Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Ковка неправильных и больных копыт
|
|
Неправильные копыта. При неправильной постановке ног и неправильном ходе копыта лошади преобразовываются, становятся неправильными по форме. Это должно бьпч» учтено щт подгон ке- подков с целью увеличения опоры для нагруженной части копыта.
При узкой постановке ног (см. рис. 11.4, в) с короткой и крутой наружной стенкой копыт наружная ветвь подковы должна выступать наружу больше обычного. Поэтому эту ветвь отковывают шире, а дорожку для гвоздей делают на своем месте по белой линии, т. е. размер т (см. рис. 11.7) от наружного края будет несколько больше. Внутренняя ветвь подковы делается как для правильного копыта.
При широкой постановке ног (см.
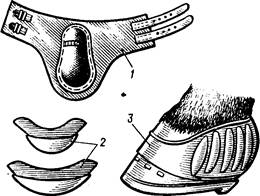
Рис. 11.20. Средства по защите ног лошади при забивании и засе-кании ногами
рис. 11.4,6) будет низкая и крутая внутренняя стенка копыта, поэтому следовало бы сделать подкову с широкой внутренней ветвью. Однако это можно делать только в том случае, если есть уверенность, что лошадь не будет засекать, в противном случае такие копыта подковывают обыкновенными подковами.
При выставленных вперед ногах лошади (см. рис. 11.4, д) применяют подкову с удлиненными ветвями с целью увеличения опоры более нагруженной задней половины копыта.
При отставленных ногах лошади назад (см. рис. 11.4, е} концы ветвей подковы должны быть укорочены.
Забивание ногами может происходить во во время движения лошади, особенно на рыси, когда лошадь задними ногами задевает передние. Некоторые из способов устранения забивания следующие.
В передних подковах для лошадей, забивающих ногами, концы ветвей не выпускают за заворотные углы копыта, а задние шипы у этих подков делают скошенными сверху вниз и вперед.
Если лошадь сильно ударяет зацепной частью роговой стенки заднего копыта о переднюю подкову, то для защиты этих стенок на зацепной части задних подков делают широкий и высокий отворот, так называемый капор.
Для защиты пяток от ранений при забивании применяют резиновые закладки 2 и кожаную ногавку3(рис. 11.20).
Засекание ногами происходит при движении некоторых' лошадей, когда они задевают одной ногой внутреннюю! поверхность другой ноги. Чаще лошади засекают задними ногами. Причины засекания следующие: слишком широкая и тяжелая подкова, «барашки» гвоздей много выступают за поверхность копыта, внутренняя стенка копыта срезана больше наружной, широкая или узкая постановка ног у лошади, переутомление лошади, крутые повороты из-за неправильного управления лошадью, хроническая хромота и др.
Если лошади засекают зацепной частью или боковыми частями копыта, то подковы в этих случаях делают уже и прямее, при этом край подковы на прямоугольном участке скашивается под копыто. Край роговой стенки не срезают, а только слегка скругляют рашпилем. Чтобы не уменьшить прочность подковки, в зауженной части дорожки не делают, их и отверстия для гвоздей переносят несколько ближе к концам ветвей подковы.
Если лошадь засекает пяточной частью, то шипы на наружной ветви подковы.лучше скосить вниз и внутрь, а на внутренней ветви подковы сделать полозок. Полозок образуется постепенным утолщением ветви выше внешнего шипа, начиная от первого главного гвоздевого отверстия. Полозок спиливают вниз и вовнутрь.
Если принятые меры не устранили засекание, то для защиты ноги лошади применяют ногавку / из кожи (рис. 11.20).
Копыто с сильно измененной формой бывают следующими: длинные, крутые, торцовые, сжатые, широкие, плоские полные и косые. Такие копыта всегда требуют специальных подков и особых приемов по прикреплению их к копытам. Лошадей с неправильными копытами могут ковать только кузнецы с большим опытом работы и обладающие хорошей смекалкей. Однако предполагается, что лошади с неправильными копытами обычно выбраковываются, поэтому в настоящей работе операции по ковке лошадей с неправильными копытами не рассматриваются. В редких случаях смекалистый кузнец найдет способ, как подковать лошадь с любыми копытами.
Больные копыта. Больные копыта обнаруживают при внешнем осмотре, когда лошадь стоит, затем при движении ее шагом и рысью и последующим исследованием копыта клещами (см. рис. 11.5). Наиболее часто встречаются копыта со следующими видами повреждений.

as б) б)
Рис. 11.21. Способы скрепления трещин на роге копыта
Наминка является результатом кровоизлияния в пяточной стенке, подошвенных углах и заворотной части копыта. Различают наминки сухие, гнойные и хронические. Причиной намипок чаще всего бывает неправильная расчистка и обрезка копыта и подгонка подковы к копыту. Вырезать наминки не следует. Если пяточные роговые стенки низкие, а стрелка здоровая, то рекомендуется применять круглую подкову (см. рис. 11.12, г).
За.сеч к а венчика / (см. рис. 11.1) возникает после ранения и, как следствие, является причиной образования свищей и нарушения формы рога при отрастании его. Лошадь, имеющую засечку венчика, следует перековать и подогнать подкову так, чтобы участок подошвенного края под засечкой не касался поверхности подковы. Это достигается дополнительной подрезкой подошвенного края роговой стенки.
Ранение подошвы можно защитить подковой с металлическим дном (см. рис. 11.12, д).
Гниение стрелки требует лечения. После лечения стрелки на копыто прикрепляют обычную гладкую подкову.
Трещиной рогового башмака является всякое расщепление рогового слоя (рис. 11.21, о). При появлении трещины на роговом башмаке необходимо создать условия для нормального роста рога от венчика копыта. Этого достигают скреплением краев трещины заклепками, скобами, пластинками и другими способами.
Заклепки применяют только при трещинах в зацепной части копыта, так как рог здесь самый толстый. Рог сначала размягчают в воде (или мокрой глине), потом по обе стороны трещины на расстоянии 10... 15 мм от ее края делают углубления копытным ножом и просверливают отверстие перпендикулярно трещине (рис. 11,21, б). В зависимости от длины трещины таких отверстий делают
|
о) 6) г)
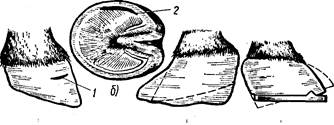
Рис.. 11.22. Формы больных копыт
два-три. После этого в отверстия забивают гвозди или проволоку. Вышедшие из отверстий концы гвоздей отгибают одновременно со сближением краев трещины, затем их откусывают, оставляя длиной до 3—4 мм и окончательно заклепывают в углубления копытного рога.
При скреплении трещин скобками специальным прожигателем выжигают на роговой стенке углубления с боков трещины и клещами в выжженное место вдавливают проволочную скобу. Следует знать, что на зацепную часть копыта скобки надо вдавливать при поднятой соседней ноге лошади, так как в таком положении края трещины сходятся. Трещины на пяточных и боковых частях копыта сходятся при поднятой больной ноге.
Скрепление трещин металлическими пластинками выполняется так. В пластинах длиной 30... 40 мм, шириной 15... 20 мм и толщиной 2 мм, иногда имеющих форму уголков и др. (рис. 11.21, в}, сверлят отверстия диаметром 3... 5 мм и изгибают их по форме поверхности копыта. Затем нагревают их до красного цвета каления и не надолго прикладывают их поперек трещины. При этом образуется ложе для пластины, ее охлаждают, кладут в это ложе fr привинчивают короткими шурупами (рис. 11.21, в). Пластины рекомендуется накладывать на трещины в боковых стенках, так как они имеют небольшую толщину и применение здесь заклепок и скоб небезопасно.
Если трещина сквозлая, от подошвенного края до венчика (см. рис. 11.21, б), то подошвенный край роговой стенки, непосредственно под трещиной и на 15 мм в стороне от нее, отпиливают рашпилем, чтобы эта часть подошвенного края не касалась поверхности подковы. Рог под венчиком утоньшают и на это место накладывают
тугую повязку, чтобы отрастающий рог не касался трещины и не расщеплялся. После такой подготовки к копыту прикрепляют круглую подкову (см. рис. 11.12, г).
Поперечные трещины / (расселины) показаны на рис. 11.22, а. По мере отрастания рога расселины спускаются вниз и исчезают. Их не скрепляют, а после расчистки от грязи заполняют мазью из терпентина и воска. После этого в копытном роге рекомендуется поддерживать нормальную влажность и облегчать работу лошади, пока копытный рог не придет в норму.
Отставшая роговая стенка 2 (рис. 11.22, б) образуется в результате разрушения белой линии, при этом связь роговой стенки с роговой подошвой нарушается. Причиной такого заболевания является содержание лошадей на грязном полу или же от чрезмерного обрезания подошвенного края роговой стенки вместе с белой линией.
При отслоении роговой стенки лошадь надо правильно подковать обыкновенной, хорошо подогнанной подковой, а лучше круглой подковой (см. рис. 11.12, г) с подкладкой из кожи. Пространство между кожей и роговой подошвой заполнить ветошью, намоченной в дегте, смешанной со скипидаром.
Копыта с хрупким рогом лечат путем размягчения рога в водяной ванне или мокрой глине. Чтобы избежать растрескивания рога, подкову прикрепляют к копыту высококачественными гвоздями небольших размеров. Если же есть возможность, то лучше их не ковать, а направлять на некоторое время на выпас.
Ревматическое воспаление копыт происходит из-за простуды. При неправильном ступании лошади в результате болезненного процесса копытная кость перерождается и изменяет свою форму, изменяет форму и копыто. Такое копыто называется ежовым (рис. 11.22, в).
Куют такие копыта так. Копыто расчищают, как показано на рис. 11.22, в. Вместо отворота в зацепной части у подковы делают два небольших боковых отворота (рис. 11.22, г). Зацепную часть подковы делают шире, причем в зацепной части между подковой и копытом оставляют небольшой зазор (рис. 11.22, г). Лучше всего к ежовому копыту прикреплять круглую подкову (рис. 11.12, г) с подкладкой из пакли с кожей.
ГЛАВА 12
Способы ремонта деталей машин| с применением кузнечных операций
Правка деталей
Наиболее распространенным способом восстановления деформированных деталей, не имеющих трещин и износа поверхностей до недопустимых пределов, является кузнечная правка. Чаще других деформируются (изгибаются) детали машин, имеющие малые размеры по сечению и толщине и большие по длине и ширине. К таким деталям относятся валы, оси, рычаги, ободы, балки, швеллеры рам и т. п. Правку их выполняют в холодном или в горячем состояниях. Холодную правку применяют только для малоответственных деталей, так как после правки они со временем теряют свою первоначальную форму и снова изгибаются. Для снятия внутренних напряжений, образовавшихся при холодной правке, ответственные детали, если позволяют их размеры, подвергают среднему отпуску (см. рис. 8.2), т. е. нагревают до температуры 400 °С, а затем медленно охлаждают на воздухе или в песке.
Правят детали и сборочные единицы на наковальнях или правильных плитах (см. рис. 7.12, е) кузнечными молотами и с помощью специальных приспособлений и стендов.
Способы холодной правки валов и осей показаны на рис. 12.1. Валы или оси укладывают в призмы выпуклостью вверх и выправляют их с помощью ручного при-приспособления (рис. 12.1, а) или винтового пресса (рис. 12.1, б). Валы или оси из низкоуглеродистых и сред-неуглеродистых сталей выправляют двойной правкой. Для этого вал или ось укладывают в призмы выпуклой стороной вверх (рис. 12.1, в) и изгибают их на //i (рис. 12.1, г) в несколько раз больше первоначального
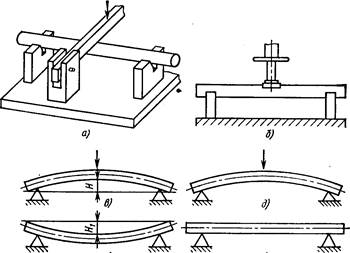
Рис. 12.1. Способы правки стержней и валов
прогиба Н. После снятия нагрузки прогиб вала в обратную сторону будет приближенно равен первоначальному прогибу Н. Затем вал поворачивают на 180° (рис. 12.1, д) и гнут его до устранения прогиба (рис. 12.1, е).
Валы диаметром более 30 мм, изготовленные из высокоуглеродистых сталей, сначала нагревают в местах прогиба в горне или газовой горелкой до температуры 750... 800 °С (светло-вишневый цвет каления), а затем выправляют с помощью кувалды и обжимок с достаточно большой точностью.
Валы, изготовленные из труб, для предохранения от смятия перед правкой засыпают сухим песком, а в торцовые отверстия забивают деревянные пробки. Правку следует вести осторожно, чтобы не допустить раскрытия шва трубы. Небольшие местные деформированные места устраняют в холодном состоянии. Если же шов раскроется, то его заваривают газовой сваркой.
Скрученные валы в средней части нагревают до температуры 830...900°С (красный цвет каления). Один конец вала зажимают в тисках, а другой поворзчивают в направлении, противоположном направлению скручивания (см. рис. 7.17). Если вал термически обработан,
| Направление уЗараВ |

то после правки с нагревом нагреваемые участки необ-' ходимо снова термически обработать. |
Погнутые закаленные валы или валы из среднеугле-родистой стали выправляют способом холодного наклепа. ] Для этого вал укладывают на наковальню выпуклостью вниз (рис. 12.2, а) и носком небольшого молотка наносят частые, но не сильные удары по валу, начиная от середины к концам его. Молоток должен быть с клинообразным задком (см. рис. 3.2, в) без забоин. В результате образования наклепанного слоя вал выпрямляется (рис. 12.2, б). После такого выпрямления получают почти нулевое биение и термическая обработка в этом случае не требуется.'
Раскосы, поперечины, косынки и другие детали, легко снимаемые с рам и других частей машины, правят на наковальне или правильной плите (см. рис. 7.12, е) в холодном и горячем состояниях.
Небольшие детали с прямоугольным сечением можно выправлять так же, как валы и оси, или с помощью простейшего винтового приспособления, показанного на рис. 12.3, а.
Изогнутые крупные детали и сборочные единицы из проката в виде балок обычно выправляют с помощью домкратов и несложных винтовых приспособлений.
В приспособлении <рис. 12.3. б) выправляют балки рам 3 усилием от домкрата 6. Домкрат устанавливают на брус /, к которому прикреплены хомуты 2, между хомутами на домкрат укладывают погнутую балку рамы 3, выше ее в отверстия хомутов вставляют пальцы 4 и между полками устанавливают шпильки 5 с гайками, которые предохраняют полки балки от дополнительной деформации.
Приспособление, показанное на рис. 12.3, в, состоит из винтового механизма 7, коробки 8, сваренной из двух швеллеров, и хомутов 9. Место прогиба у швеллера 10
нагревают до температуры 800 °С (светло-вишневый цвет каления), с помощью хомутов приспособление устанавливают на швеллер и винтовым механизмом швеллер
выправляют.
Приспособление для правки отогнутых полок швеллера показано на рис. 12.4. Оно состоит из стойки /, зажимной накладки 4 и болта^З. Швеллер 2, нагретый до температуры 650... 750 °С (вишневый цвет каления) в месте деформации, устанавливают на стойку и прижимают с помощью зажимной накладки и болта, а затем ударами кувалды выправляют деформированное место швеллера.
Скрученный швеллер 3 рамы (рис. 12.5) можно править на правильной плите / со шпильками 2 с помощью приспособления, состоящего из скобы 6 и изогнутого рычага 4, на который, для создания большого усилия,
насаживают трубу 5.
Такие приспособления можно использовать для правки швеллеров и других прокатных профилей, не отделяя их от рамы или других частей машины.
Технологию правки фасонных деталей можно показать на примере правки металлического обода колеса сельско-
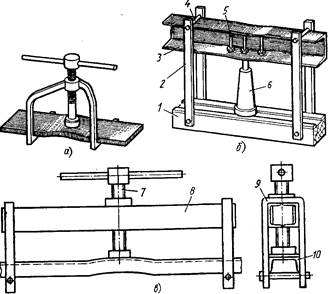
Рис. 12.3. Приспособление для правки изделий типа балок

Рис. 12.4. Правка отогнутой Рис. 12.5. Правка скрученного стенки швеллера швеллера
хозяйственной машины. Сечения таких колес бывают самых разнообразных форм: плоской прямоугольной, низ-кокорытной, кругложелобчатой, плоскожелобчатой и др.
Деформированный обод колеса правят в кузнице. Если обод очень деформирован и не поддается правке в холодном состоянии, то его предварительно надо нагреть до температуры 800... 850 °С в горне или с помощью газовой горелки. Обод с плоским прямоугольным сечением правят на наковальне гладилкой и кувалдой. Обод со сложным профилем правят в специальном приспособлении (рис. 12.6), состоящем из плиты /, откидной скобы 4, оси £ и сменных обжимок 2 с рабочей поверхностью, выполненной по форме обода. Нагретый деформированный обод 5 устанавливают между обжимками и ударами кувалды 3 по откидной скобе выполняют правку обода, поворачивая его по мере необходимости. Поворот осуществляется свободно благодаря откидной скобе.

|
Погнутые спицы колеса выправляют на подставке ударами молотка или кувалды. При значительном изгибе спиц их нагревают в кузнечном гррне или газовой горелкой до температуры 750... 800 °С (светло-зишневый цвет каления) и правят на наковальне.
Рис. 12.6. Приспособление для правки обода колеса
Выправленные детали из профилей и фасонные детали после правки можно укрепить косынками, ребрами жёсткости и накладками, иначе они будут снова деформироваться при приложении усилия.
Date: 2016-07-18; view: 771; Нарушение авторских прав