Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Лекція 5. Технологічні процеси електро-імпульсної та електро-контактної обробки
|
|
Електро-імпульсна обробка – заснована на тому, що полярний ефект, при імпульсах малої і середньої тривалості, приводить до підвищення ерозії анода, що використовується при електро-іскровій обробці. При імпульсах великої тривалості значно швидше руйнується катод. Тому, при електроімпульсній обробці, застосовують зворотну полярність включення електродів і обробляють при дії уніполярних імпульсів, що створюються електромашинним або електронним генератором (рис.11). Тривалість імпульсів складає 500-10000мкс. При електроімпульсній обробці інструменти – електроди зношуються значно менше, ніж при електроіскровій обробці. Великі потужності імпульсів забезпечують високу продуктивність процесу.
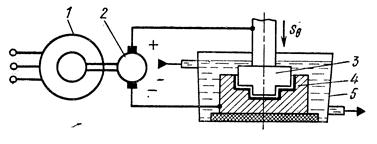
Рис. 11. Схема електроімпульсної обробки:
1 – електродвигун; 2 – імпульсний генератор постійного струму; 3 – інструмент-електрод; 4 – заготівка-електрод; 5 – ванна
Цим методом заздалегідь обробляють деталі штампів, турбінних лопаток, фасонних отворів в твердих, корозійностійких і жароміцних сплавах. Точність розмірів і шорсткість оброблених поверхонь залежать від режиму обробки. Знімання металу в одиницю часу в 8-10 разів вище, ніж при електроіскровій обробці.
Електроконтактна обробка – метод заснований на локальному нагріві заготовки, в місці її контакту з інструментом – електродом, і видаленні розм'якшеного, або навіть розплавленого металу із зони обробки, механічним способом за рахунок відносного руху заготовки і інструменту (рис.12).
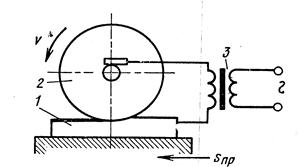
Рис. 12. Схема електроконтактної обробки плоскої поверхні:
1 – оброблювана заготівка; 2 – інструмент-електрод; 3 – трансформатор
Джерелом утворення теплоти в зоні обробки є імпульсні дугові розряди.
Інструментом – електродом є чавунний або мідний диск, що має обертальний рух. Обробка ведеться при використанні постійного або змінного струму напругою 10-40 В. В процесі обробки диск охолоджується.
Метод не забезпечує високої точності і низької шорсткості, але високопродуктивний внаслідок використання великих електричних потужностей. Застосовують при точінні, свердлінні і інших заготовчих операціях: розрізанні злитків, обдиранні складних фасонних і плоских поверхонь, очищенні деталей від окалини.
Date: 2015-05-09; view: 832; Нарушение авторских прав