Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Инструмент, подковы и подковные гвозди
|
|
Для ковки лошадей кузнецу необходимо иметь специальный инструмент для ковки лошадей и изготовления подков.
Инструмент для ковки лошадей применяют при снятия старых подков, расчистке и обрезке копыт и креплении новых подков при ковке лошадей. Для этого применяют инструмент, показанный на рис. 11.5.
Ковочный молоток 5 делают массой 400... 450 г. Один конец круглый и имеет гладкую выпуклую поверхность, другой конец плоский, изогнутый и раздвоен
| Рис. 11.5. Инструмент для ковки лошадей |

для вытаскивания забитых в копыто гвоздей. Оба конц
закаливают.
Ковочные клещи 3 имеют стальные закален^
ные и изогнутые губки. Длина клещей около 350 мм| Края губок должны быть острыми, так как клещи пред^ назначаются для откусывания вышедших из копыт кон»|
цов гвоздей.
Копытный нож / применяют для расчистка
подошвы и срезания подошвенного края роговой стенки.;
Лезвие ножа до половины длины оттачивают с обеих:
сторон, оставшуюся часть делают острой только с одной стороны, а другую оставляют тупой для нанесения по ней ударов молотком. Лезвие ножа выполняют из инструментальной стали, а рукоятку из дерева или пластмассы.
Тупая обсечка 2 изготовлена из стали и имеет два рабочих конца. Один конец в виде топорика предназначается для отгибания старых гвоздей при снятии подковы. Лезвие обсечки не должно быть острым, чтобы не обрубать, а только отгибать концы гвоздей. Другой конец имеет форму острого шипа и применяется для выбивания застрявших в роге копыта обломков от старых гвоздей.
Острая обсечка 8 представляет собой прямой:
нож с толстой спинкой и острым лезвием. Изогнутую-рукоятку обшивают толстой кожей. Этой обсечкой обрезают подошвенный край роговой стенки. Лезвие обсечки^ приставляют к рогу копыта и наносят ло спинке обсечки^
легкие удары молотком.. Рашпиль 4 имеет длину 300... 350 мм с крупной!
или мелкой насечкой. Он применяется для выравнивания и скругления подошвенных краев роговых стенок и для сглаживания неровностей подошвы после расчистки eei
копытным ножом.
Лапа 7 применяется для предохранения подковы от сдвига относительно копыта при завинчивании и сня-|
тии сменных шипов.;
Ключ 6 применяют для завинчивания и вывинчива-
ния сменных шипов.
Испытательные клещи 9 длиной 180 мм изготовляют из мягкой стали. Этими клещами определяют податливость рога в роговой стенке и подошве копыта и обнаруживают закованные или больные места в копыте.
Инструмент для ковки подков. При изготовлении подков вручную используют обычный кузнечный инструмент (см. гл. 3). Кроме этого, дополнительно применяют спе-
Рис. 11.6. Специальный инструмент для ковки подков

|
циальный инструмент, показанный на рис. 11.6. Дорожник / — для оформления гвоздевых дорожек. Пробойник 2, имеющий прямоугольное сечение в рабочей части с размерами, соответствующими размерам шейки подковного гвоздя. Им пробивают отверстия для подковных гвоздей. Шпилька 3 используется для прочистки и правки гвоздевых отверстий в подковах.
Подковы делают разными для передних и задних ног лошадей. Их разделяют на нормальные для правильных копыт упряжных лошадей и специальные. К специальным относятся подковы: гладкие, зимние, круглые, с резиной, для лошадей тяжеловозов, беговых и с больными ногами.. Подковы изготовляют для твердого и мягкого грунта, с постоянными и сменными шипами.
По форме, размерам и массе подковы должны строго соответствовать копытам лошади. При этом необходимо учитывать назначение подков.
У подковы (рис. 11.7) различают верхнюю поверхность, соприкасающуюся с копытом, и нижнюю поверхность, обращенную к почве. Подкову условно разделяют на две ветви: наружную, обращенную в правую или левую стороны от лошади, внутреннюю, обращенную ко второй ноге лошади. На каждой ветви можно выделить зацепную 1, боковую 2 и пяточную 3 части.
Be рхняя поверхность подковы разделяется на горизонтальную часть 4, расположенную по наружной части относительно подковы, и внутреннюю часть в виде скоса, называемую бухтовкой 5, а в зацепной части имеет выступ, называемый отворотом 9.
Наружная часть нижней поверхности подковы должна выполняться строго горизонтально и быть гладкой, особенно на концах подковы, так как на нее опирается подошвенный край роговой стенки копыта. При отклонениях масса лошади будет неравномерно распределяться на роговую стенку копыта, подковы будут часто отрываться и отламываться куски копытного рога. I
ЖМ
BuSS

Рис. 11.7. Подкова для нормальных копыт j,1
Бухтовку 5 (скос) обычно делают только на пе- • редних подковах на глубине не более 0,25% толщины!
подковы.
Нижняя поверхность подковы в основном имеет горизонтальную часть 6, где оформлены углубления в тело подковы, называемые гвоздевыми дорожками 7, а в этих дорожках сквозные гвоздевые отвер-;
стия S и выступы, называемые подковными шипами 10.
Гвоздевая дорожка должна проходить ближе к внешнему краю белой линии копыта, т. е. несколько ближе к наружному краю подошвы. В зацепной, части она проходит на 7... 8 мм от наружного края, а в пяточной части— на 5... 6 мм. Размеры дорожки должны быть такими, чтобы в ней целиком прятались головки
гвоздей.
Гвоздевые отверстия (обычно восемь) пробивают в гвоз-, девых дорожках. В больших подковах делают по 10;
и 12 отверстий, в небольших по шесть, а в подковах|
среднего размера семь (четыре в наружной ветви и три — во внутренней ветви подковы). Форма отверстия должна быть такой, чтобы в нем гвоздь не перемещался в разные стороны. В пяточной части отверстия не делают, чтобы копыто могло свободно скользить по подкове во время насту пания лошадью ногой на почву. Отверстие для каждого гвоздя должно иметь»наклон, соответствующий наклону той части роговой стенки копыта, в которую забивают данный гвоздь.
Подковные шипы увеличивают зацепляемость ноги лошади на скользком грунте, предохраняют подкову от быстрого истирания, позволяют исправить некоторые неправильности форм копыта и предохраняют роговую подошву и стрелку от ушибов в полных копытах. На подкове бывает от двух до четырех шипов, чаще — три. Шипы могут быть постоянными, выполненными за одно целое с подковой, и сменными. Заводские подковы изготовляют только со сменными шипами. При этом в подковах делают отверстия с резьбой для шипов, а шипы имеют хвостовики с резьбой. Виды сменных шипов показаны на рис. 11.8. Тупые шипы (рис. 11.8, а) применяют при летней ковке, острые (рис. 11.8,6, в)—для зимней, а чаще применяют шипы с Н-образной опорной частью (рис. 11.8, г). По мере изнашивания шипов их можно заменить без перековки лошади. При этом лучше сохраняется копытный рог.
Отворот облегчает пригонку и крепление подковы (не позволяет подкове перемещаться назад), защищает переднюю поверхность роговой стенки от ударов и препятствует смещению подковы во время движения лошади [21 ]. Отворот выполняют путем оттяжки части металла на наружном крае передней зацепной части подковы вертикально относительно верхней поверхности подковы.
Подковы для упряжных лошадей несколько тяжелее, чем для верховых. Они имеют по три или четыре шипа — по одному на концах каждой ветви и один-два в зацепной

части. Подковы для верховых лошадей делают облегчен| нымн с двумя шипами на концах каждой ветви или вообще
без шипов. 1 Для мягких и не скользких грунтов применяют под-^
ковы без шипов, так как подошва копыта лошади должна| испытывать некоторое давление от почвы и получать| питание в виде влаги, чтобы поддерживать соответству-1
ющую форму. 1 Формы подков зависят от формы копыт и для каждой
лошади требуется подгонка их по копытам.,
Изготовление подков для нормальных копыт. Наиболее дешевыми являются подковы, изготовленные на заводе. В таких подковах все гвоздевые отверстия пробиты перпендикулярно к плоскостям подковы. Кузнец должен придать им требуемый наклон, пользуясь шпиль* ! кой 3 (см. рис. 11.6). На заводах изготовляют подковы только с отверстиями, имеющими резьбу М12, для ввер* тывания съемных шипов. На бухтовке левой ветви каждой ? подковы выбивают ее номер, а на бухтовке правой ветви ^ выбивают буквы П и 3, обозначающие переднюю и заднюю подковы. Заводские подковы часто требуют подгонки по
копытам лошади.
При отсутствии готовых заводских подков или необ»
ходимости применения подков для копыт, имеющих отклонения от нормального строения, кузнец должен уметь 'изготовить подковы ручным способом. Такие под" ковы в основном бывают с постоянными шинами.
Для изготовления подков применяют мягкую полосовую сталь марок Ст2 или СтЗ, которая не закаливается и хорошо сваривается. Профиль стали — полоса с раз-j мерами в сечении: для легкоупряжных; лошадей 12 х25 мм^Ц для верховых — 10х25 мм, для тяжеловозов — 14 хД
х29 мм. Ц Перед: определением длины заготовок для подков на||
расчищенных и подрезанных копытах намечают точки-^ /.;. 5 на 'переднем (рис. 11.9, а) и заднем (рис. 11.9, б)' копытах. При этом размер между точками / и 2 является растоянием между заворотными углами 3 роговой стенки (см. рис. 11.1). Точки 3 и 4 на переднем копыте намечают посередине, а на заднем—на расстоянии Уз от задней| час^й копыта. Затем делают три измерения: первое —I между точками / или 2 и точкой 5 с припуском 3,5 мм для верховых и 4,8 мм—для упряжных лошадей; второе — между точками 3 и 4; третье — между точками / и 2.
224 • •• ': •'• '

Рис. 11.9. Способ определения размеров заготовки на подкову (а, б) и шаблоны для измерения подков (в— е)
Сумма двух первых измерений, с припуском, будет равна длине заготовки на гладкую подкову без шипов. Для подков с шипами к полученной длине надо добавить по 30 мм на каждый шип. Например, если диагональ копыта (первое измерение) в сумме с припуском (4,8 мм) равна 154 мм, а ширина копыта (второе измерение) равна 138 мм, то для изготовления гладкой подковы требуется отрубить заготовку длиной 154 + 138 = 352 мм.
Третье измерение является шириной копыта и при изготовлении подковы к нему необходимо добавлять 3... 4 мм для того, чтобы готовая подкова выступала за роговую стенку на 1... 2 мм.
Для проверки формы при ковке новой и подгонке к копыту готовой подковы очень удобно пользоваться решетчатым шаблоном (рис. 11.8, в), изготовленным из листового металла толщиной 2... 3 мм. Этот шаблон также называют подометром или копытомером. Его прикладывают к расчищенному копыту и мелом или карандашом очерчивают на шаблоне контур подошвенного края роговой стенки копыта и обозначают расположение заворот-ных углов 3 (см. рис. 11.1).
В процессе ковки подков следует стремиться получать подковы с размерами, указанными на рис. 11.7, или в соответствии с размерами, приведенными в табл. 11.1. При этом подковы всех номеров должны иметь одинаковые следующие размеры: толщину ветвей 11 мм, ширину
| 8 В. Г. Шмаков |
ветвей на концах 22 мм, глубину бухтовки 3 мм, ширину дорожки не более 7 мм, глубину дорожки не более 5 мм, количество отверстий для гвоздей 8 шт. Одинаковыми для всех подков также являются размеры шипов и отворотов. Для упряжных лошадей длина шипа в зацепной части 30... 40 мм, ширина 15 мм, высота 9... 10 мм, задние шипы несколько выше, так»как высокий передний шип может быть причиной спотыкания лошади. У подков для верховых лошадей шип в зацепной части может совсем отсутствовать, а задние шипы быть несколько ниже, чем у подков для упряжных лошадей. Отворот представляет собой полукруглую пластинку с размерами:
по высоте 10... 15 мм, шириной около основания 22... 35 мм, толщиной около основания 1,5... 2,5 мм и вверху 0,5... 1 мм. Отверстия для подковных гвоздей при выходе на верхнюю поверхность подковы должны иметь ширину 2,5... 3,2 мм и длину 4,1...5,4 мм. Бухтовка заканчивается на расстоянии 40... 50 мм от концов ветвей." Переменные размеры в табл. 11.1.
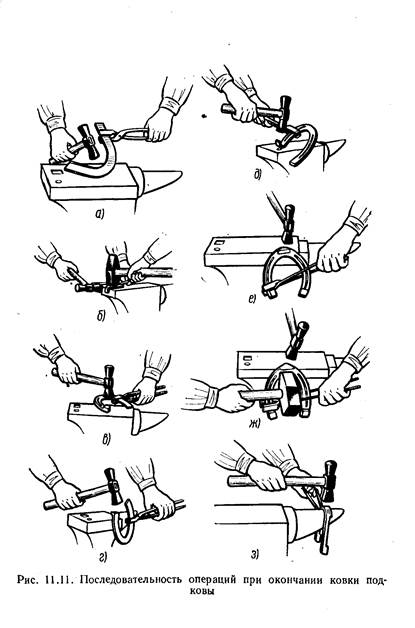
Процесс ковки нормальной подковы состоит из операций и приемов, показанных на рис. 11.10 и 11.11.
По полученным размерам отрубают заготовку в холодном или горячем состоянии. Нагревают заготовку в горне до белого цвета каления (см. гл. 5) на 2ia длины ее, клещами устанавливают заготовку на ребро (рис. 11.10, а) и ударами кувалды или молотка протягивают и изгибают одну ветвь подковы до требуемых размеров (рис. 11.10, б, в). Длина половины заготовки (ветви) после протяжки должна быть больше ветви подковы на 20 мм. Это требуется для изготовления шипа. Толщину ветви делают одинаковой, а ширину на конце ветви на 2... 4 мм меньше, чем в зацепной части подковы. Первую ветвь изгибают полукругом по форме подковы на роге наковальни (рис. 11.10, г), а конец ветви длиной 40...50 мм оставляют прямым для изготовления шипа. Затем дорожником прорубают гвоздевую дорожку для подковных гвоздей (рис. 11.10, д). При этом надо следить за тем, чтобы она не получилась наклоненной вправо или влево. Пробойником и кувалдой в дорожке первой ветви пробивают отверстия для подковных гвоздей (рис. 11.10, ё). Отверстия должны совпадать с белой линией копыта, а направление их должно соответствовать направлению роговой стенки. Сечение отверстия правильной формы показано на рис. 11.7 (сечение А—А}. Неправильно сделанные
°* 227

отверстия препятствуют плотному прилеганию подков к копыту и часто являются причиной заковки лошал (см. ниже). Слабыми ударами молотка или гладил» правят верхнюю поверхность подковы, а потом делан бухтовку на первой ветви подковы (рис. 11.11, а).
Далее, заготовку нагревают до белого цвета каления! на ^ длины с другого конца, повторяют операции (см. рис. 11.10,а— е, рис. 11.11, а) по ковке второй ветви:
подковы и выравнивают концы обоих ветвей до одинаковой длины. Форму подковы проверяют педометром (см. j рис. 11.9, в) или шаблоном (см. рис. 11.9, г).
После этого нагревают до белого цвета каления конец;
одной из ветвей на длине 45... 50мм и загибают его на \ краю наковальни под прямым углом (рис. 11.11,6) на расстоянии, требующемся для образования шипа. Ото- \ гнутый конец пригибают вплотную к нижней поверхности;
подковы (рис. 11.11, в). Далее на краю наковальни при- | дают шипу требуемую форму: кубическую для летней! подковы или заостренную у шипа на конце наружной ветви для зимней подковы (рис. 11.11, г, д). Нагревают конец-второй ветви и повторяют операции (рис. ll.llr б— д) по формированию шипа на этой ветви.
Зацепной передний шип отковывают отдельно и приваривают его к подкове электросваркой. Если электросварку применять трудно, то в зацепной части подковы пробивают отверстие, нагревают подкову и шип до сварочной температуры, вставляют шип в отверстие и соединяют шип с подковой кузнечной сваркой. После приварки зацепного шипа, с этого же нагрева, подкову прикладывают к краю наковальни и в несколько приемов оттягивают отворот (рис. 11.11,е—з).
Если требуется, то подкову нагревают еще раз для отделки. Отделка заключается в выравнивании и прогла-живании верхней поверхности и бухтовки подковы, рас-правлений гвоздевых дорожек и прочистке шпилькой гвоздевых отверстий.
Шаблонами (см. рис. 11.9, в, г) окончательно проверяют контур подковы, скобой (см. рис. 11.9, д) проверяют ширину ветвей подковы в двух (размеры Ь и 22) или в трех (размеры b, l'i и 22) местах (см. рис. 11.7), скобой (см. рис. 11.9,е) проверяют толщину ветвей подковы, при этом размер 12 мм является проходным, а размер 9 мм — непроходной.

Рис. 11.12. Виды специальных подков
Изготовление специальных подков. Специальные подковы изготовляют с целью создания наиболее благоприятных условий для копыт лошади, при работе лошадей в различные времена года на разном грунте, для лошадей, выполняющих разную работу, и для лошадей с неправильными и большими копытами.
Гладкая подкова (рис. 11.12, о) не изолирует поверхность подошвы со стрелкой мякиша от почвы и функция стрелки не нарушается. Лошадь на гладких подковах движется более уверенно.
При изготовлении гладкой подковы зацепную часть и концы ветвей делают шире, чем боковые части. Переднюю зацепную часть подковы рекомендуется делать толще задней на l/з толщины ветвей. Этим облегчается отталки-
вание ноги лошади от почвы, а подкова не подвергаете»., преждевременному изнашиванию. Гладкие подковы при-| меняют летом для верховых легкоупряжных лошадей.?
Зимние подковы изготовляют обязательно | с шипами. При этом на наружной ветви подковы отковывают или ставят острые шипы, а на внутренней — тупые. В оттепель снег нередко забивается между ветвями подковы, что затрудняет движение лошади. Чтобы избежать этого, применяют подошву, изготовленную из тугоспле-тенного пучка соломы, прошитого толстыми нитками. Этот пучок туго вставляют между ветвями подковы (рис. 11.12, е). Можно также пользоваться металлической подошвой, которую прикрепляют к подкове винтами сменных шипов (рис. И.\2,д) l4].
На рис. 11.12, б показана зимняя левая передняя подкова для упряжной лошади, а на рис. 11.12,6—летняя задняя подкова с постоянными шипами для упряжной лошади.
Круглые подковы (рис. 11.12, г) применяют наравне с обыкновенными подковами с шипами и без шипов. Эти подковы отличаются от обыкновенных наличием соединительной поперечной пластины 1 между концами ветвей. Применение таких подков особенно полезно для копыт с больной или слабой роговой стенкой при условии, что на стрелке, нет болезненных процессов.
Соединительная пластинка делается различной формы (рис. 11.12, г) в зависимости от формы и полноты стрелки. Если лошадь стоит, то между пластинками и валиками стрелки должен оставаться зазор 1... 2 мм.
При изготовлении круглой подковы заготовку для нее отрубают на 20 мм длиннее по сравнению с заготовкой для нормальной подковы с шипами. После изготовления подковы, загибания и разгибания двух концов, предназначенных для получения соединительной пластины, выполняют -кузнечную сварку этих концов внахлест и окончательно отделывают такую пластину. Толщина соединительной пластины 8... 10 мм, длина должна соответствовать ширине копыта в пятке.
Подковы с резиной (рис. 11.12, ж) рекомендуется применять для работы в зимних условиях на асфальтированных дорогах и твердой почве. Толщина такой подковы и соединительной пластинки равна 6... 8 мм. На зацепной части приваривают передний шип высотой 12 мм. На подкову накладывают толстую рези-
новую прокладку и вместе с ней прибивают подкову к копыту лошади.
Подковы для тяжеловозов должны быть очень массивными и прочными, толщиной 14 мм и шириной не меньше 27 мм. Пяточные части делают шире и длиннее, чем у обыкновенных подков, с целью увеличения площади опоры копыта на подкову. При узкой постановке передних ног лошади наружную ветвь подковы делают шире, и она больше выступает за подошвенный край, чем обычно. Чтобы не допускать смещения подковы, на ее наружной ветви делают дополнительный отворот. На рис. 11.12,и показана правая задняя подкова для тяжеловозов, а на рис. 11.12, к— правая передняя подкова с дополнительным шипом и отворотом.
Подковы для беговых лошадей должны быть предельно облегченными. Они куются для каждого вида состязаний и описание их потребует специальной главы. Некоторые из подков для беговых лошадей показаны на рис. 11.12.
Подковные гвозди предназначены для крепления подков к копытам лошадей. Их изготовляют из сталей СтО, Ст1, Ст2 и СтЗ. Подковные гвозди (рис. 11.13, а), имеющие разные номера, применяют для крепления разных подков (табл. 11.2). При изготовлении подковных гвоздей заводами на каждом из них четко выбивают или выштам-повывают номер гвоздя. По размерам, приведенным в табл. 11.2, подковные гвозди можно делать в кузницах. Подковные гвозди еще называют ухналями.
Ухналь, показанный на рис. 11.13, а, по технологии лучше подходит для изготовления на заводах в штампе, однако имеются затруднения со снабжением заводскими ухналями, поэтому кузнецы часто куют ухнали по собственной технологии из имеющегося материала 112], или, например, кузнец Н. Э. Штейнфельд кует ухнали по следующей технологии. В качестве исходного материала берет проволоку диаметром 6 мм из стали Ст2 или СтЗ и от нее отрубает заготовку длиной 500... 700 мм. Один конец заготовки нагревает до ковочной температуры (см. табл. 5.1) на длине 100... 120 мм. Левой рукой в рукавице берет заготовку за холодный конец, нагретый конец кладет на наковальню и протягивает его на квадрат на длине 35... 40 мм, а затем на клин до требуемой длины клинка (рис. 11.13,6) и одновременно формирует головку ухналя, как показано на рис. 11.13, в. После

Рис. 11.13. Подковные гвозди:
I — головка; 2 — шейка; 3 — клинок; 4 — жало (острие); 5 — наклепка;
S — место для клейма
этого на подсечке 1 (см. рис. 3.4, а) отрубает готовый ухналь от заготовки так, чтобы размер головки по длине был равен 7... 8 мм. Повторно нагревает заготовку, отковывает следующий ухналь и т. д.
Ухналь он ставит выступом головки наружу относительно копыта и подковы (рис. 11.13, г) и объясняет это тем, что при такой забивке ухналь будет стремиться выйти
Таблица 11.2
Date: 2016-07-18; view: 2202; Нарушение авторских прав