Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Основные правила назначения углов резца
|
|
Главный задний угол a, затачивается для уменьшения трения задней поверхности резца о поверхность резания детали. При его увеличении уменьшается площадь контакта между этими поверхностями и соответственно силы трения. Однако увеличение a сверх определенных значений приводит к уменьшению угла заострения b, ослаблению режущего клина резца и, следовательно, к снижению его прочности. В свою очередь, уменьшение массивности режущего клина обусловливает возрастание температуры резания и соответственно снижение стойкости резца.
Таким образом, величина главного заднего угла должна одновременно удовлетворять двум противоречивым условиям. Рекомендуемые величины углов представлены в таблице 5.1.
Вспомогательный задней угол a1 назначается из тех же соображений и обычно равен углу a или на 1…2° меньше.
Таблица 5.1
Значения главного заднего угла резца
при различных видах обработки
| Вид обработки | Величина главных задних углов для резцов | |
| Из твердых сплавов | из быстрорежущих сталей | |
| Предварительное точение Чистовое точение Предварительное и чистовое растачивание | 6...8° 8...10° 10...12° | 8...10° 10...12° 12... 15° |
Главный передний угол g затачивается для облегчения срезания стружки. При его увеличении уменьшаются пластические деформации срезаемого слоя и силы резания, а также облегчается перемещение стружки по передней поверхности. С этой точки зрения передний угол желательно назначить близким к 45°. Однако, такое увеличение угла g вызывает уменьшение угла заострения b ослабление режущего клина резца и приводит к упомянутым выше последствиям.
В связи с этим передние углы, близкие к 45°, можно назначать лишь при обработке материалов с низкими прочностными свойствами. Для материалов с высокими прочностными свойствами назначаются набольшие величины передних углов. Рекомендуются следующие значения главных передних углов резцов, оснащенных пластинками твердого сплава (таблица 5.2):
Таблица 5.2
Значения главных передних углов резцов
с пластинками из твердого сплава
| Обрабатываемый материал | Величина главных передних углов g |
| Высокопрочные стали, твердая бронза | 0…5° |
| Конструкционные стали | 10…15° |
| Ковкий и серый чугун | 8…15° |
| Алюминиевые и магниевые сплавы, латунь, медные сплавы | 20…30° |
Примечание: для резцов из быстрорежущей стали углы увеличивают приблизительно на 5°.
Нетрудно видеть, что передний угол g > 0 приводит к ослаблению режущего клина резца. Поэтому в тех случаях, когда резец испытывает большие динамические нагрузки, необходимо повысить его прочность. Это достигается применением отрицательных передних углов (g < 0). В результате увеличивается массивность режущего клина и изменяется характер деформаций, которые он испытывает: изгиб заменяется сжатием. Поэтому в случае обдирочного точения с большими глубинами резания и динамическими нагрузками на резец передние углы назначают отрицательными в пределах -5…-15°.
Главный угол в плане j существенно влияет на стойкость резца и чистоту обработанной поверхности. При его увеличении снижается массивность режущего клина и ухудшаются условия теплопровода от главного лезвие. Поэтому с точки зрения стойкости угол j желательно назначать небольшим.
Однако этому обычно препятствует конфигурация деталей, которые чаще всего бывают ступенчатыми. Кроме того, при малых углах j повышаются силы Ру и усиливаются вибрации в системе станок-приспособление-инструмент-деталь (СПИД). Поэтому применение малых углов возможно лишь при точении деталей с одинаковым диаметром при жесткой системе СПИД. В обычных условиях главный угол в плане определяется конфигурацией деталей и равен 45°, 60° или 90°.
Вспомогательный угол в плане j1 оказывает такое же влияние на стойкость резца и чистоту поверхности, как и главный угол в плане j. Поскольку угол j назначают, в основном, исходя из стойкости резца и конфигурации детали, то можно считать, что j1 оказывает основное влияние на чистоту обработанной поверхности. Чем меньше угол j1, тем меньше высота неровностей микропрофиля обработанной поверхности. Рекомендуемые значения этого угла для черновых и чистовых резцов 10…15°. В тех случаях, когда необходимо получить более высокую чистоту поверхности, этот угол уменьшают до 3…5°, а в некоторых случаях затачивают вспомогательное лезвие длинной 3…5 мм с углом j1 = 0 (резец новатора производства В. Колесова).
Угол наклона главного лезвия l оказывает существенное влияние на направление схода стружки и на стойкость резца. Он может быть положительным, отрицательным или равным нулю (рисунок 5.6).
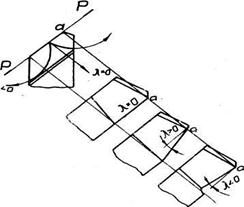
Рис. 5.6. Влияние угола наклона главного лезвия l на направление схода стружки
У резцов с положительным углом l стружка отклоняется в сторону обработанной поверхности. Эхо направление благоприятно в условиях предварительной обработки. У резцов с отрицательным углом стружка отклоняется в сторону обрабатываемой поверхности. Такое направление наиболее благоприятно при чистовой обработке, так как в этом случае обработанная поверхность предохраняется от царапанья.
При увеличении положительного значения l повышается прочность режущего клина и увеличиваются условия теплоотвода. Рекомендуемые значения углов приведены в таблице 5.3.
Значения углов наклона главного лезвия l
Таблица 5.3
| Величина угла l | Область применения | Направление схода стружки при точении резцом | |
| Правым проходом | Левым проходом | ||
| +5°…+150 | Предварительное точение | К задней бабке | К передней бабке |
| -2°…-100 | Чистовое точение | К передней бабке | К задней бабке |
При положительных углах g и отрицательных l происходит заострение режущего клина резца, позволяющее работать при весьма малых глубинах резания t =0,01…0,02 мм, что весьма важно при чистовой обработке.
Радиус при вершине резца r в = 0,1…0,5 мм. Выбирается согласно условиям обработки и качеству обработанной поверхности.
2.2. Метчики
Метчики предназначены для нарезания или калибрования резьбы в отверстиях. Различают метчики ручные, машинные, гаечные (для нарезания резьбы в гайках) и плашечные (для нарезания резьбы в плашках).
Ручные метчики поставляются в комплекте, состоящем из 2 или 3 метчиков; черновые метчики имеют заниженные размеры, а чистовой – размеры полного профиля резьбы. Гаечные метчики выполняют с коротким, длинным и изогнутым хвостовиками.
Рабочая часть метчика (рисунок 5.7) L состоит из заборной L 1 и калибрующей L 2 частей. Длина заборной (режущей) части ручных черновых метчиков 4 витка, ручных чистовых метчиков 1,5…2 витка. Длина заборной части машинных метчиков при нарезании сквозных отверстий 5-6 витков, а при нарезании глухих отверстий 2 витка. У гаечных метчиков длина заборной части 11…12 витков. Калибрующая часть L 2 служит для зачистки и калибрования резьбы и обеспечения правильного направления. Для уменьшения трения калибрующая часть имеет незначительный обратный конус. Хвостовая часть метчика L 3 представляет собой стержень; конец хвостовика L 4 у ручных (а иногда и машинных) метчиков имеет форму квадрата. Профиль канавки метчика оказывает влияние на процесс нарезания резьбы и должен способствовать отводу стружки. Широкое распространение получили метчики с тремя и пятью канавками.
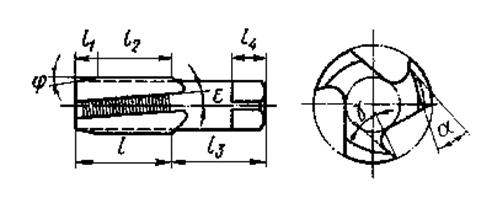
Рис.5.7. Метчик
Передний угол метчика g = 5…10° при обработке стали, g = 0…5° при обработке чугуна и g=10…25° при обработке цветных металлов и их сплавов. Задний угол метчика a =4…12°. Обычно метчики изготовляются с прямыми канавками, но в ряде случаев угол наклона канавки a = 8…15°, что улучшает условия отвода стружки.
Плашки
Плашкипредназначены для нарезания или калибрования наружных резьб за один проход (рисунок 5.8). Наиболее широко применяются плашки для нарезания резьб диаметром до 52 мм.
Рис. 5.8. Плашка
Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках делают 3…6 стружечных отверстий для отвода стружки. Толщина плашки 8…10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2…3 витка. Угол 2 E =40…60° при нарезании сквозной резьбы и 2 E =90° при нарезании резьбы до упора. Передний угол у стандартных плашек g = 15…20°. Задний угол a = 6…8° и выполняется только на заборной (режущей) части.
Сверла
Сверление является одним из распространенных методов предварительной обработки отверстий на токарных станках.
В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления, центровочные и др. Наибольшее распространение получили спиральные сверла (рисунок 5.9).
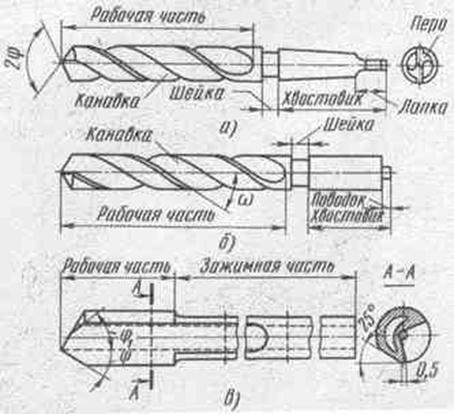
Рис. 5.9. Сверла: а – спиральное с коническим хвостовиком,
б – спиральное с цилиндрическим хвостовиком,
в – для глубокого сверления
Сверло имеет: две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла – узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании. Угол наклона винтовой канавки Е угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (Е =20…30°). Угол наклона поперечной режущей кромки (перемычки) Е – острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (50…55°). Угол режущей части (угол при вершине) 2 Е – угол между главными режущими кромками при вершине сверла (2 Е =118°). Передний угол g – угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол g является величиной переменной. Задний угол a – угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Задний угол сверла – величина переменная: a=8…14° на периферии сверла и a = 20…26° – ближе к центру сверла.
Элементы спирального сверла показаны рисунке 5.10:
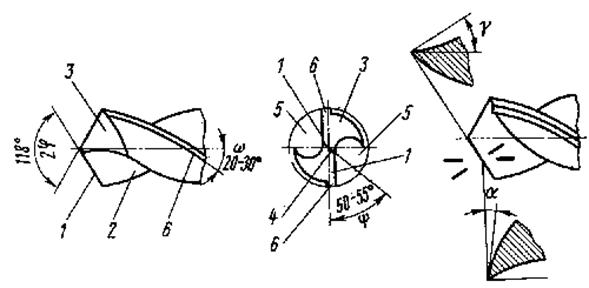
Рис. 5.10. Элементы спирального сверла:
1 – режущая кромка, 2 – передняя поверхность, 3 – задняя поверхность, 4 – поперечная кромка, 5 – канавка, 6 – ленточка
Зенкер
Зенкер – режущий инструмент для обработки отверстий (рисунок 5.11).
Зенкеры по конструктивным особенностям и способу закрепления делятся на хвостовые и насадные, цельные и сборные; они предназначены для окончательной обработки отверстий или предварительной обработки отверстий под последующее развертывание. Зенкеры с наружным диаметром до 32 мм изготовляются цельными и внешне напоминают спиральные сверла, но в отличие от последних имеют три винтовые канавки и, следовательно, три режущие кромки, что увеличивает их производительность. Режущая, или заборная, часть 1 (смотри рисунок) выполняет основную работу резания. Калибрующая часть 2 предназначена для калибрования отверстий и придания правильного направления зенкеру. Хвостовик 5 служит для закрепления зенкера в станке.
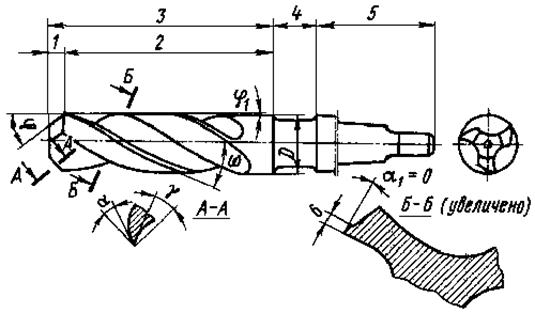
Рис. 5.11. Зенкеры
Главный угол в плане j для зенкеров из быстрорежущей стали равен 45…60°, а для зенкеров твердосплавных – 60…75°. У зенкеров из быстрорежущей стали передний угол 8…15° при обработке стальных деталей; 6…8° при обработке чугуна; 25…30° при обработке цветных металлов и их сплавов. У твердосплавного зенкера 5° при обработке чугуна и 0…5° при обработке стали (рисунок 12). Задний угол 8…10°; угол наклона винтовой канавки 10…25°. Для лучшего направления инструмента зубья зенкера имеют цилиндрическую фаску шириной 1,2…2,8 мм.
Date: 2015-05-08; view: 1676; Нарушение авторских прав