Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Методы и принципы получения объёмных наноструктурных материалов для изделий общего машиностроения
|
|
Методы порошковой металлургии широко используются для получения нанопорошков и объемных наноматериалов. Для этого используют нанопорошки с размером частиц менее 100 нм, крупнозернистые порошки с нанокристаллической структурой, полученные методом механического легирования, или аморфные порошки, которые подвергают контролируемой кристаллизации в процессе консолидации.
К настоящему времени разработаны различные способы получения нанопорошков. Общим принципом получения нанопорошков различными методами является сочетание высокой скорости образования центров зарождения частиц с малой скоростью их роста. Технические и конструкционные решения по созданию необходимых для этого условий могут быть различными. Распределение частиц по размерам, их структура и свойства в значительной степени определяются условиями формирования частиц и, следовательно, зависят от методов их получения. Основные требования к методам получения нанопорошков заключаются в возможности контроля и управления параметрами процесса, узком распределении частиц по размерам, воспроизводимом получении порошков контролируемой дисперсности, химического и фазового состава.
Какой-либо один метод не может быть применен для получения всех классов нанопорошков. Например, для получения нанопорошков тугоплавких материалов более предпочтителен плазмохимический метод, а для получения нанопорошков чистых металлов — метод испарения — конденсации. Высокая стоимость получения нанопорошков, а следовательно, и материалов на их основе является основным сдерживающим фактором широкого их применения в промышленности. Поэтому для более широкого применения нанопорошков необходимо разрабатывать методы с относительно низкой себестоимостью их производства.
Для получения объемных наноматериалов из порошков в основном используют методы прессования при комнатной температуре с возможным последующим спеканием и спекание под давлением.
Многообразие методов консолидации, используемых в порошковой металлургии, обеспечивает достаточно широкие технологические возможности для получения высокоплотных и пористых материалов. На уплотнение дисперсных порошков значительное влияние оказывают такие параметры, как средний размер частиц, содержание примесей, состояние поверхности, форма частиц и способ прессования. Для прессования нанопорошков наиболее широко распространено одноосное прессование: статическое (в пресс-формах, штамповка), динамическое (магнитно-импульсное, взрывное) и вибрационное (ультразвуковое) прессование. Для получения высокоплотных однородных материалов используется всестороннее (изостатическое) прессование: гидростатическое, газостатическое, квазигидростатическое (в специальных пресс-формах под высоким давлением).
С уменьшением размера частиц давление прессования, необходимое для достижения заданной плотности компактов, увеличивается. При размере зерна меньше некоторого критического частицы становятся бездислокационными, соответственно, значительно возрастает давление, необходимое для их деформирования. Например, диаметр бездислокационных частиц железа и никеля равен, соответственно, 23 и 140нм.
Применение квазигидростатического прессования позволяет повысить плотность прессовок по сравнению с одноосным прессованием. С увеличением давления квазигидростатического прессования от 1 до 10 ГПа относительная плотность компактов железа возрастает примерно в 1,5 раза. Для никелевых порошков при давлении прессования 1 ГПа применение квазигидростатического прессования позволяет повысить плотность прессовок примерно в 1,2 раза. Метод магнитно-импульсного прессования позволяет также повысить плотность компактов по сравнению со статическим прессованием. Ультразвуковое компактирование позволяет повысить равномерность плотности прессовок. Перспективным представляется компактирование методами интенсивной деформации. Компактирование порошков меди со средним размером частиц 28 нм, полученных механическим размолом в шаровой мельнице, кручением под высоким давлением позволили получить образцы диаметром 20 мм и толщиной 0,5 мм, имеющие размер зерна 75 нм при пористости 2%.
С уменьшением размера частиц температура спекания порошков значительно уменьшается. Спекание нанопорошков без давления при сравнительно низких температурах не позволяет получить материал с малым размером зерна без пор. При высоких же температурах плотность образцов возрастает, но увеличивается размер зерна. Проблему в какой-то мере позволяет решить микроволновой нагрев с высокой скоростью, что позволяет увеличить усадку при спекании порошков, например на основе оксида алюминия, и снизить размер зерна спеченных компактов из диоксида титана.
Перспективным является метод контролируемого спекания, позволяющий получить наноструктуру при отсутствии пор. В случае контролируемого изотермического спекания отсутствие пористости прессовок из оксида иттрия достигается при росте зерна до 400 нм. Контролируемое двухступенчатое спекание с перегревом до 1250—1310°С и последующим спекании при 1150°С позволяет достичь размера зерна около 100 нм при отсутствии пористости в этих прессовках.
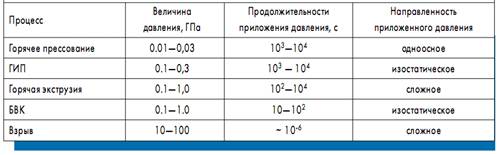
Преимущества приложения давления при уплотнении порошков известно со времени изобретения технологии горячего одноосного прессования. Разработка методов горячего изостатического прессования (ГИП) и горячей экструзии открыла путь для производства из порошков материалов и изделий с уникальными свойствами. Эти процессы, позволяющие получать беспористые микроструктуры при минимальных температурах с минимальными добавками активаторов спекания, хорошо описаны в литературе. Множество технологий псевдо-ГИП или изостатической ковки, которые характеризуются использованием негазовой средой, передающей давление от пуансона на заготовку. Вне зависимости от консолидируемого материала методы консолидации можно классифицировать по величине, продолжительности и виду напряженного состояния, которые обусловлены способом приложения давления.
Быстрое всестороннее компактирование — процесс квази-изостатической консолидации, используемый для уплотнения порошков. Метод предполагает использование ковочного пресса и закрытой пресс-формы для приложения давления к предварительно нагретой конструкции, называемой жидкой матрицей. В табл. 1 приведено пять различных процессов. Характеристики процесса быстрого всестороннего компактирования (БВК) или изостатической ковки быстрым всесторонним компактированием занимают среднее положение среди других процессов.
Таблица 1.
Процессы изостатической ковки можно разделить следующим образом:
■ вид среды, передающей давление,
и вид напряженного состояния,
■ способ нагрева, загрузки, среда и вид изделий,
■ метод приложения давления на среду,
■ метод передачи давления от среды
к изделию.
Процесс ГИП характеризуется необходимостью применения сложной аппаратуры. Характерной особенностью изостатической ковки является применение ковочного пресса, пуансона и пресс-формы со средой, передающей давление. В качестве среды, передающей давление, использовали стекло, металл и соли. При температуре прессования передающая среда размягчалась, становилась пластичной или вязко-пластичной, и при малых скоростях деформирования позволяла создавать практически изостатическое давление. После того как процесс уплотнения заканчивался, передающая среда удалялась механически, химическим растворением или выплавлением.
В качестве передающей среды целесообразно использовать смесь стеклянной крошки с огнеупорным литым керамическим порошком. Эта смесь стеклянных частиц, диспергированных в непрерывной керамической матрице, обладает тиксотропным поведением при температуре спекания. Изменение свойств используемой среды под давлением является основным для реализации процесса БВК.
Наиболее перспективным способом получения объемных наноматериалов является спекание нанопорошков под давлением. Для получения металлических наноматериалов предварительно прессуют заготовку с низкой плотностью (30—40%), затем ее нагревают до температуры восстановления оксидов с выдержкой до полного их восстановления и прикладывают давление прессования, необходимое для достижения плотности, близкой к теоретической. Например, с увеличением давления прессования нанопорошков железа до 400 МПа температура спекания, при которой отсутствует пористость, уменьшается от 700 до 350°С, размер зерна спеченных компактов при этом уменьшается от 1.2 мкм до 80 нм, т.е. больше, чем на порядок. На рис. 1 представлены образцы, полученные методом спекания под давлением.

Для получения массивных равно-плотных компактов с гомогенной зеренной структурой хорошо проявляют себя методы горячего изостатического прессования (ГИП) и газовой экструзии (ГЭ). При использовании метода ГИП следует учитывать, что высокая удельная поверхность нанопорошков приводит к их высокой газовой насыщенности. Поэтому перед компактированием порошки необходимо дегазировать.
Метод ГЭ, заключающийся в получении прессовки гидростатическим методом при комнатной температуре, предварительной ее термической обработке в среде водорода при низкой температуре и экструдировании при повышенной температуре, позволяет компактировать порошки при кратковременном температурном воздействии и достаточно больших давлениях. На рис. 2 представлены фотографии образцов никелевых компактов в виде проволоки диаметром 2 мм, полученных методом ГЭ. Развиваются также методы плазмоактивированного спекания под давлением.
Date: 2015-05-08; view: 1497; Нарушение авторских прав