Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Лекція 4. Технологічні процеси електро-іскрової та високочастотної обробки
|
|
Електро-іскрова обробка – заснована на використанні імпульсного іскрового розряду, між двома електродами, один з яких є оброблюваною заготівкою (анод) (+), а інший – інструментом (катод) (-) (рис.8).
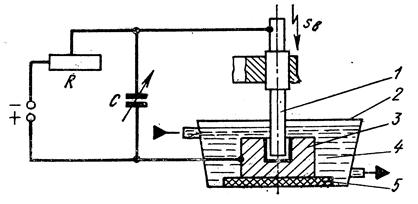
Рис.8. Схема електроіскрового верстата:
1 – електрод-інструмент; 2 – ванна; 3 – заготівка-електрод; 4 - діелектрична рідина; 5 - ізолятор
Залежно від енергії, що реалізовується в імпульсі, режим обробки ділять на: жорсткий і середній, для попередньої обробки і м'який або особливо м'який, для остаточної обробної обробки.
При обробці заготовок на м'яких режимах досягають розмірів з точністю до 0,002мм при шорсткості Ra= 0,4-0,1мкм.
Заготовки обробляють у ваннах, заповнених діелектричною рідиною: гасом або рідкими мінеральними маслами. Рідина виключає нагрів електродів (інструменту і деталі), охолоджує продукти руйнування, зменшує величину бічних розрядів між заготівкою і інструментом, що підвищує точність обробки.
Інструменти – електроди виготовляють з латуні, міді, вуглецевографітових і інших елементів. Електроіскровим методом обробляють всі струмопровідні матеріали. Доцільніше обробляти тверді сплави, важкообробні метали і їх сплави, тантал, вольфрам, молібден і ін.
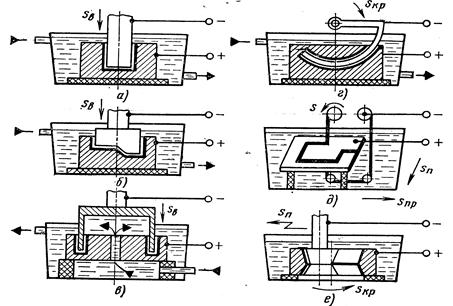
Рис. 9. Схеми електро-іскрової обробки:
а – прошивка отвору; б – обробка фасонної порожнини штампу; в – прошивка отвору за способом трепанації; г – прошивка отворів з криволінійною віссю; д – вирізування заготовки з листа; е – шліфування внутрішньої поверхні фільєри
Електроіскровим методом отримують (рис.9):
- наскрізні отвори будь-якої форми поперечного перетину (а);
- глухі отвори і порожнини (б);
- фасонні поверхні і порожнини за способом трепанації (в);
- отвори з криволінійними осями (г);
- вирізують заготовки з листа при використанні дротяного або стрічкового інструменту – електроду (д);
- виконують плоске, кругле і внутрішнє шліфування (е);
- розрізають заготовки, клеймлять і т.д.
Електро-іскрову обробку застосовують для виготовлення штампів, прес-форм, ріжучого інструменту, деталей паливної апаратури двигунів внутрішнього згорання, сіток, сит, нарізування різьб і т.д.
До переваг методу відноситься: простота обробки і не складність устаткування. Проте метод має порівняно низьку продуктивність, крім того, швидко руйнується інструмент – електрод.
Високочастотна обробка електродуги застосовується для підвищення точності і зменшення шорсткості оброблюваних поверхонь заготовок, при електроерозійній обробці. Метод заснований на використанні електричних імпульсів малої енергії при великій частоті 100-150кГц (рис.10).
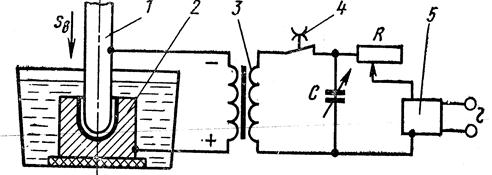
Рис. 10. Схема високочастотної електроіскрової обробки:
1 – інструмент-електрод; 2 – заготівка-електрод; 3 – імпульсний трансформатор; 4 – переривач струму; 5 – випрямляч
Продуктивність методу в 30-50 разів вища, ніж при електро-іскровій обробці, при значному збільшенні точності і зменшенні шорсткості. Знос інструменту незначний. Метод застосовується для обробки деталей з твердого сплаву, оскільки він виключає структурні зміни і мікротріщини в поверхневому шарі матеріалу оброблюваної заготовки.
Date: 2015-05-09; view: 923; Нарушение авторских прав