Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Анализ точности технологической операции при нормальном законе распределения производственных погрешностей
|
|
Многочисленными исследованиями, проведенными для различных видов механической обработки, установлено, что распределение действительных размеров деталей, обработанных на настроенных станках, подчиняется чаще всего нормальному закону распределения.
Нормальное распределение образуется в том случае, когда действует большое число независимых или слабо зависимых случайных причин. Подчиненность закону нормального распределения проявляется тем точнее, чем больше случайных величин действует одновременно. Основное условие формирования нормального распределения состоит в том, чтобы среди случайных погрешностей отсутствовали доминирующие. При несоблюдении указанных условий опытное распределение может подчиняться и другим законам распределения.
Обработка статистических данных позволяет соотнести эмпирическое распределение с одним из теоретических законов распределения. Оценку точности технологического процесса, если признак качества изделия имеет нормальный закон распределения, можно произвести с помощью коэффициента точности  , коэффициента точности настройки l, вероятного количества брака q и технологического допуска
, коэффициента точности настройки l, вероятного количества брака q и технологического допуска  .
.
Коэффициент точности определяется по формуле

 ,
,
где  - практическое поле рассеяния, для нормального закона распределения
- практическое поле рассеяния, для нормального закона распределения  ;
;  - допуск на выдерживаемый параметр.
- допуск на выдерживаемый параметр.
Коэффициент точности характеризует влияние, главным образом, случайных факторов. Если  , то поле допуска на обработку по чертежу превышает практическое поле рассеяния, и технологический процесс обеспечивает определенный резерв точности (рис.6, а). Если
, то поле допуска на обработку по чертежу превышает практическое поле рассеяния, и технологический процесс обеспечивает определенный резерв точности (рис.6, а). Если  , то поле допуска на обработку по чертежу меньше практического поля рассеивания, и технологический процесс не обеспечивает заданной точности. Возможно появление как исправимого, так и неисправимого брака (рис.6, б).
, то поле допуска на обработку по чертежу меньше практического поля рассеивания, и технологический процесс не обеспечивает заданной точности. Возможно появление как исправимого, так и неисправимого брака (рис.6, б).
При  технологический процесс может также не обеспечивать заданной точности в связи с действием систематических погрешностей.
технологический процесс может также не обеспечивать заданной точности в связи с действием систематических погрешностей.
Коэффициент точности настройки

 ,
,
где  - величина смещения вершины кривой рассеяния от середины поля допуска.
- величина смещения вершины кривой рассеяния от середины поля допуска.
Следует различать фактический коэффициент точности настройки 

 ,
,
где  - среднее арифметическое значение опытного распределения;
- среднее арифметическое значение опытного распределения;
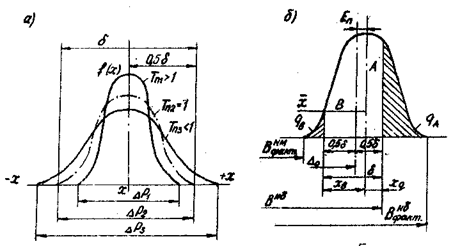
Рис. 6. Вероятное количество брака:
а) смещение отсутствует ( ; б) смещение
; б) смещение 
 - координата середины поля допуска;
- координата середины поля допуска;
 ,
,  - предельные размеры детали по чертежу. Допустимый коэффициент настройки
- предельные размеры детали по чертежу. Допустимый коэффициент настройки 

 .
.
Коэффициент точности настройки оценивает положение середины поля рассеяния относительно середины поля допуска, т.е. определяет уровень настройки технологического процесса и характеризует влияние систематических погрешностей.
Таким образом, достаточным условием работы без брака является условие


При отсутствии смещения середины поля рассеяния относительно середины поля допуска  ;
;  , что соответствует идеальной настройке технологического процесса.
, что соответствует идеальной настройке технологического процесса.
Вероятное количество бракованных деталей q характеризует возможный выход за границы допуска определенного количества деталей в зависимости от величины  и
и  . Если условие (2.15) не выполнено, возможно появление брака. При этом вероятное количество деталей, которые могут выйти за пределы допуска, изображаются графически заштрихованной площадью, показанной на рис. 6, а, б.
. Если условие (2.15) не выполнено, возможно появление брака. При этом вероятное количество деталей, которые могут выйти за пределы допуска, изображаются графически заштрихованной площадью, показанной на рис. 6, а, б.
Для нахождения вероятного количества бракованных деталей необходимо воспользоваться функцией распределения, для нормированного нормального закона выражается интегралом Лапласа, т.е.
 ,
,
где  - интеграл Лапласа;
- интеграл Лапласа;  - вероятный предел интегрирования;
- вероятный предел интегрирования;  - нормированный аргумент, определяемый из соотношения (2.9).
- нормированный аргумент, определяемый из соотношения (2.9).
В соответствии с формулой (2.2) вероятность нахождения случайной величины в заданных пределах определяется через интеграл Лапласа в следующем виде:
 .
.
Для облегчения расчетов существуют таблицы значений интеграла Лапласа (см. табл. П.4). Тогда может быть найден процент исправимого брака деталей для охватываемых поверхностей и неисправимого брака для ох ватывающих поверхностей


и вероятный процент исправимого брака деталей для охватывающих поверхностей и неисправимого брака для охватываемых поверхностей

 .
.
 Суммарный вероятный процент брака
Суммарный вероятный процент брака

 Технологический допуск
Технологический допуск  в отличие от заданного допуска по чертежу характеризует тот допуск, который фактически обеспечивается при существующем технологическом процессе. Технологический допуск определяется по формуле
в отличие от заданного допуска по чертежу характеризует тот допуск, который фактически обеспечивается при существующем технологическом процессе. Технологический допуск определяется по формуле
 .
.
Отношение заданного допуска  к технологическому допуску называется ресурсом точности
к технологическому допуску называется ресурсом точности  . Технологический процесс считается удовлетворительным, если
. Технологический процесс считается удовлетворительным, если  .
.
Date: 2016-05-18; view: 647; Нарушение авторских прав