Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Параметры шероховатости поверхности
|
|
Шероховатость поверхности оценивается по неровностям профиля (рис. 3.13), получаемого путем сечения реальной поверхности плоскостью. Для отделения шероховатости поверхности от других неровностей с относительно большими шагами ее рассматривают в пределах базовой длины  .
.
Базой для отсчета отклонений профиля является средняя линия профиля m-m — линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально.
ГОСТ 2789—73* установлены следующие параметры шероховатости (рис. 3.13). 1. Среднее арифметическое отклонение профиля Ra — это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:

где — базовая длина;
у — отклонение профиля (расстояние между любой точкой профиля и базовой линией m-m).
При дискретном способе обработки профилограммы параметр Ra рассчитывают по формуле:
где уi — измеренные отклонения профиля в дискретных точках;
n — число измеренных дискретных отклонений на базовой длине.
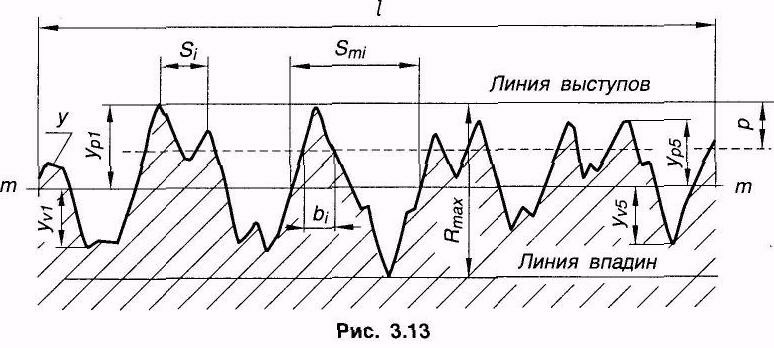
2. Высота неровностей профиля по десяти точкам Rz — сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины.
где ypi, — высота i-го наибольшего выступа профиля;
yvi — глубина i-й наибольшей впадины профиля.
3. Наибольшая высота неровностей профиля Rmax— расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины (рис. 3.13).
4. Средний шаг неровностей профиля Sm — среднее значение шага неровностей профиля в пределах базовой длины (рис. 3.13).
5. Средний шаг местных выступов S — среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины (см. рис. 3.13).
6. Относительная опорная длина профиля tp — отношение опорной длины профиля к базовой длине:
где  — опорная длина профиля (сумма длин отрезков, отсекаемых на заданном уровне р материале профиля линией, эквидистантной средней линии в пределах базовой длины).
— опорная длина профиля (сумма длин отрезков, отсекаемых на заданном уровне р материале профиля линией, эквидистантной средней линии в пределах базовой длины).
Кроме перечисленных шести количественных параметров стандартом установлены два качественных параметра.
1. Вид обработки. Указывается в том случае, когда шероховатость поверхности следует получить только определенным способом.
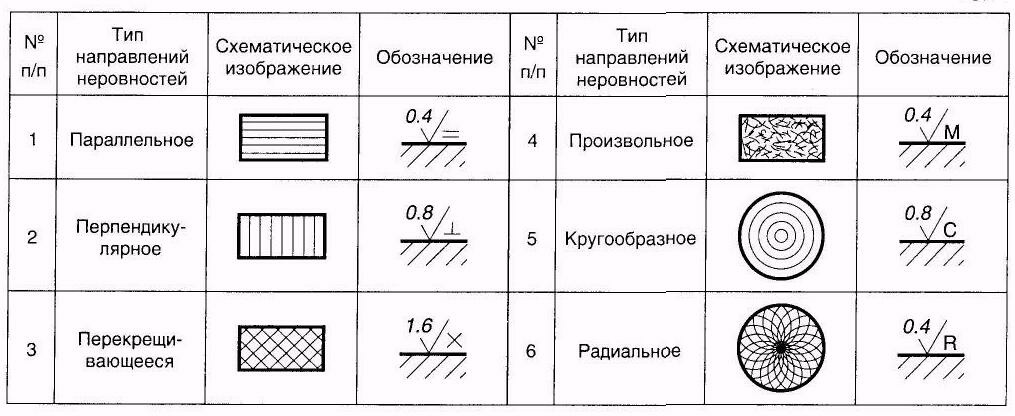
2. Тип направлений неровностей. Выбирается из табл. 3.11. Указывается только в ответственных случаях, когда это необходимо по условиям работы детали или сопряжения.
Таблица 3.11
Date: 2015-06-11; view: 1316; Нарушение авторских прав