Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологія готування вафель
|
|
На сучасних механізованих підприємствах вафлі одержують на поточно-механізованих лініях. Технологічний процес на таких лініях складається з наступних операцій: безупинного замісу тіста, випічки вафельних листів, їхнього охолодження, готування начинки, намазування на вафельні листи начинки, охолодження і різання отриманих шарів, загортання в пачки чи фасування в коробки й укладання в ящики. Операції по готуванню вафельного тіста і жирової начинки виконують безперервно-потоковим способом на спеціальних агрегатах.
4.2 Готування вафельних листів складається з готування тіста, випічки й охолодження. Консистенція тіста для вафельних листів значно відрізняється від консистенції тіста для інших видів борошняних кондитерських виробів. Це тісто являє собою рідину з порівняно низькою в'язкістю, вологістю до 65 %. Рідка консистенція тіста дає можливість одержати тонкі вафельні листи - основний напівфабрикат вафельного виробництва. Воно легко і цілком заповнює всі заглиблення вафельної форми.
На механізованих підприємствах тісто для вафельних листів готують безупинним способом на основі емульсії (суміш всіх компонентів, крім борошна) на спеціальній поточно-механізованій станції.
Емульсію готують таким чином. У змішувач послідовно завантажують фосфатидні концентрати, рослинне масло, гідрокарбонат натрію і сіль. Перемішують протягом 15—20 хв. і для повного розчинення солі і соди через дозатор вводять 2—5 % рецептурної кількості холодної води. Знову перемішують протягом 3—5 хв. для утворення високодисперсної емульсії. Із змішувача концентрована емульсія, пройшовши фільтр, безперервно закачується у витратну ємність з мішалкою, звідки подається насосом-дозатором в гомогенізатор. Потім концентрована емульсія при інтенсивному перемішуванні змішується з кількістю охолодженої води, що залишилася.
Розбавлена емульсія з гомогенізатора поступає у віброзмішувач. Туди ж стрічковим дозатором подається борошно. Безперервне інтенсивне змішування розбавленої емульсії з борошном при одночасній дії вібраційних коливань дозволяє приготувати тісто у віброзмішувачі за 13—15 с. Готове тісто за допомогою насоса проціджується через фільтр і поступає на випічку.
На дрібних підприємствах вафельне тісто готують періодичним способом у місильних машинах. У машину послідовно завантажують фосфатиди, які попередньо емульгують з великою кількістю води, рослинне масло, жовтки, гідрокарбонат натрію, сіль і 10 % передбаченої розрахунком кількості води. Включають машину і перемішують протягом декількох хвилин. Вводять всю воду і, якщо передбачено рецептурою, молоко. Готове тісто проціджують через сито з отворами діаметром близько 2,5 мм.
Безперервний спосіб має ряд переваг перед періодичним. Він дозволяє знизити втрати сировини, підвищити якість виробів і продуктивність.
У результаті наукового обґрунтування технологічного режиму одержання вафельного тіста з заздалегідь заданими кінцевими властивостями і структурою у ВНИИКП була розроблена станція для безупинного готування вафельного тіста ШВ-2Т (рис. 10) з використанням як основного елемента змішувача безупинної дії.
 |
Рис. 10. Станція безупинного готування вафельного тіста ШВ-2Т
Раціональна технологія на першій стадії передбачає попереднє готування концентрованої емульсії. У змішувач 3 послідовно завантажуються фосфатиди (у виді емульсії), рослинна олія, яйцепродукти, гідрокарбонат натрію (двовуглекисла сода), сіль, що перемішуються протягом 15-20 хв. Потім для повного розчинення соди і солі додають за допомогою дозатора 2 періодичні дії 2-5% рецептурної кількості води, знову перемішують протягом 3-5 хв до утворення дрібнодисперсної емульсії. Введені в суміш компоненти складають невелику частину загального рецептурного складу, що дозволяє домогтися однорідного розподілу в обсязі концентрованої емульсії.
Для одержання води температурою 8-10°С вона попередньо охолоджується в баці 1.
Зі змішувача концентрована емульсія надходить в проміжну ємність-фільтр. Принципово новим технологічним прийомом є одержання на другій стадії розведеної емульсії в тонкому шарі при безупинному режимі роботи. Для цього служать плунжерний насос-дозатор для концентрованої емульсії 4 і плунжерний насос-дозатор для води 5, за допомогою яких ці компоненти безупинно подаються у вертикальний гомогенізатор 6, у якому за рахунок відцентрової сили емульсія і вода відкидаються до стінок і унаслідок виникаючого турбулентного руху змішуються з високим ступенем однорідності.
До складу станції для подачі борошна включений шнековібраційний дозатор безупинної дії 8, використання якого дозволило досягти високої точності дозування (порядку ±1,3%) завдяки усередненню ступеня щільності борошна і поліпшенню його транспортування. Борошно в дозатор 8 подається шнеком 7.
Крім того, вібраційні коливання сприяють руйнуванню агрегатів борошна, що також є передумовою для поліпшення роботи і підвищення точності дозування. З гомогенізатора 6 емульсія безупинно надходить у лійку 9 змішувача 10. Туди ж шнековібраційним дозатором 8 подається борошно.
Змішування компонентів здійснюють у двогвинтовому змішувачі безупинної дії.
Безупинне інтенсивне змішування розведеної емульсії з борошном забезпечує утворення структури тіста протягом 13-15 с. Потім тісто надходить у проміжну ємність з фільтром 11, а відтіля насосом 12 перекачується до бачків вафельних печей,
Вафельні листи випікають між двома масивними металевими плитами з зазором 2-3 мм. При цьому тонкий шар тіста безпосередньо контактує з обігрівальними поверхнями. Такий спосіб випічки називають контактним. Тісто формується безпосередньо на поверхні плити, що обігрівається. Поверхня плит, заповнювана тістом, може бути гладкою, гофрованою чи фігурною. У залежності від цього вафельні листи можна одержати з гладкою чи гофрованою поверхнею або з фігурами різної форми. Кожна форма має на своїх осях чотири ролики, на яких вона рухається по направляючих. Форми з'єднані між собою сергами й утворюють безупинний ланцюг. Краї форм щільно притиснуті одне до одного, а по їхньому периметру розташований ряд поглиблень для видалення вологи і надлишку тіста. У процесі випічки з тіста віддаляється значна кількість вологи (180 % до маси сухої речовини). Унаслідок невеликої товщини листів і значної поверхні випарювання у вафельних формах процес випічки протікає при температурі 150- 170 °С і продовжується всього 2-3 хв.
Найбільше виділення вологи відбувається на початку випічки. Оптимальні умови випічки вафельних листів, призначених для прошарку начинками: температура поверхні, що гріє, 170 °С, тривалість випічки 2 хв. а для випічки вафельних листів, що реалізуються без начинки ("Динамо"), 3- 4 хв.
Для випічки вафельних листів використовують напівавтоматичні печі з чавунними формами, укріпленими на ланцюговому конвеєрі. Такі печі працюють на газі чи електрообігріванні.
Піч (рис. 11, а) має конвеєр 7 із тридцятьма формами 5, що складаються з двох плит: нижньої і верхньої. Тісто подається на нижні плити насосом за допомогою періодично діючої трубчастої насадки 2, випечені вафельні листи знімають вручну. На нижню плиту наливається необхідна порція тіста.
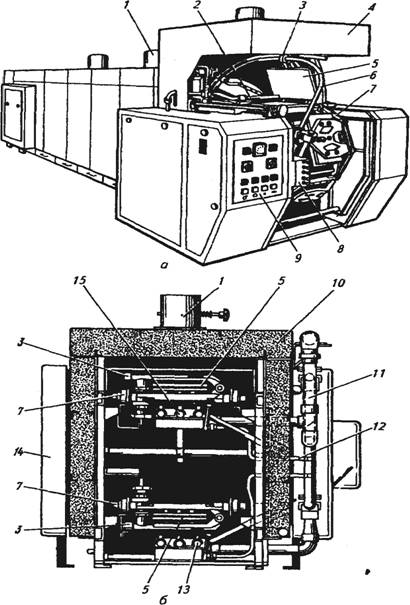
Рис. 11. Вафельна піч G-30:
а-загальний вид; б-розріз
Після цього під впливом направляючої 6 на нижню плиту автоматично опускається верхня плита (кришка форми), постачена роликом 3. Обидві частини форми закриваються замком, після чого форми надходять у робочий простір печі.
Газ надходить по трубах 12 (рис. 11, б) і спалюється в трубчастих пальниках 13 і 15 атмосферного типу, у які газ і повітря подаються під тиском. Повітря надходить по трубі 11. Перед надходженням у пристрій горіння газоповітряна суміш попередньо перемішується. Згоряння газоповітряної суміші відбувається в трубах з керамічними насадками. Ізоляційний матеріал 10 заповнює каркас пекарної камери. Зовні пекти обгороджена щитами 14. Пальники розташовані уздовж печі двома рядами. У кожнім ряді встановлені три труби горіння на відстані 100 мм одна від одної. Перший ряд пальників розташований під плитами верхньої гілки конвеєра, другий - над плитами нижньої гілки конвеєра.
Величина полум'я регулюється з фронту печі за допомогою тяг, укріплених у направляючій 8. На лівій боковині встановлений пульт керування 9 піччю. Продукти згоряння видаляються з пекарної камери за допомогою труб 1. Зонд 4 служить для зниження температури повітря в зоні обслуговування.
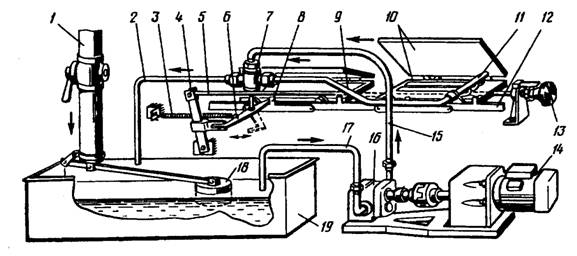
Рис. 12. Схема дозування вафельного тіста на плоску поверхню форми
На рис. 12 показана схема дозування вафельного тіста на плоску поверхню форми.
Укріплена на конвеєрі 12 форма 10 у розкритому стані рухається вліво. При цьому нижня частина форми проходить під насадкою 11, з якої через отвір випливає рідке вафельне тісто. Останнє надходить до печі з рецептурно-змішувальної станції по трубі 1, постаченої автоматичним клапаном з повідцем 18. Клапан забезпечує постійний рівень тіста в баці 19, відкіля воно засмоктується по трубі 17 шестеренним насосом 16 і по трубі 15 подається в триходовий кран 7. Насос 16 працює від мотор-редуктора 14, що, як і насос, установлений на загальній плиті.
Кран 7 постачений пробкою, що провертається на необхідний кут важелем-коромислом 6. При цьому тісто може направлятися в трубопровід 9 до насадки 11 (коли під нею знаходиться нижня частина форми 10) чи в трубопровід 2, по якому тісто повертається в бак 19. Кут повороту, а отже, і кількість тіста регулюються положенням важеля 4, що переміщається тягою 5 шляхом обертання рукоятки 13, установленої перед фронтом печі. Важіль-коромисло 6 повертається упором 8, яким постачені ланки ланцюгів конвеєра 12. Важіль-коромисло 6 повертається у вихідне положення пружиною 3.
У печах з електричним обігрівом нагрівачі знаходяться безпосередньо усередині плит. Електроживлення подається в рухомі вафельниці через спеціальні тролеї. У печах обох типів за час повного обороту ланцюгового конвеєра вафельні листи випікаються, верхня плита вафельниці автоматично відокремлюється від нижньої, і листи витягаються з форми. При випічці через щілину між верхньою і нижньою плитами випливає деяка кількість тіста. Це тісто утворить після випічки на краях вафельного листа напливи, що знімають з форм разом з випеченими листами. Потім їх відокремлюють від вафельного листа. Для зменшення кількості підгорілих напливів на плити встановлюють спеціальні козирки, що захищають напливи від полум'я пальників.
Після випічки вафельні листи охолоджують. Причому в залежності від тривалості й умов охолодження, а також від вологості листів у них при охолодженні відбувається процес поглинання чи віддачі вологи, що може супроводжуватися зміною лінійних розмірів листів. Це є основною причиною деформації і розтріскування листів у процесі їхнього охолодження. Листи охолоджують по-різному: кожен лист окремо чи в стопах. Перший спосіб переважно, тому що при одиночному охолодженні лист не деформується. Це відбувається тому, що повітря рівномірно обтікає лист і поглинає з нього вологу у всіх його зонах, що супроводжується однаковою зміною лінійних розмірів. У цьому випадку тривалість охолодження листів до температури 30-35 оС складає 1,5-2 хв.
На механізованих підприємствах вафельні листи охолоджують повітрям цеху без штучної циркуляції на спеціальному люльковому конвеєрі. Конвеєр обладнаний спеціальними пристроями для завантаження і знімання вафельних листів. При охолодженні в стопах процес вологообміну з повітрям відбувається нерівномірно по всій площині листа, і наслідком цього є деформація вафельних листів. Вологість периферійних і центральних частин листа змінюється нерівномірно. Процес деформації вафельних листів можна зменшити в значній мірі, якщо вистоювання проводити при підвищеній температурі (50-52 °С) і в приміщенні зі зниженою відносною вологістю повітря (30 %).
4.3 Готування начинок. Для прошарку вафель застосовують наступні види начинок: жирові, помадні, фруктові, пралінові й ін. Найбільша кількість вафель виробляють з жировими начинками.
Жирові начинки готують із цукрової пудри і кондитерського, чи гідрованого, жиру. Якість жирових начинок залежить від здатності жиру при замісі насичуватися повітрям (здатність до кремоутворення). Ретельно перемішана начинка, що містить велику кількість повітря, має легку, маслянисту, ніжну консистенцію, що є головним показником її якості. Перед замісом жир спеціально підготовлюють. Найкраще насичення жиру повітрям при збиванні відбувається при використанні закристалізованого жиру. При періодичному замісі начинки використовують частину жиру в розплавленому і частину в закристалізованому стані.
При безупинному готуванні начинки жир може бути використаний тільки в розтопленому стані, тому що тільки в розтопленому виді можна перекачувати і дозувати його. Однак розплавлений жир має дуже низьку кремоутворюючу здатність, тому не забезпечує гарної якості начинки. У зв'язку з цим розплавлений жир перед надходженням у змішувач охолоджують до точки застигання і піддають процесу кристалізації в спеціальному охолоджувальному апараті.
Крім головних компонентів у рецептуру жирових начинок входять лимонна кислота, фосфатидні концентрати, іноді сухе молоко, какао-порошок, есенції, ванілін і інші смакові і ароматичні добавки. Крім того, у начинки відповідно до рецептури вводять поворотні відходи (обрізки) тих же сортів вафель з начинкою. Попередньо ці відходи подрібнюють на млинах.
На великих підприємствах жирові начинки готують на спеціальних механізованих лініях безупинної дії з застосуванням віброзмішувача.
Date: 2015-07-17; view: 826; Нарушение авторских прав