Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Устранение трещин и пробоин в корпусных деталях
|
|
Трещины и пробоины устраняют:
– постановкой фигурных вставок;
– сваркой;
– посредством полимерных материалов;
– постановкой накладок;
– штифтованием;
– клеесварным способом.
Заваривание трещин в чугунных деталях
Заваривание трещины в чугуне требует высокого мастерства. Чугун при местном нагреве не плавится и не растекается, как сталь. В массивных чугунных деталях, таких как головка блока цилиндров и блок цилиндров, тепло растекается от места заваривания так быстро, что трудно нагреть трещину настолько, чтобы металл потек и она заварилась. Но, даже если удается расплавить металл в месте трещины, она часто снова разрастается до края сварного шва. Надежно заварить трещину можно только в том случае, если раскалить всю отливку докрасна.
Заваривание трещин в алюминиевых деталях
Трещины в алюминии завариваются дуговой сваркой в среде гелия, с помощью сварочного аппарата, специально предназначенного для сваривания алюминия. Перед завариванием трещина должна быть разделана механическим вырезанием или выплавлена. Если трещина проходит рядом с камерой сгорания или в ней, то необходимо удалить из камеры старое седло клапана.
Ремонт трещин путем зачеканивания пробками
В процессе ремонта трещина зачеканивается перекрывающими друг друга коническими пробками. Концы трещины накерниваются и рассверливаются с помощью соответствующего по размеру сверла под резьбу пробки. Отверстия обрабатываются конической разверткой. Затем с помощью конического метчика в отверстиях на всю глубину нарезается резьба. Пробка покрывается герметизирующим составом и вкручивается в отверстие до отказа. После этого пробка перепиливается примерно на четверть ее толщины и обламывается. Линия разлома определяется местом распила. Если пробка обломится ниже поверхности ремонтируемой детали, ее придется высверлить и заменить новой. Пробка должна пройти ремонтируемый участок металла насквозь – на всю глубину.
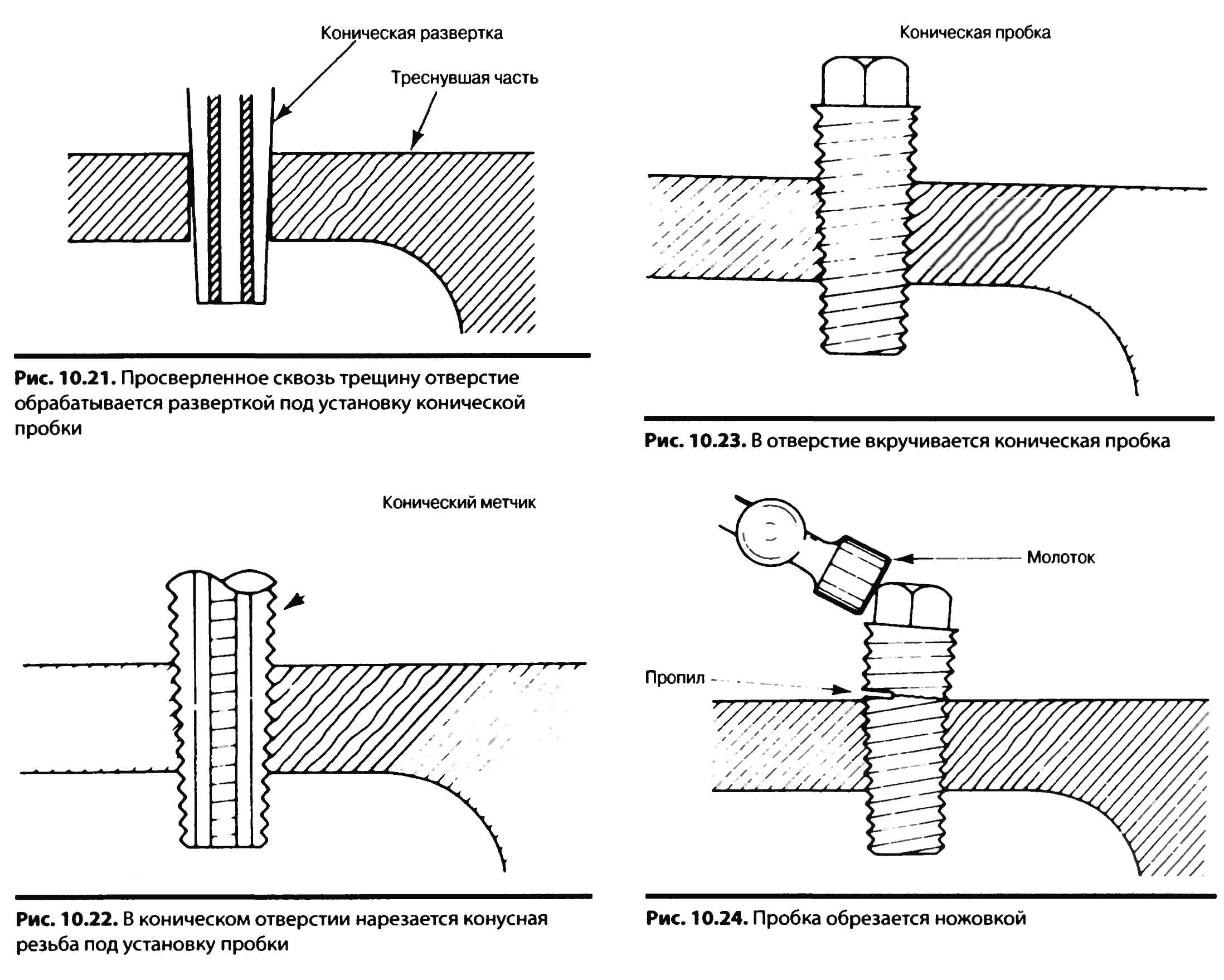
После установки на обоих концах трещины первых пробок, отступив от края трещины, сверлят новое отверстие, так, чтобы оно захватывало край уже установленной пробки. Новое отверстие обрабатывается конической разверткой, в нем нарезается резьба и вкручивается следующая пробка – она должна заходить в предыдущую пробку примерно на четверть ее диаметра, чтобы закрепить ее на месте. Перекрывающие друг друга пробки устанавливаются вдоль всей трещины, с небольшим попеременным смещением от линии трещины в обе стороны. Выступающие концы пробок расклепываются молотком, чтобы крепче зафиксировать их на месте. Концы пробок, выступающие над поверхностью нижней плоскости головки, сошлифовываются с помощью шлифовального камня или напильника почти до самой поверхности. Концы пробок, выступающие над поверхностью камеры сгорания или окна головки сошлифовываются до самой поверхности головки с помощью ручного шлифовального инструмента. Поверхность нижней плоскости головки после заделки трещины должна пройти станочную обработку для восстановления качества поверхности.


Date: 2016-05-23; view: 2496; Нарушение авторских прав