Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Вилка с хвостовиком и бобышками
|
|
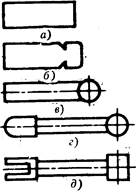
В нагретой до ковочной температуры заготовке оформляют две выемки, как показано на рис. 9.10, а. Затем с обеих сторон от выступа, оставленного для хвостовика, заготовку протягивают для образования проушин вилки так, чтобы на концах остались выступы по высоте, близкие к высоте бобышек (рис. 9.10, б, в). Концевые выступы на

;i Рис..9.10. Ковка вилки с хвостовиком и бобышками 7 в. г. Шмаков.ЧаЗ
наковальне оформляют в бобышки, как показано рис. 9.9, в, г, и концы заготовки отгибают на полукруг.» оправке /, как показано на рис. 9.7, г.
После этого приступают к ковке хвостовика вилки;
Сначала в выступе для хвостовика образуют впадины (рис. 9.10, г), а затем с помощью гладилок хвостовик протягивают так, чтобы на его конце остались выступы с обеих сторон для формирования бобышки (рис. 9.10, д). Эту бобышку формируют так же, как на концах проушин, сначала с одной стороны, а затем с другой. По окончании ковки выполняют отделочные операции и получают вилку с хвостовиком и бобышками (рис. 9.10, е).
9.9. Рычаг с бобышками и вилкой
Ковку такого рычага с бобышками и вилкой на концах выполняют в следующей последовательности. Заготовку квадратного сечения (рис. 9.11, а) надрубают с двух сторон так, чтобы на одном конце остался выступ для формирования бобышки (рис. 9.11, б). Затем заготовку протягивают по сечению примерно до наружных размеров вилки, которая будет на другом конце, а выступ, образованный ранее, формируют в бобышку с обеих сторон рычага (рис. 9.11, в). От конца, на котором будет вилка, делают надрубы с четырех сторон, среднюю часть протягивают до размеров стержня (рис. 9.11, г). Вилку отковывают так же, как пока-
|

|
Рис. 9.11. Ковка рычага с бобышками и вилкой
Рис. 9.12. Ковка стойки в виде двутавровой балки
зано на рис. 9.8. После отделочных операций получают готовый рычаг с бобышками и вилкой на концах (рис. 9.11,5).
9.10. Высокая стойка
Нагретую заготовку пережимают в двух местах, оставляя на концах выступы для образования полок балки (рис. 9.12, а). Среднюю часть протягивают до требуемых размеров (рис. 9.12, б). В оставленных выступах пробивают отверстия и прорубают их, как показано на рис. 9.12, а, слева. По прорубленному пазу раздвигают части, предназначенные для формирования полок (рис. 9.12, в, справа), затем эти части выправляют и формируют в полки. После этого выполняют отделочные операции и получают готовое изделие в виде высокой стойки двутаврового сечения (рис. 9.12, г).
9.11: Шестерни
Заготовку шестерни с отверстием для вала, нагретую до ковочной температуры, устанавливают на наковальню и осаживают (рис. 9.13, а). Затем в ней пробивают отверстие несколько больше требуемого по чертежу на поковку (рис. 9.13, б). При этом заготовка приобретает бочкообразную форму, а отверстие имеет уклоны с обеих сторон к середине заготовки по высоте. Заготовку снова нагревают до ковочной температуры, в отверстие вставляют оправку / (рис. 9.13, е) с диаметром, равным диаметру отверстий по чертежу на поковку. Заготовку вместе с оправкой кладут на наковальню так, чтобы ось была расположена горизонтально, и кувалдой наносят удары, поворачивая заготовку после каждого удара. При этом выправляют поверхность заготовки и отверстие в ней.

|
Рис. 9.13. Ковка шестерни с отверстием для вала
7*

|

|
Рис. 9.14. Ковка шестерни со ступицей
При необходимости калибруют отверстие (рис. 9.13, г) и получают готовую поковку для шестерни с отверстием для вала.
Ковкушестерни со ступицей выполняют в следующей последовательности. У нагретой до ковочной температуры заготовки протягивают один конец примерно до размеров ступицы (рис. 9.14, а). Этим концом нагретую заготовку вставляют в оправку и ее часть, предназначенную для нарезания зубьев, осаживают (рис. 9.14, б). После этого заготовку нагревают, кладут на наковальню и ударами кувалды, через подкладку / (рис. 9.14, в), выправляют обе части заготовки до формы цилиндров требуемых размеров.
Поковки для аналогичных шестерен больших размеров можно изготовлять на молотах с применением таких же операций.
Хомуты
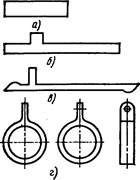
В качестве заготовки можно использовать стальной Прокат прямоугольного сечения. После отрубки Заготовки требуемой длины и нагрева ее до ковочной температуры на концах заготовки делают па два углубления на каждом конце (рис. 9.15, а). Среднюю и концевые части заготовки протягивают до ширины и толщины, равных ширине и толщине хомута (рис. 9.15, б), при этом оставляют выступы, требующиеся для компенсации утяжки при последующей гибке заготовки.
Затем один конец заготовки нагревают и изгибают под прямым углом с помощью нижника с прямоугольным вырезом и верхника с прямым углом в сечении (рис. 9.15, и). Удерживая заготовку клещами, нагретую часть ее изгибают на роге наковгльни по радиусу, равному радиусу
•КЮ

Рис. 9.15. Ковка хомута
хомута (рис. 9.15, г). Нагревают прямой конец заготовки и оформляют его аналогично описанному, вначале под прямым углом (рис. 9.15, д), а затем по радиусу хомута и получают поковку, являющуюся половиной хомута (рис. 9.15, е). Вторую половину хомута изготовляют аналогично.
Можно отковать поковку для хомута, состоящую из ' одной детали. При этом выполняют операции, показанные на рис. 9.15, а— в, а затем среднюю часть заготовки изгибают на оправке или роге наковальни до замкнутого круга и получают поковку для хомута, состоящую из одной детали.
9.13. Шарнирные петли
Наиболее простой способ изготовления шарнирных петель состоит в следующем. Для заготовки выбирают полосовой прокат с размерами по толщине и ширине, равными толщине и ширине хвостовика шарнирной петли. Нагревают один конец заготовки до ковочной температуры, оттягивают для кузнечной сварки лацканы в виде двух зубьев и делают два разруба, разделяющие заготовку на три равные части по ширине (рис. 9.16, а). Будущие ушки загибают на оправке /, подготавливают это место для кузнечной сварки, нагревают петлю до сварочной температуры и выполняют все операции кузнечной сварки (рис. 9.16, б).
Затем вынимают оправку, отгибают крайние ушки для получения внутренней петли (рис. 9.16, в) и отрубают их,
197

В) ——- г) Рис. 9.16. Ковка шарнирной петли
а для получения наружной петли отгибают среднее ушко (рис. 9.16, г) и отрубают его. После отделочных операций петли готовы для сборки в шарнир.
Однорогий крюк
Грузовые крюки необходимо изготовлять только из мягких сталей, которые не ломаются, а гнутся, так как внезапная поломка крюка может привести к аварии или травме, а разгибающийся крюк можно во время заметить и восстановить или заменить его другим. Можно, например, использовать сталь 20. Если стали 20 нет, то крюки можно изготовлять из сталей 10; 15 и обыкновенного качества (см. табл. 2.2) с несколько увеличенными размерами.

Рис. 9.17. Ковка небольшого однорогого крюка

|
Исходная заготовка для крюка может быть круглого или квадратного сечения. Вначале делают круговой пережим заготовки на конус с оставлением короткого конца для формирования проушины крюка (рис. 9.17, а). Длинный конец протягивают на конус (рис. 9.17, б). После этого заготовку расплющивают, на одном конце формируют проушину и в ней пробивают отверстие для крепления крюка (рис. 9.17, в), а другой конец загибают на плите с помощью штырей либо на роге наковальни (рис. 9.17, г). Окончательно откованный и отделанный крюк показан на рис. 9.17, д. Готовый крюк следует обязательно отжечь, чтобы получить вязкую структуру металла.
Ушки и кольца
Ушко из круглого проката получают путем гибки» Последовательность операции при получении таких ушков изложена в гл. 7 и показана на рис. 7.11.
Кольцо из проката прямоугольного сечения изготовляют в следующей последовательности. Заготовку (рис. 9.18, а) нагревают и концы протягивают с образованием выступа для хвостовика или проушины (рис. 9.18, б). Затем заготовку дополнительно протягивают и при этом концы ее готовят для кузнечной сварки, а выступ проковывают до требуемых размеров хвостовика (рис. 9.18, в). Подготовленную заготовку изгибают на роге наковальни, затем концы нагревают до сварочной температуры и соединяют кузнечной сваркой (рис. 9.18, г). Если требуется, то в хвостовике пробивают отверстие и оформляют проушину (рис. 9.18, г), а потом выполняют отделочные операции и получают готовое кольцо с хвостовиком или проушиной. Кольца без хвостовика или проушины проще, так как не требуется операций по формированию их. Изготовление кольца без хвостовика или проушины показано на рис. 7.4, а.
Кольца для цепи
Кольца для цепи изготовляют из сталей с содержанием углерода до 0,3...0,4% (см. табл. 2.2). Преимущественно используется круглый прокат.
У подготовленной заготовки поочередно нагревают концы и высаживают их (рис. 9.19, а). После вторичного нагрева концы заготовки готовят под сварку внахлесг
19Э
|

|
Рис. 9.18. Ковка кольца с проушиной
Рис. 9.19. Приемы и операции при изготовлении звеньев круг-лозвенной цепи
(рис. 9.19, б), а затем ее изгибают на роге наковальни (рис. 9.19, в) и концы сводят для сварки (рис. 9.19, г). Место, где сведены концы, нагревают до сварочной температуры и на роге наковальни ударами молотка выполняют кузнечную сварку и получают одно звено цепи. При этом следует соблюдать правила, изложенные в гл. 7. После отделки сварного шва и проверки звена по шаблону куют? второе звено так же, как первое, до получения полуфабриката (рис. 9.19, в), а перед сведением концов у второго звена на него надевают первое звено, сводят концы второго звена, нагревают их до сварочной температуры, сваривают, отделывают и получают неразъемно сцепленные два звена (рис. 9.19, д). И так поступают до получения цепи определенной длины или бесконечной цепи, если первое и последнее звенья соединить таким же образом. Цепи с небольшими звеньями сваривают на приспособлении 10 (см. рис. 3.4).
Пружины
Заготовки на пружины диаметром до 16 мм можно свивать в холодном состоянии, а большего диаметра — нагретыми. Материал для пружин выбирают по табл. 2.3.
Универсальное приспособление для изготовления пружин показано на рис. 9.20. Оно состоит из оправки 2, упора 3, основания 4 и крюка 5. Оправка имеет хвостовик с квадратным сечением подОтверстие в наковальне. Осно-
200,
вание не соединено с оправкой и имеет квадратное отверстие с размерами, равными размерам отверстия в наковальне. Универсальность приспособления состоит в том, что в отверстия основания и наковальни можно вставлять оправки различных диаметров, т. е. использовать для навивки пружин с разными внутренними диаметрами. Упор можно перемещать и закреплять на основании в зависимости от диаметров пружины и заготовки на пружину. Крюк для гибки заготовки на оправке имеет зацеп 6
(отогнутый конец).
Холодные заготовки свиваются в пружину так. Конец заготовки / закладывают между оправкой и упором (рис. 9.20, а). На оправку надевают крюк так, чтобы своим зацепом он зацеплял заготовку. При вращении крюка вокруг оправки, в требуемом направлении, заготовка зацепом будет изгибаться вокруг оправки.
Навитую пружину кладут на наковальню или плиту и растягивают ее до требуемых шагов между витками и длины (рис. 9.20, б), а затем пружину надевают на оправку и выправляют на равномерность округлости витков и
прямолинейность (рис. 9.20, в).
' Кузнец В. В. Шахно навивает пружины в холодном состоянии из заготовки диаметром 12 мм с внутренним

в)
Рис, 9.20. Универсальное приспособление для изготовления пружин

Рис. 9.21. Приспособление кузнеца В. В. Шахно для изготовления пружины
диаметром около 100 мм и высотой готовой пружин» более 500'мм. При этом он применяет изготовленное тл' приспособление, показанное на рис. 9.21. Оно состоит из оправки 2 и крюка 3. Оправка изготовлена из трубы с хвостовиком для квадратного отверстия в наковальне. В месте оправки в хвостовик к ней приварена петля 4. Крюк выполнен из арматурной стали диаметром около 40 мм и длиной 1,6м. Загнутый конец крюка расплющен и в нем имеется отверстие для заготовки. Оно несколько больше диаметра заготовки. К крюку приварены бобышка 5 и направляющая 6. Прямой конец крюка откован в ручку.
В этом приспособлении пружину навивают так (рис. 9.21, а). Конец заготовки / предварительно изгибают до диаметра, близкого к диаметру оправки, и продевают в отверстие в крюке. Крюк вместе с заготовкой надевают на справку и загнутый конец просовывают в петлю. Затем крюк вращают в требуемом направлении и заготовку свивают в пружину. При этом бобышка 5 (рис. 9.21, б) трется об оправку. Применение бобышки позволяет уменьшить трение между крюком и оправкой, так как в этом случае будет меньшей площадь соприкосновения двух тел и потребуется меньшее усилие для вращения крюка. Направляющая скользит по ранее навитому витку пружины и придает направление крюку.
При горячей свивке заготовки в пружину сначала нагревают до температуры 1200 °С одну половину заготовки и так же, как при холодной свивке, получают одну часть пружины. Затем заготовку снимают с оправки, нагревают вторую половину ее и получают пружину. В случае затруднения нагрева заготовки в два приема ее можно нагревать по частям и свивать в пружину за три и более приемов. Для выполнения операций растяжки до требуемых шагов и длины, правки витков и получения прямолинейности (см. рис. 9.20, б, в) пружину нагревают до 800 °С. После этого пружины подвергают термической обработке (см. табл. 8.3).
ГЛАВА 10
Примеры изготовления инструмента
10.1. Плоские продольно-поперечные клещи
Для изготовления одной клещевины продольно-поперечных клещей применяется заготовка из круглого проката сталей 15, 20 или 25 диаметром 35 и длиной 145 мм. Их также можно ковать из проката квадратного или прямоугольного сечения.
Один из концов заготовки, предназначенный для формирования губки клещевины, нагревают до ковочной температуры и протягивают до размеров, указанных на рис. 10.1, а. Кон тролируют размеры.
Переворачивают заготовку на 90° и протягивают оставшуюся цилиндрическую часть на полосу с размерами 30х10 мм (рис. 10.1,6). Контролируют размеры.
Намечают шарнирную часть клещевины, пережимают ее по намеченному месту до размера 30 мм (рис. 10.1, в), затем протягивают ручку, начиная с размеров в сечении 18х10 и уменьшая его к концу до размеров 10х10 (рис. 10.1, в). Контролируют размеры.
Намечают и пробивают пробойником отверстие для оси шарнира. Подгибают губки, шарнирную часть и рукоятку по размерам на поковку и проверяют их по шаблону. Отделывают рукоятку и обрубают концы по размерам. Длину проверяют линейкой. Готовая клещевина показана на рис. 10.1, г.
Аналогично отковывают вторую клещевину. Насаживают обе клещевины на подготовленную ось шарнира диаметром 10 мм. Концы оси расклепывают до плотного прилегания клещевин, но со свободным движением их относительно друг друга. Нагревают губки клещей и окончательно подгоняют их, доводя захватную часть до требуемых форм и размеров.

Рис. 10.1. Ковка клещевины для продольно-поперечных клещей
Так можно ковать любые кузнечные клещи. Разница в основном будет в форме губок. Следует помнить, что губки можно формировать и отделывать с использованием заготовки, для которой предназначаются клещи. В этом случае заготовка используется как оправка.
Date: 2016-07-18; view: 593; Нарушение авторских прав