до 18 | 0.5 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0.12 | 1.2 | 0.3 | 0.5 |
| Свыше 18 до 30 | 0.6 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0.16 | 0.25 | 0.4 | 0.6 |
| Свыше 30 до 50 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 0.2 | 0.3 | 0.5 | 0.8 |
| Свыше 50 до 120 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 15 | 25 | 40 | 60 | 100 | 160 | 0.25 | 0.4 | 0.6 | 1 |
| Свыше 120 до 250 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0.3 | 0.5 | 0.8 | 1.2 |
| Свыше 250 до 400 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0.4 | 0.6 | 1 | 1.6 |
| Примечание. Под номинальным размером понимается номинальный диаметр поверхности |
Таблица П.2.4
Допуски параллельности, перпендикулярности, торцового биения
| Интервал номинальных размеров, мм | Степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| До 10 | 0.4 | 0.6 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0.1 | 0.16 | 0.25 | 0.4 |
| Свыше 10 до 16 | 0.5 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0.12 | 0.2 | 0.3 | 0.5 |
| Свыше 16 до 25 | 0.6 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0.16 | 0.25 | 0.4 | 0.6 |
| Свыше 25 до 40 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 0.2 | 0.3 | 0.5 | 0.8 |
| Свыше 40 до 63 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0.25 | 0.4 | 0.6 | 1 |
| Свыше 63 до 100 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0.3 | 0.5 | 0.8 | 1.2 |
| Свыше 100 до 160 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0.4 | 0.6 | 1 | 1.6 |
| Свыше 160 до 250 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0.5 | 0.8 | 1.2 | 2 |
| Свыше 250 до 400 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0.6 | 1 | 1.6 | 2 5 |
| Примечание. При назначении допусков параллельности и перпендикулярности под номинальным размером понимается номинальная длина нормируемого участка или номинальная длина всей рассматриваемой поверхности, если нормируемый участок не задан. При назначении допусков торцового биения под номинальным размером понимается номинальный диаметр или номинальный больший диаметр торцовой поверхности. |
Таблица П.2.5
Допуски радиального биения, соосности, симметричности, пересечения осей в диаметральном выражении
| Интервал номинальных размеров, мм | Степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| До 3 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 0.2 | 0.3 | 0.5 | 0.8 |
| Свыше 3 до 10 | 1 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0.25 | 0.4 | 0.6 | 1 |
| Свыше 10 до 18 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0.3 | 0.5 | 0.8 | 1.2 |
| Свыше 18 до 30 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0.4 | 0.6 | 1 | 1.6 |
| Свыше 30 до 50 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0.5 | 0.8 | 1.2 | 2 |
| Свыше 50 до 120 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0.6 | 1 | 1.6 | 2.5 |
| Свыше 120 до 250 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 0.8 | 1.2 | 2 | 3 |
| Свыше 250 до 400 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1 | 1.6 | 2.5 | 4 |
| Примечание. При назначении допусков радиального биения под номинальным размером понимается номинальный диаметр рассматриваемой поверхности. При назначении допусков соосности, симметричности, пересечения осей под номинальным размером понимается номинальный диаметр рассматриваемой поверхности вращения или номинальный размер между поверхностями, образующими рассматриваемый симметричный элемент. Если база не указывается, то допуск определяется по элементу с большим размером. |
Приложение 3. Шероховатость поверхности (ГОСТ 2789—73)
Таблица П.3.1
Среднее арефметическое лтклонение профиля Ra, мкм
| 100 80 63 50 40 32 25 20 16.0 12.5 | 10.0 8.0 6.3 5.0 4.0 3.2 2.5 2.0 1.60 1.25 | 1.00 0.80 0.63 0.50 0.40 0.32 0.25 0.20 0.160 0.125 | 0.100 0.080 0.063 0.050 0.040 0.032 0.025 0.020 0.016 0.012 | 0.010 0.008 |
| Примечание. Подчеркнутые отклонения являются предпочтительными при нормировании параметра |
Таблица П.3.2
Среднее арефметическое лтклонение профиля Rz, мкм
| 1600 1250 | 1000 800 630 500 400 320 250 200 160 125 | 100 80 63 50 40 32 25.0 20.0 16.0 12.5 | 10.0 8.0 6.3 5.0 4.0 3.2 2.5 2.0 1.60 1.25 | 1.00 0.80 0.63 0.50 0.40 0.32 0.25 0.20 0.160 0.125 | 0.100 0.080 0.063 0.050 0.040 0.032 0.025 |
| Примечание. Подчеркнутые отклонения являются предпочтительными при нормировании параметра |
Приложение 4.
Date: 2015-06-11; view: 584; Нарушение авторских прав