Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Лекція 6. Основні відомості про процеси лазерної та променевої обробки
|
|
У технологічних цілях для вирішення таких завдань, як прошивка отворів, розрізання металів, зварювання, поверхневе зміцнення деталей, динамічне балансування тіл обертання і ін. починає широко застосовуватися обробка променем лазера.
Лазерна обробка заснована на застосуванні могутнього світлового потоку, що викликає плавлення або випаровування оброблюваного матеріалу. При цьому процес взаємодії лазерного випромінювання з оброблюваним матеріалом розділяється на наступні основні стадії: поглинання світла з подальшою передачею енергії тепловим коливанням решіток твердого тіла; нагрівання матеріалу без руйнування, включаючи і плавлення; руйнування матеріалу шляхом випаровування і викиду його розплавленої частини; охолодження після закінчення дії. Нагрівання і плавлення використовується при термообробці і зварюванні різних матеріалів, а на випаровуванні і викиді розплавленої частини засновані операції розмірної обробки (свердління, різання і ін.).
Можливість отримання високої щільності світлового потоку обумовлена малим розходженням лазерного випромінювання (що є наслідком його високої просторової когерентності), завдяки чому лазерний промінь легко можна направити в задану область простору за допомогою системи дзеркал, призм або світловодів і сконцентрувати велику частину його енергії в малій області оброблюваного матеріалу за допомогою фокусуючої оптичної системи.
Можливість гострого фокусування лазерного випромінювання в значній мірі визначається його високою монохроматичністю (вузьким спектральним інтервалом). Випромінювання немонохроматичного джерела (наприклад, Сонця) неможливо сфокусувати на майданчик діаметром в 1 мкм із-за явища хроматичної аберації - властивості оптичних систем фокусувати світло різної довжини хвилі в різні крапки. Звідси, щільність такого випромінювання не перевищує 2,5*103 Вт/см2, що достатньо тільки для плавлення деяких тугоплавких металів. Лише джерело монохроматичного світла дозволяє сфокусувати світлове випромінювання на майданчику, лінійні розміри якого в порівнянні з довжиною хвилі фокусованого випромінювання забезпечують щільність світлового потоку до 1014 Вт/см2, що дозволяє плавити і випаровувати будь-які матеріали незалежно від їх фізико-механічних характеристик.
У основі принципу дії лазера[1] лежить явище вимушеного (або індукованого) випромінювання для генерації когерентних електромагнітних коливань в оптичному діапазоні спектру.
Як відомо, разом із спонтанним випромінюванням збудженого атома (атоми випромінюють світло незалежно один від одного) існує вимушене (або індуковане) випромінювання: атоми випромінюють під дією зовнішнього швидкозмінного електромагнітного поля, наприклад, світла, при цьому атом випромінює вторинну хвилю, у якої частота, поляризація, напрям розповсюдження і фаза повністю співпадають з характеристиками зовнішньої хвилі, що діє на атом.
Саме ця особливість вимушеного випромінювання дозволяє використовувати його для посилення електромагнітних хвиль і для створення генераторів когерентного світла. Щоб здійснити це практично необхідно виконати такі умови:
1. Потрібна робоча речовина з інверсною населеністю. Стан речовини, в якій число атомів на одному з рівнів з вищою енергією більше числа атомів на рівні з меншою енергією називається активним або станом з інверсною населеністю.
2. Друга проблема - проблема зворотного зв'язку. Для того, щоб світло управляло випромінюванням атомів, необхідно, щоб частина випромінюваної світлової енергії весь час залишалася усередині робочої речовини, викликаючи вимушене випромінювання світла все новими і новими атомами. У простому випадку робоча речовина поміщається між двома дзеркалами, одне з яких напівпрозоре. Випущена в якому-небудь місці в результаті спонтанного переходу атома світлова хвиля посилюється за рахунок вимушеного випускання при розповсюдженні її через робочу речовину. Дійшовши до напівпрозорого дзеркала, світло, частково пройде через нього. Ця частина світлової енергії випромінюється лазером ззовні і може бути використана. Частина світла, що відбилося від напівпрозорого дзеркала, дасть початок новій лавині фотонів.
3. Посилення, що дається робочою речовиною, а значить, числа збуджених атомів або молекул в робочій речовині повинне бути більше порогового значення, залежного від коефіцієнта відзеркалення напівпрозорого дзеркала. Тобто посилення на подвійній відстані між дзеркалами повинне бути таким, щоб на напівпрозоре дзеркало поверталася кожного разу світлова енергія, не менша, ніж в попередній раз. Інакше наступить процес ослаблення випромінювання, який приведе до загасання світлового потоку. Тому, чим менше коефіцієнт віддзеркалення напівпрозорого дзеркала, тим великим пороговим посиленням повинна володіти робоча речовина.
При виконанні цих трьох умов ми отримуємо систему, здатну генерувати когерентне світло, і звану лазером або оптичним квантом генератором (ОКГ).
Характеристики ОКГ в значній мірі визначаються агрегатним станом активної речовини. За цією ознакою розрізняють твердотільні, газові і рідинні ОКГ. У окрему групу виділяють напівпровідникові ОКГ, хоча використовувані в квантовій електроніці напівпровідники є твердими тілами. Пояснюється це тим, що характер генерації в напівпровідниках істотно відрізняється від генерації в звичайних твердотільних ОКГ. У свою чергу, кожна з груп може бути підрозділена на дрібніші підгрупи. Наприклад, в газових ОКГ можуть бути використані енергетичні рівні молекул, атомів або іонів. У зв'язку з цим газові лазери підрозділяються на молекулярні, атомарні і іонні.
Будь-який ОКГ включає з себе пристрій (систему накачування), в якому використовується яке-небудь фізичне явище, що дозволяє здійснювати інверсію необхідної величини. Розрізняють оптичне накачування - при опромінюванні робочої речовини світлом певної частоти - і електричну - при проходженні струму через робочу речовину. Останнім часом велика увага приділяється хімічному накачуванню, коли інверсія виникає при тій або іншій хімічній реакції. У деяких типах лазерів, наприклад, газових, можна зустріти ОКГ з оптичною і електричною, так і з хімічним накачуванням. Напівпровідникові ОКГ можуть мати електричне або оптичне накачування. У твердотільних ОКГ електричне накачування не здійснюється, оскільки використовувані тверді тіла для ОКГ є діелектриками.
Зі всіх представлених квантових генераторів енергетичні параметри рідинних і напівпровідникових ОКГ в даний час не досягли рівня, що забезпечує ефективне застосування їх в технологічних цілях.
Першими для обробки матеріалів стали використовувати твердотільні лазери на рубіні і склі з неодимом. Принцип дії, параметри і можливість цих генераторів приблизно однакові. Останнім часом розроблений перспективний лазер на ітрію - алюмінієвому гранаті (ІАГ) з домішкою неодима, який в даний час дає рекордну для твердотільних ОКГ потужність випромінювання, рівну 1,1 кВт при роботі в безперервному режимі.
Порівняно недавно почали застосовувати газові лазери (активні середовища: He-Ne; N2; Ar; He-Cd; CO2-N2-H2 і ін.), їх ККД на порядок вище твердотільних і складає 10-25 %.
Більшість ОКГ (твердотільних і газових) можуть працювати як в безперервному, так і імпульсному режимі. Проте перший характерний для газових ОКГ, другий - для твердотільних.
Принцип дії ОКГ розглянутий на прикладі твердотільного лазера (див. рис.13).
Створення інверсії населеності в твердотільних лазерах проводиться оптичним накачуванням за допомогою ламп-спалахів (в), світловий потік яких поглинається робочою речовиною (а), порушуючи його.
Живлення лампи-спалаху здійснюється від джерела (2). Для кращої концентрації світлового потоку на елементі застосовується рефлектор (г). Значна частина енергії (до 50 %), поглиненої активним елементом, витрачається на його нагрів, погіршуючий роботу лазера. Щоб виключити це, застосовують систему охолоджування (3). Промінь світла, що випускається активним елементом, посилюється за рахунок багатократного віддзеркалення від глухого дзеркала (б) і вихідного напівпрозорого дзеркала (б) і виходить з оптичного резонатора у вигляді вузьконаправленого світлового променя (д) з малим кутом розхідності, який за допомогою оптичної системи (4) можна сфокусувати в крапку, лінію, групу паралельних ліній, коло і т.д.
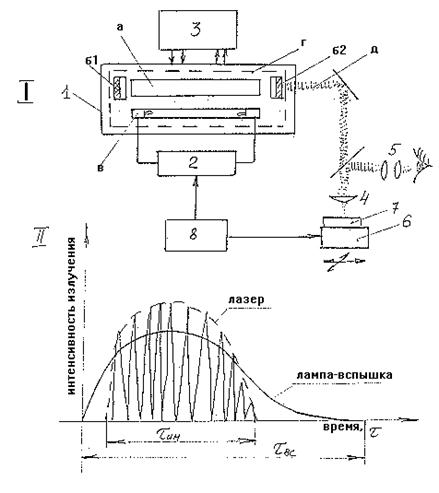
Рис. 13. Схема ОКГ на твердому тілі (1) і структура імпульсу випромінювання(2):
1- лазерна головка (а- активний елемент, б1, б2- глухе і напівпрозоре дзеркала резонатора, в- лампа накачування, г- рефлектор, д- лазерний промінь), 2- джерела живлення лампи накачування, 3- блок охолоджування, 4- оптична система, 5- наглядова система, 6- робочий стіл, 7- заготовки, 8- блок управління
Діапазон довжин хвиль, що генеруються різними типами лазерів, вельми широкий і складає приблизно від 0,1-70 мкм. Для технологічних цілей зазвичай використовують ОКГ, у яких довжина хвиль (λ) знаходиться в межах 0,4-10,6 мкм. Діаметр променю на виході ОКГ (без системи 4) визначається розмірами активного елементу і залежить в основному від енергії накачування WH. Не дивлячись на те, що лазерний промінь високо когерентний, він має певну кутову расходимость (Θ), яка визначається як:
 ,
,
де dл - діаметр променю в місці його виходу з резонатора. Практично із-за дифракційних явищ величина Θ на 1-2 порядки більше розрахункової і складає одиницю або декілька десятків кутових хвилин.
Тривалість імпульсу τім визначається тривалістю імпульсного розряду ламп накачування, оптичними властивостями активного елементу, властивостями резонатора і температурним режимом. У твердотільних ОКГ τім =0,1-5 мкс., при цьому впродовж всього імпульсу генерація відбувається окремими пучками, послідовність яких, як правило, нерегулярна, а тривалість інтервалу між пучками складає 0,1-0,5 мкс протягом основного часу генерації і можуть збільшуватися до десятків і сотень мікросекунд в кінці світлового імпульсу (див. рис. 10). Середня потужність імпульсного випромінювання твердотільних ОКГ лежить в діапазоні від одиниць до сотень кіловат. Потужність газових лазерів на нейтральних атомах складає мілівати, а у молекулярних від одиниць ватів до сотень ватів. Останнім часом розроблені СО2 - лазери з швидким поперечним прокачуванням газу, циркулюючого в замкнутому об'ємі. Як випливає із зарубіжних джерел, при порівняно невеликих габаритах на них вдається отримати рівні потужності 6-10 кВт у безперервному режимі генерації.
Вихідна енергія твердотільних лазерів знаходиться в межах від доль джоуля до тисяч джоулів, а ККД їх не більше 1-2 %.
Середня щільність потоку енергії в поперечному перетині променя при використанні фокусуючих оптичних систем, як вже наголошувалося, може досягати 10 Вт/см, зварювання і різання тонких плівок здійснюється при щільності менше 10 Вт/см, а розмірна обробка матеріалів значної товщини при щільності потоку більше 107-108 Вт/см і тривалість імпульсу менше 1,5 мс.
Електропроменева обробка. Метод заснований на перетворенні кінетичної енергії пучка електронів в – теплову. Висока щільність енергії, сфокусованого електронного променя, дозволяє обробляти заготовки за рахунок нагріву, розплавлення і випаровування матеріалу з вузьколокальної ділянки (рис.14).
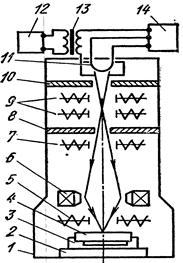
Рис. 14. Схема електронно-променевої установки
У вакуумній камері 1 установки, вольфрамовий катод 11, який живиться від джерела напруження 14, забезпечує емісію вільних електронів. Електрони формуються в пучок спеціальним електродом і під дією електричного поля, що створюється високою різницею потенціалів між катодом 11 і анодом 10, прискорюються у вертикальному напрямі. Потім промінь електронів проходить через систему юстирування 9, діафрагму 8, коректор зображення 7 і систему магнітних лінз 6, які остаточно формують потік електронів в промінь малого діаметру і фокусують його на поверхні заготовки 4. Промінь, по поверхні заготовки, переміщається відхиляючою системою 5. Роботу установки, в імпульсному режимі, забезпечує імпульсний генератор 12, у поєднанні з імпульсним трансформатором 13. Обробку ведуть у вакуумі, близько 10-6 мм рт. ст. У зоні обробки температура досягає 6000 °С, а на відстані 1 мкм від кромки променя – не перевищує Т= 300°С. Тривалість імпульсів і інтервали між ними підбираються виходячи з того, щоб за один цикл встиг нагрітися і випаруватися метал тільки під променем, а теплота не встигла розповсюдиться на всю заготовку. Тривалість імпульсу складає 10-4–10-6 с, а частота імпульсів 50-5000 Гц. Діаметр сфокусованого електронного променя складає декілька мкм.
Електронно-променевим методом обробляють отвори діаметром від 1 до 10 мкм, прорізання пазів, розрізання заготовок, виготовлення тонких плівок і стінок з фольги і т.д. Обробляють важко оброблювані метали і сплави - (тантал, вольфрам, цирконій, корозійностійкі сталі), а також неметалічні матеріали (рубіни, кераміку, кварц і т.д.).
Переваги електронно-променевої обробки – можливість створення локальної концентрації високої енергії, широке регулювання і управління тепловими процесами, обробка будь-яких матеріалів, підвищена чистота середовища, що дозволяє обробляти активні, які легко окислюються матеріали, відсутність інструменту, обробка важкодосяжних місць заготовок, відсутній тиск на оброблювану поверхню. Недоліки – відносна складність і громіздкість устаткування.
Світлопроменева обробка (лазерна) – метод заснований на тепловій дії світлового променя, високій енергії, на поверхню оброблюваної заготовки. Джерелом світлового випромінювання є лазер – оптичний квантовий генератор (ОКГ). Робота ОКГ заснована на принципі генерування світлового випромінювання, що стимулює. Лазерну обробку застосовують для прошивки крізних і глухих отворів, розрізання заготовок на частини, вирізування заготовок з листового матеріалу, прорізання пазів і т.д. Світлопроменевим методом можна обробляти будь-які матеріали. Наприклад, в алмазі обробляють отвори діаметром 0,5мм, протягом доль секунди, а алмаз, масою в 2 карати, розрізають навпіл менш ніж за 1с. Світлопроменева обробка має переваги, перед електронно-променевою обробкою, – не потрібно створювати вакуум, при якому значно ускладнюється управління процесом, немає рентгенівського випромінювання, конструкція лазерних установок значно простіше конструкції електронних гармат. До недоліків відноситься: відсутність надійних способів управління рухом променю, необхідність переміщення заготовки, недостатня потужність випромінювання, при значній потужності імпульсної лампи, низький ККД рубінових ОКГ, перегрів рубінового стрижня і важкості його охолоджування, порівняно невисока точність обробки.
Date: 2015-05-09; view: 878; Нарушение авторских прав