Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Механизм газораспределения
|
|
МЕХАНИЗМ ГАЗОРАСПРЕДЕЛЕНИЯ (рисунок 1.4.2-1) предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов. Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.
Механизм газораспределения – верхнеклапанный, с нижним расположением распределительного вала. Кулачки распределительного вала 24, в соответствии с фазами газораспределения, перемещают толкатели 23. Штанги 19 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 4 и 5, открывают клапаны 25. Закрываются клапаны под действием сил сжатых пружин.
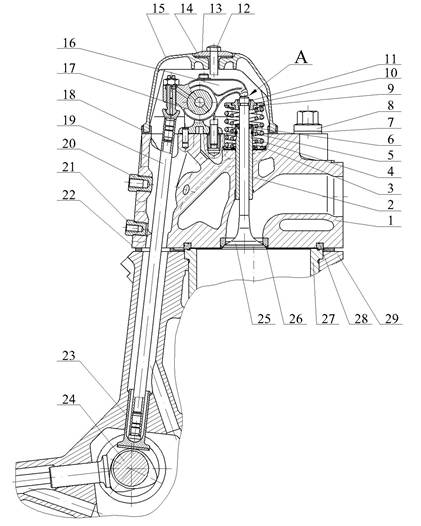 Рисунок 1.4.2-1 – Газораспределительный механизм:
Рисунок 1.4.2-1 – Газораспределительный механизм:
1 – головка цилиндра; 2 – втулка направляющая; 3 – шайба пружин клапана; 4, 5 – пружины клапана; 6 – манжета клапана;
7 – шайба; 8 – болт крепления головки; 9 – тарелка пружин;
10 – втулка тарелки пружин;
11 – сухарь клапана; 12 – болт крепления крышки; 13 – шайба;
14 – шайба виброизоляционная; 15 – крышка головки цилиндра; 16 – коромысло клапана; 17 – стойка коромысел; 18 – прокладка крышки; 19 – штанга;
20 – ввертыш крепления впускного коллектора; 21 – ввертыш крепления водяной трубы; 22 – прокладка уплотнительная; 23 – толкатель; 24 – распределительный вал; 25 – выпускной клапан; 26 – седло выпускное; 27 – гильза цилиндра; 28 – кольцо газового стыка; 29 – блок цилиндров; А – тепловой зазор
РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ 1 (рисунок 1.4.2-2) стальной, кулачки и опорные шейки подвергнуты термообработке токами высокой частоты; устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.
На хвостовик распределительного вала напрессована прямозубая шестерня 4. Привод распределительного вала осуществляется от шестерни коленчатого вала через блок промежуточных шестерен. Для обеспечения заданных фаз газораспределения, шестерни при сборке устанавливаются по меткам «0», «Е» и рискам, выбитым на их торцах (см. рисунок 1.4.1-2). Шестерни стальные, штампованные, термообработанные, с шлифованными зубьями. От осевого перемещения вал фиксируется корпусом 2 (рисунок 1.4.2-2) подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
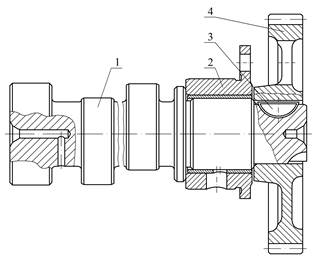
Рисунок 1.4.2-2 – Распределительный вал в сборе:
1 – распределительный вал; 2 – корпус подшипника; 3 – шпонка; 4 – шестерня распределительного вала
Маркировка распределительного вала 740.21-1006015 или 740.21-1006015-01 выполнена ударным способом на торце его носка.
УСТАНОВКА РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛОВ С ДРУГОЙ МАРКИРОВКОЙ НЕ ДОПУСКАЕТСЯ!
КЛАПАНЫ 25 (рисунок 1.4.2-1) из жаропрочной стали. Угол рабочей фаски клапанов – 90°. Диаметр тарелки впускного клапана – 51,6 мм, выпускного – 46,6 мм, высота подъема впускного клапана – 14,2 мм, выпускного – 13,7 мм. Геометрия тарелок впускных и выпускных клапанов обеспечивает соответствующие газодинамические параметры впуска-выпуска газов.
Клапаны перемещаются в направляющих втулках, изготовленных из металлокерамики. Для предотвращения попадания масла в цилиндры и снижения его расхода на "угар", на направляющие клапанов устанавливаются резиновые уплотнительные манжеты.
ТОЛКАТЕЛИ 23 (рисунок 1.4.2-1) тарельчатого типа с профилированной направляющей частью. Изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном. Толкатель подвергнут химико-термической обработке.
ШТАНГИ ТОЛКАТЕЛЕЙ 19 (рисунок 1.4.2-1) стальные, пустотелые, с запрессованными наконечниками.
КОРОМЫСЛА КЛАПАНОВ 16 (рисунок 1.4.2-1) стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большего плеча к меньшему составляет 1,51. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором.
СТОЙКА КОРОМЫСЕЛ 17 (рисунок 1.4.2-1) чугунная, ее цапфы подвергнуты термической обработке ТВЧ.
ПРУЖИНЫ КЛАПАНОВ 4 и 5 (рисунок 1.4.2-1) винтовые, устанавливаются по две на каждый клапан. Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины – 4,8 мм, внутренней – 3,5 мм. Предварительно устанавливаемое усилие пружин
355 Н, суммарное рабочее – 821 Н.
ГОЛОВКИ ЦИЛИНДРОВ 1 (рисунок 1.4.2-1) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава, для охлаждения имеют полость, сообщающуюся с полостью охлаждения блока цилиндров.
Каждая головка цилиндра устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров. Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса двигателя и токсичность отработавших газов.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Выпускные седла и клапаны профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Стык "головка цилиндра – гильза" (газовый стык) – беспрокладочный (рисунок 1.4.2-3). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца 3 и гильзы цилиндра 5. Свинцовистое покрытие на поверхности кольца газового стыка дополнительно повышает герметичность за счет компенсации микронеровностей уплотняемых поверхностей. Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка-заполнитель 4. Прокладка-заполнитель фиксируется на кольце газового стыка за счет обратного конуса и посадки ее с натягом по выступающему пояску. Применение прокладки-заполнителя снижает удельный расход топлива и дымность отработавших газов.
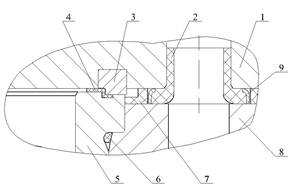
Рисунок 1.4.2-3 – Газовый стык:
1 – головка цилиндра; 2 – кольцо уплотнительное перепуска охлаждающей жидкости; 3 – кольцо газового стыка; 4 – прокладка-заполнитель; 5 – гильза цилиндра; 6 – кольцо уплотнительное; 7 – прокладка уплотнительная; 8 – блок цилиндров;
9 – экран
Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия отвода моторного масла и отверстия для прохода штанг уплотнены прокладкой головки цилиндра 7 из термостойкой резины. На прокладке дополнительно выполнены опорный бурт вокруг втулки подачи масла и канавка слива масла в штанговые отверстия.
Клапанный механизм закрыт алюминиевой крышкой 15 (рисунок 1.4.2-1). Для шумо-изоляции и уплотнения стыка крышка – головка цилиндра применены резиновая уплотнительная прокладка 18 и виброизоляционная шайба 14. Головки цилиндров двигателей с топливной аппаратурой типа «CR» отличаются гнездом под форсунку и с головками других двигателей КАМАЗ не взаимозаменяемы.
Маркировка головки цилиндра 740.90-1003014 отлита на боковой поверхности бобышки второго болта крепления головки (см. рисунок 1.4.2-4).
Date: 2015-05-05; view: 1589; Нарушение авторских прав