Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сварные соединения
|
|
Сварные соединения - это неразъёмные соединения, основанные на использовании сил молекулярного сцепления и получаемые путём местного нагрева деталей до расплавленного состояния (электродуговая, электрошлаковая сварка), или до тестообразного состояния с применением механического усилия сжатия (контактная сварка).
Преимущества сварного соединения:
- увеличение качества и прочности, так как сварные швы создают плотные и герметичные соединения;
- снижение трудоёмкости изготовления сварного соединения (нет необходимости выполнять предварительные операции, например, сверление под заклёпки);
- снижение массы сварного соединения, так как можно выполнять сварку «встык», без применения вспомогательных накладок;
- невысокая стоимость соединения благодаря малой трудоёмкости изготовления сварного шва, невысокой стоимости оборудования, возможности автоматизации процесса сварки.
Недостатки сварного соединения:
- коробление деталей в процессе сварки вследствие неравномерного нагрева;
- недостаточная надёжность при значительных вибрационных и ударных нагрузках;
- наличие внутренних дефектов в сварном шве (непровары, трещины, шлаковые включения) и трудоёмкость контроля качества сварного шва.
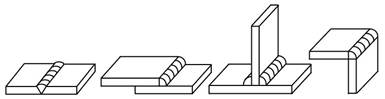
а) б) в) г)
Рис. 82. Типы сварных соединений:
а) - стыковое; б) - нахлёсточное; в) - тавровое; г) - угловое
В зависимости от взаимного расположения соединяемых деталей применяют следующие типы сварных соединений:
- стыковые соединения (рис. 82, а) - это соединения двух элементов (деталей), примыкающих друг к другу торцевыми поверхностями. Соединения «встык» наиболее просты и надёжны в сравнении с другими сварными соединениями, имеют наименьшую концентрацию напряжений при передаче усилий, экономичны и удобны для контроля;
- нахлёсточные соединения (рис. 82, б) просты, но менее экономичны по расходу металла и вызывают резкую концентрацию напряжений, поэтому их редко используют при переменных и динамических нагрузках, а также при низких температурах. Эти соединения широко применяют для сварки листовых конструкций небольшой толщины (2 … 5 мм), в решётчатых и других видах конструкций;
- тавровые соединения (рис. 82, в) - это сварные соединения, в которых торец одного элемента приваривается к поверхности другого. Применяют для сварки деталей толщиной до 3 мм для установки рёбер жёсткости, косынок и т. п.;
- угловые соединения (рис. 82, г) применяют для изготовления тары из листового железа, ограждений и т. п. Эти соединения передают малые нагрузки и поэтому не рассчитываются на прочность.
Стыковые швы выполняют так называемыми «стыковыми» швами, а остальные - «угловыми».
Расчёт сварных соединений выполняют по нормальным напряжениям растяжения (сжатия) или по касательным напряжениям сдвига в зависимости от типа шва (стыковой или угловой) для стыковых и нахлёсточных соединений.
Расчёт стыковых швов производят по нормальным напряжениям растяжения σр (сжатия σсж) по площади S, вызванных осевой силой F (рис. 83). Условие прочности:
 , (10.1)
, (10.1)
где s - толщина шва (принимается равной толщине детали);
l ш - длина шва;
 - допускаемое напряжение для сварного шва.
- допускаемое напряжение для сварного шва.

Рис. 83. Схема к расчёту стыковых сварных соединений
Целью проектировочного расчёта является определение длины шва:
 . (10.2)
. (10.2)
Расчёт угловых швов производят на примере наиболее распространённого нахлёсточного соединения (рис. 84). Расчёт производят по касательным напряжениям сдвига в опасном сечении n - n, совпадающему с биссектрисой прямого угла. Основными характеристиками углового шва являются катет K и высота шва h. Расчётная высота опасного сечения:
- для ручной сварки h = K cos 45° ≈ 0,7 K;
- для автоматической сварки h = K.
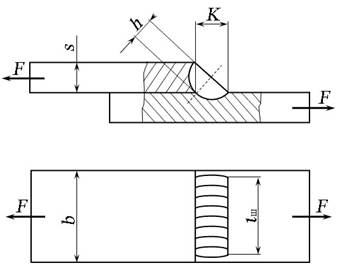
Рис. 84. Схема к расчёту углового шва
Условие прочности шва на срез:
 , (10.3)
, (10.3)
где τср и  - расчётное и допускаемое напряжения среза для шва;
- расчётное и допускаемое напряжения среза для шва;
l ш - длина шва.
Проектировочный расчёт заключается в определении длины шва:
 . (10.4)
. (10.4)
Основные условные обозначения швов сварных соединений, проставляемые на чертежах и других технических документах, приводят в соответствии с ГОСТ 2.312 - 72. При этом указывают:
- буквенное обозначение вида сварки;
- условный графический знак типа шва;
- размер шва в сечении;
- длину участка шва.
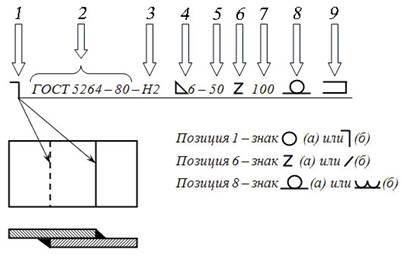
Рис. 85. Структурная схема обозначения сварного шва
Структура условного обозначения стандартного сварного шва, приведенная на рис. 85, включает следующие позиции:
1 - место для вспомогательного знака, (а) - шов, выполняемый по замкнутой линии, (б) - монтажный шов (шов выполняется при монтаже изделия);
2 - обозначение стандарта на тип и конструктивные элементы шва;
3 - буквенно - цифровое обозначение шва по этому стандарту (цифра обозначает конструктивные особенности шва - без скоса или со скосом кромок, односторонний или двухсторонний), С - стыковое, Н - нахлёсточное, Т - тавровое, У - угловое;
4 - знак катета и размер катета в мм;
5 - размер длины провариваемого участка (указывается только для прерывистого шва), мм;
6 - знак, обозначающий шахматное (а) или цепное (б) расположение прерывистых швов;
7 - размер шага, мм;
8 - знак, обозначающий, что усилие шва снять или обработать наплывы и неровности шва с плавным переходом к основному металлу;
9 - место под вспомогательный знак для швов по незамкнутой линии (применяют, когда отсутствует знак для швов по замкнутой линии).
10.2. Заклёпочные соединения
Заклёпочное соединение является неразъёмным и образовано расклёпыванием стержня заклёпки, вставленной в отверстие соединяемых деталей (рис. 86). При расклёпывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклёпки заполняет зазор в отверстии. Заклёпки стягивают соединяемые детали, в результате чего продольная нагрузка воспринимается стержнем заклёпки, и частично компенсируется трением соединяемых деталей.

Рис. 86. Простейшее заклёпочное соединение:
1 - обжимка; 2 - замыкающая головка; 3 - стержень; 4 - закладная головка; 5 - поддержка; d ст - диаметр стержня; d отв - диаметр отверстия; l 0 - длина выступающего конца заклёпки
Клёпку производят вручную или машинным способом (пневматическими молотками, прессами). Стальные заклёпки малого диаметра (до 8 … 10 мм) и заклёпки из цветного материала устанавливают без их предварительного нагрева (холодная клёпка). Стальные заклёпки диаметром свыше 10 мм перед установкой предварительно нагревают (горячая клёпка). В зависимости от конструкции соединения применяют различные типы заклёпок (рис. 87), геометрические параметры которых стандартизированы.

а) б) в)
Рис. 87. Основные типы заклёпок:
а) - заклёпки со сплошным стержнем; б) - заклёпки полупустотелые;
в) - заклёпки пустотелые
Заклёпочные соединения применяют:
- в конструкциях, воспринимающих значительные вибрационные и ударные нагрузки при высоких требованиях к надёжности соединения;
- при изготовлении конструкций из деталей, материал которых плохо сваривается (дюралюминий) или не сваривается (текстолит);
- в соединениях деталей, где применение сварки недопустимо вследствие коробления деталей при нагреве.
Заклёпочные соединения широко применяют в машиностроении, например, для крепления венцов зубчатых колёс к ступицам, лопаток в турбинах, для соединения деталей рам и колёс автомобилей, крепления накладок дисков сцепления, и т. д. Основными материалами заклёпок являются малоуглеродистые стали, цветные металлы и их сплавы. К материалу заклёпки предъявляют следующие требования:
- высокая пластичность для облегчения процесса клёпки;
- одинаковый с материалом деталей коэффициент температурного расширения для исключения дополнительных температурных напряжений в соединении при колебаниях температуры;
- однородность с материалом соединяемых деталей для предотвращения появления гальванических токов, быстро разрушающих соединение (как правило, для соединения стальных деталей применяют стальные заклёпки, для дюралюминиевых - алюминиевые, для медных - медные).
Преимуществами применения заклёпок являются стабильность соединения и контролируемость качества, недостатками - высокая стоимость и повышенный расход металла. Основными типами заклёпочных соединений являются соединение внахлёст (рис. 88, а), с одной или двумя накладками (рис. 88, б). Соединения внахлёст и с одной накладкой являются односрезными, с двумя накладками - двухсрезные. По числу рядов заклёпок соединения бывают одно- и многорядные.
Основными геометрическими параметрами заклёпочного соединения являются диаметр стержня d ст, шаг р и расстояние е от оси заклёпки до края листа.
Диаметр d ст выбирают в зависимости от толщины соединяемых деталей:
- для односрезных силовых соединений d ст = (1,8 … 2) s;
- для двухсрезных силовых соединений d ст = (1,2 … 1,8) s.
Шаг р в односрезном заклёпочном соединении принимают р = 3 d ст, в двухсрезном - р = 3,5 d ст, в двухрядном соединении р = (4 … 5) d ст. Расстояние е от оси заклёпки до края листа принимают равным е = (1,5 … 2) d ст.
Разрушение заклёпочных соединений вызывается обрывом замыкающей или закладной головки, с разрушением стержней, смятием стенок стержней и отверстий, а также разрушением соединяемых листов, ослабленных отверстиями. Следовательно, основными критериями работоспособности являются прочность заклёпок и листов соединения.


а) б)
Рис. 88. Расчётные схемы:
а) - односрезного (нахлёсточного); б) - двухсрезного (с двумя накладками) заклёпочного соединения; 1, 2 - соединяемые детали; 3, 4 - верхняя и
нижняя накладки соответственно
Основной нагрузкой для заклёпочных соединений являются продольные силы F, стремящиеся сдвинуть соединяемые детали относительно друг друга (рис. 88). Сила F вызывает напряжения среза τср и напряжения смятия σсм в теле заклёпки. При расчёте заклёпочного соединения принимают следующие допущения:
- нагрузка равномерно распределена между всеми заклёпками;
- силу трения, возникающую между соединяемыми деталями, при расчёте не учитывают.
В этом случае условие прочности заклёпок на срез:
 ,
,  , (10.5)
, (10.5)
где z - число заклёпок шва;
S ср - площадь среза;
i - число плоскостей среза;
 - допускаемое напряжение заклёпки на срез.
- допускаемое напряжение заклёпки на срез.
Условие прочности заклёпок на смятие:
 ,
,  , (10.6)
, (10.6)
где S см - площадь смятия (определяют как площадь прямоугольника со сторонами smin и d ст);
smin - наименьшая толщина соединяемых деталей;
 - допускаемое напряжение заклёпки на смятие.
- допускаемое напряжение заклёпки на смятие.
Условие равновесия внутренних и внешних сил, отнесённых к одной заклёпке без учёта сил трения между соединяемыми деталями, может быть записано в виде:
 , откуда
, откуда  , (10.7)
, (10.7)
 ,
,  , (10.8)
, (10.8)
 , (10.9)
, (10.9)
где F 1 - внешняя нагрузка, приложенная к одной заклёпке.
При центрально действующей нагрузке F необходимое число заклёпок в нахлёсточном соединении:
 . (10.10)
. (10.10)
В стыковых соединениях с использованием одной или двух накладок число заклёпок увеличивается вдвое.
В условном обозначении заклёпки указывают диаметр и длину стержня, материал, покрытие и соответствующий ГОСТ, например:
Заклёпка 8  20.01 ГОСТ 14797 – 85
20.01 ГОСТ 14797 – 85
(заклёпка с полукруглой головкой, диаметр стержня d ст = 8 мм, длина стержня l = 20 мм, материал группы 01 (сталь 10), без покрытия).
Date: 2016-02-19; view: 1786; Нарушение авторских прав