Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Блок цилиндров, кривошипно-шатунный механизм, отбор мощности
|
|
БЛОК ЦИЛИНДРОВ является основной корпусной деталью двигателя и представляет собой отливку из чугуна.
Блок цилиндров двигателя составляют два ряда полублоков под гильзы цилиндров, расположенных V-образно под углом 90° один к другому и представляющих одно целое с верхней частью картера.
Левый ряд расточек под гильзы смещен относительно правого вперед (к вентилятору) на 29,5 мм, что обусловлено установкой двух шатунов на каждую шатунную шейку коленчатого вала.
Каждая расточка имеет по два соосных цилиндрических пояса, выполненных в верхней и нижней частях полублоков, по которым центрируется гильза цилиндра, и выточку в верхнем поясе, образующую кольцевую площадку под бурт гильзы.
На нижнем поясе выполнены две канавки под уплотнительные кольца, которые предотвращают попадание охлаждающей жидкости из полости охлаждения блока в полость масляного картера двигателя.
Бобышки отверстий под болты крепления головок цилиндров выполнены в виде приливов к поперечным стенкам, образующим рубашку охлаждения, и равномерно распределены вокруг каждого цилиндра.
Поперечные перегородки в нижней части блока цилиндров заканчиваются толстостенными арками, образующими коренные опоры коленчатого вала, к обработанным площадкам которых крепятся крышки коренных подшипников.
Расточка блока цилиндров под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемы и устанавливаются в строго определенном положении. На каждой крышке нанесен порядковый номер опоры, нумерация которых начинается с переднего торца блока.
В картерной части развала блока цилиндров в виде бобышек выполнены направляющие толкателей клапанов. Ближе к заднему торцу, между четвертым и восьмым цилиндрами, для улучшения циркуляции охлаждающей жидкости, выполнена перепускная труба полости охлаждения. Одновременно она придает блоку еще и дополнительную жесткость. Параллельно оси расточек под подшипники коленчатого вала выполнены расточки под втулки распределительного вала. Ниже расточек под уплотнительные кольца гильз цилиндров прилиты бобышки под форсунки охлаждения поршней.
Блоки цилиндров двигателей, укомплектованных топливными системами типа «CR», отличаются установочными бобышками под ТНВД и не взаимозаменяемы с блоками других двигателей.
ГИЛЬЗЫ ЦИЛИНДРОВ (рисунок 1.4.1-1) "мокрого" типа, легкосъемные, имеют маркировку 740.51-1002021 или 740.70-1002021 на поверхности заходного конуса нижнего направляющего пояска или на нижнем торце. Гильзы с указанной маркировкой взаимозаменяемы.
Гильза цилиндра 7 изготавливается из серого специального чугуна, не подвергаемого термообработке в процессе изготовления, и отличается от гильз, не имеющих указанной маркировки. Установка на двигатели гильз без указанной маркировки не допускается.
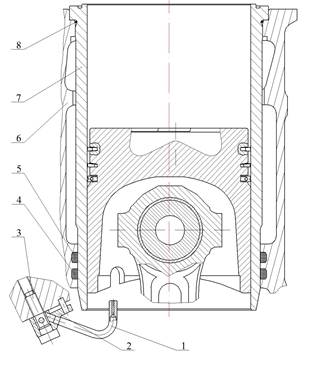 В соединении гильза – блок цилиндров 6 полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо 8 в проточке гильзы, в нижней части – два кольца 4 и 5 в расточки блока цилиндров.
В соединении гильза – блок цилиндров 6 полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо 8 в проточке гильзы, в нижней части – два кольца 4 и 5 в расточки блока цилиндров.
Микрорельеф на зеркале гильзы представляет собой редкую сетку впадин и площадок с мелкими рисками под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндропоршневой группы.
Рисунок 1.4.1-1 – Установка гильзы цилиндра и уплотнительных колец:
1 – трубка форсунки охлаждения поршня;
2 – корпус форсунки охлаждения поршня;
3 – болт крепления форсунки; 4, 5 – кольца уплотнительные гильзы нижние; 6 – блок цилиндров; 7 – гильза цилиндра; 8 – кольцо уплотнительное гильзы верхнее
При сборке двигателя на нерабочем выступе торца гильзы наносятся номер цилиндра и индекс варианта исполнения поршня. При ремонте двигателя с заменой гильз цилиндров и поршней допустима установка новых гильз без нанесения номера цилиндра и индекса варианта исполнения поршня, поршень должен соответствовать указанному исполнению, либо должен быть проверен надпоршневой зазор.
ПРИВОД АГРЕГАТОВ (рисунок 1.4.1-2) осуществляется прямозубыми шестернями и служит для привода механизма газораспределения, ТНВД, компрессора и насоса рулевого усилителя изделия.
Механизм газораспределения приводится в действие от ведущей шестерни 10 (с модулем зуба 4,5 мм), закрепленной на хвостовике коленчатого вала, через блок промежуточных шестерен, которые вращаются на двух рядах роликов 3, разделенных промежуточной втулкой 4 и расположенных на оси 1, закрепленной на заднем торце блока цилиндров.
На хвостовик распределительного вала напрессована шестерня 13 (с модулем зуба 3 мм), угловое расположение которой относительно кулачков вала определяется шпонкой.
Шестерня 12 установлена на вал привода ТНВД и ориентируется шпонкой.
Шестерни устанавливаются на двигатель в строго определенном положении по меткам «0», «Е» и рискам, выбитым на шестернях, как показано на рисунке 1.4.1-2.
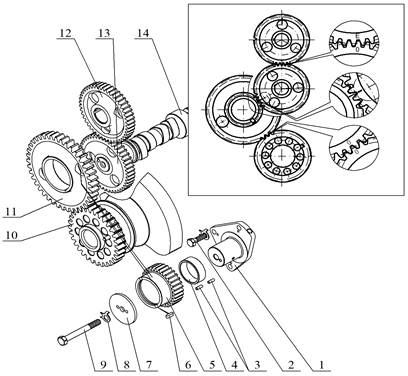
Рисунок 1.4.1-2 – Привод агрегатов:
1 – ось ведущей шестерни привода распределительного вала; 2 – болт крепления оси; 3 – ролики
Ø 5,5×15,8 в количестве 60 шт.;
4 – втулка промежуточная; 5 – шестерня ведущая; 6, 14 – шпонки; 7 – шайба упорная; 8 – шайба замковая; 9 – болт крепления насыпного подшипника; 10 – ведущая шестерня коленчатого вала; 11 – шестерня промежуточная;
12 – шестерня привода ТНВД;
13 – шестерня привода распределительного вала; 14 – распределительный вал
Привод ТНВД осуществляется от шестерни 12, находящейся в зацеплении с шестерней 13 распределительного вала. С шестерней привода ТНВД находятся в зацеплении шестерни привода компрессора и насоса рулевого усилителя изделия.
К заднему торцу блока цилиндров крепится картер агрегатов. В верхней части картера агрегатов есть расточки, в которые могут устанавливаться компрессор и насос рулевого усилителя изделия. По бокам картера агрегатов выполнены бобышки с отверстиями для слива масла из турбокомпрессоров и под указатель уровня масла.
Привод агрегатов закрыт картером маховика, закрепленным к заднему торцу блока цилиндров через картер агрегатов.
В верхней части картера агрегатов и картера маховика слева выполнен прилив, предназначенный для установки коробки отбора мощности (КОМ). В случае отсутствия КОМ внутренние поверхности прилива не обрабатываются.
На картере маховика справа предусмотрено место под фиксатор маховика, применяемый при регулировании тепловых зазоров в механизме газораспределения и для фиксации маховика при отворачивании болтов крепления маховика во время проведения ремонтных работ. Ручка фиксатора при эксплуатации двигателя должна находиться в верхнем положении. В нижнее положение ее переводят при регулировочных и ремонтных работах, в этом случае фиксатор находится в зацеплении с маховиком.
На нижнем фланце картера маховика предусмотрен люк для проворота коленчатого вала при проведении регулировочных и ремонтных работ.
Исполнения двигателей с одним ТКР комплектуются объединенным картером маховика.
КОЛЕНЧАТЫЙ ВАЛ (рисунок 1.4.1-3) изготавливается из высококачественной стали с упрочнением методом карбонитрирования или азотирования. Для двигателей мощностью до
320 л.с. включительно допускается применение валов упрочненных токами высокой частоты. Валы имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные с ними переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
На каждой шатунной шейке установлены по два шатуна 5 (рисунок 1.4.1-5) – один для правого и один для левого рядов цилиндров.
Подвод масла к шатунным шейкам производится через отверстия 5 (рисунок 1.4.1-3) в коренных и отверстия 4 в шатунных шейках.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть основных противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов он имеет дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 3. Съемный противовес 1 имеет зубчатый обод с 58 зубьями, предназначенный для работы индуктивного датчика, установленного в передней крышке блока цилиндров. Для обеспечения требуемого дисбаланса, на маховике выполнена выборка 15 (рисунок 1.4.1-6).
На хвостовике коленчатого вала выполнена шейка 20, по которой центрируется шестерня 3 (с модулем зуба 4,5 мм) привода газораспределительного механизма и маховик 1, на носок коленчатого вала напрессована шестерня 2 (рисунок 1.4.1-3) привода масляного насоса. Шестерня привода масляного насоса имеет 69 зубьев.
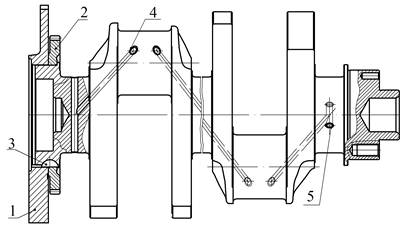
Рисунок 1.4.1-3 – Коленчатый вал:
1 – противовес; 2 – шестерня привода масляного насоса; 3 – шпонка; 4 – отверстия подвода масла к шатунным подшипникам; 5 – отверстия подвода масла к коренным подшипникам
На торце хвостовика коленчатого вала выполнено десять резьбовых отверстий М16×1,5-6Н для крепления маховика и шестерни коленчатого вала, на торце носка коленчатого вала выполнено восемь резьбовых отверстий М12×1,25-6Н для крепления гасителя крутильных колебаний и полумуфты отбора мощности.
От осевых перемещений коленчатый вал зафиксирован верхними 7 (рисунок 1.4.1-6) и нижними 10 полукольцами, установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
Уплотнение коленчатого вала осуществляется манжетой 12 беспружинной конструкции с уплотнительным элементом из PTFE (модифицированный фторопласт).
Диаметры шеек коленчатого вала:
- коренных – (95±0,015) мм;
- шатунных – (80±0,015) мм.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.
ВКЛАДЫШИ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ (рисунки 1.4.1-5 и 1.4.1-6) изготовлены из стальной ленты, покрытой слоями свинцовистой бронзы, свинцовооловянистого сплава и олова.
Верхние 8 (рисунок 1.4.1-6) и нижние 9 вкладыши коренных подшипников не взаимозаменяемы. Верхние вкладыши отличаются от нижних наличием отверстия для подвода масла и кольцевой канавки для его распределения. Вкладыши 9 (рисунок 1.4.1-5) нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
Примененные в двигателях нового поколения вкладыши имеют конструктивные отличия от ранее выпускаемых и имеют маркировку: 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные).
Допускается применение вкладышей производства ОАО «ЗПС» (г. Тамбов) с маркировкой А23.01-85.017 (шатунные); А23.01-100.035 и А23.01-100.036 (коренные).
При ремонте коленчатого вала допускается перешлифовка коренных и шатунных шеек с уменьшением их диаметров на 0,25 мм и применением соответствующих ремонтных типоразмеров коренных и шатунных вкладышей (см. приложение Б и В).
Пределы допусков диаметров шеек ремонтного коленчатого вала при восстановлении двигателя должны быть такими же, как у диаметров шеек нового коленчатого вала.
Клеймо ремонтного размера нанесено на тыльной стороне вкладыша.
При шлифовке коленчатого вала по коренным шейкам до диаметра менее 94,5 мм или по шатунным шейкам до диаметра менее 79,5 мм, необходимо коленчатый вал подвергнуть повторному азотированию по специальной технологии.
НЕ РЕКОМЕНДУЕТСЯ ЗАМЕНА ВКЛАДЫШЕЙ ПРИ РЕМОНТЕ НА ВКЛАДЫШИ С МАРКИРОВКОЙ 740, ТАК КАК ПРИ ЭТОМ ПРОИЗОЙДЕТ СУЩЕСТВЕННОЕ СОКРАЩЕНИЕ РЕСУРСА ДВИГАТЕЛЯ! ДОПУСТИМО ПРИМЕНЕНИЕ ВКЛАДЫШЕЙ НОМИНАЛЬНОГО И РЕМОНТНОГО ТИПОРАЗМЕРОВ С МАРКИРОВКОЙ 7405.
КРЫШКИ КОРЕННЫХ ПОДШИПНИКОВ 1 (рисунок 1.4.1-4) изготовлены из высокопрочного чугуна.
Крепление крышек осуществляется с помощью вертикальных коренных 3 и горизонтальных стяжных 4 и 5 болтов, которые затягиваются по определенной схеме с регламентированным моментом (см. приложение А).
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полукольца коленчатого вала на блоке и на крышках.
Для удобства снятия крышек коренных подшипников при ремонте, они имеют отверстия для съемника.
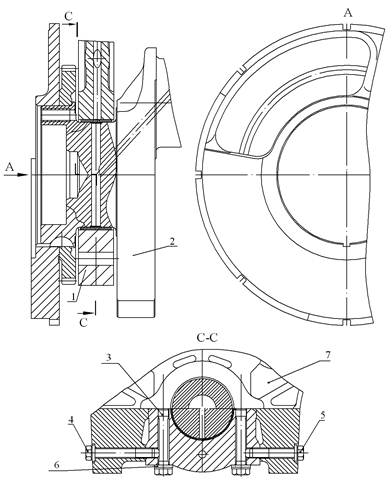
Рисунок 1.4.1-4 – Установка крышек подшипников коленчатого вала:
1 – крышка подшипника; 2 – коленчатый вал; 3 – болт крепления крышки; 4 – болт стяжной крепления крышки подшипника левый; 5 – болт стяжной подшипника правый; 6 – шайба; 7 – блок цилиндров
ШАТУН (рисунок 1.4.1-5) стальной, кованый, стержень 5 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым разъемом и плоским стыком. В верхнюю головку шатуна запрессована сталебронзовая втулка 10, а в нижнюю установлены сменные вкладыши 9.
Для точной посадки вкладышей подшипника в нижнюю головку, шатун окончательно обрабатывают в сборе с крышкой 8, поэтому крышки шатунов не взаимозаменяемы.
Крышка нижней головки шатуна крепится с помощью гаек 7, навернутых на болты 6, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме с регламентированным моментом (см. приложение А).
На крышке и стержне шатуна нанесены метки спаренности – трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра двигателя.
ПОРШЕНЬ 1 (рисунок 1.4.1-5) отлит из алюминиевого сплава. В головке поршня имеются три канавки, в которые установлены поршневые кольца. Канавка под верхнее компрессионное кольцо со вставкой из износостойкого чугуна. В днище поршня выполнена открытая тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.

Рис.1.4.1-5– Поршень с кольцами в сборе с шатуном:
1 – поршень; 2, 3 – компрессионные кольца; 4 – маслосъемное кольцо; 5 – стержень шатуна; 6 – болт крепления крышки шатуна; 7 – гайка болта крепления крышки шатуна; 8 – крышка шатуна; 9 – вкладыш нижней головки шатуна; 10 – втулка верхней головки шатуна; 11 – палец; 12 – стопорное кольцо
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие. В нижней ее части выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке (НМТ).
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. С целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты (размер от оси поршневого пальца до днища поршня 40 группы составляет 71,04-0,04 мм), поэтому во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Маркировка 740.60-1004015-40 выполнена на внутренней поверхности поршня.
УСТАНОВКА ПОРШНЕЙ С ДВИГАТЕЛЕЙ КАМАЗ ДРУГИХ МОДЕЛЕЙ НЕДОПУСТИМА!
КОМПРЕССИОННЫЕ КОЛЬЦА 2 и 3 (рисунок 1.4.1-5) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой "ТОР" должен располагаться со стороны камеры сгорания.
Рабочая поверхность верхнего компрессионного кольца 2 упрочнена износостойким покрытием на основе хрома, имеет серебристый цвет и бочкообразную форму.
Рабочая поверхность второго компрессионного кольца 3 упрочнена азотированием и имеет серый цвет. Ее форма представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на "угар".
МАСЛОСЪЕМНОЕ КОЛЬЦО 4 (рисунок 1.4.1-5) коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в зоне замка кольца. Рабочая поверхность кольца покрыта хромом.
Маркировка поршневых колец выполнена на верхнем торце колец рядом с замком. Маркировка содержит обозначение предприятия-изготовителя – "GOE" и обозначение верхнего торца кольца – "TOP".
УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ ПРИМЕНЯЕМЫХ НА ДВИГАТЕЛЯХ КАМАЗ УРОВНЯ ЕВРО-1 И 2 ПРИВЕДЕТ К УВЕЛИЧЕНИЮ РАСХОДА МАСЛА, УХУДШЕНИЮ ЭКОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ И УМЕНЬШЕНИЮ РЕСУРСА РАБОТЫ!
ПОРШНЕВОЙ ПАЛЕЦ 11 (рисунок 1.4.1-5) плавающего типа, его осевое перемещение ограничено стопорными кольцами 12. Палец изготовлен из хромоникелевой стали, диаметр отверстия 20,4 мм с фасками 16×25º.
ПРИМЕНЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ С ДРУГИМИ ДИАМЕТРАМИ ОТВЕРСТИЙ И РАЗМЕРАМИ ФАСОК НЕДОПУСТИМО, ТАК КАК ЭТО НАРУШАЕТ БАЛАНСИРОВКУ ДВИГАТЕЛЯ!
ФОРСУНКИ ОХЛАЖДЕНИЯ (рисунок 1.4.1-1) устанавливаются в картерной части блока цилиндров 6 и обеспечивают подачу масла из главной масляной магистрали на внутреннюю поверхность поршней.
При сборке двигателя необходимо контролировать правильность положения трубки 1 форсунки относительно гильзы цилиндра 7 и поршня. Контакт с поршнем и деталями кривошипно – шатунного механизма недопустим.
МАХОВИК 1(рисунок 1.4.1-6)) изготовлен из специального чугуна и закреплен десятью болтами 16 с двенадцатигранной головкой, изготовленными из легированной стали, на хвостовике коленчатого вала и зафиксирован штифтом 4 на центрирующей шейке коленчатого вала 20. С целью исключения повреждения поверхности маховика, под головки болтов устанавливается общая шайба 17. Величина момента затяжки болтов крепления маховика указана в приложении А.
На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 14, с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 21 с наружной хромированной поверхностью. Во внутреннюю расточку маховика установлена дистанционная втулка 18 и подшипник 19 первичного вала коробки передач с двухсторонним уплотнением.
При выполнении регулировочных работ по регулировке тепловых зазоров в клапанах механизма газораспределения, а также при отворачивании болтов крепления маховика во время проведения ремонтных работ, маховик фиксируется при помощи фиксатора.
ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ (рисунок 1.4.1-7) закреплен восемью болтами 9 на носке коленчатого вала. Гаситель состоит из корпуса 7, в который установлен с зазором маховик гасителя 4. Снаружи корпус гасителя закрыт крышкой 5. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки.
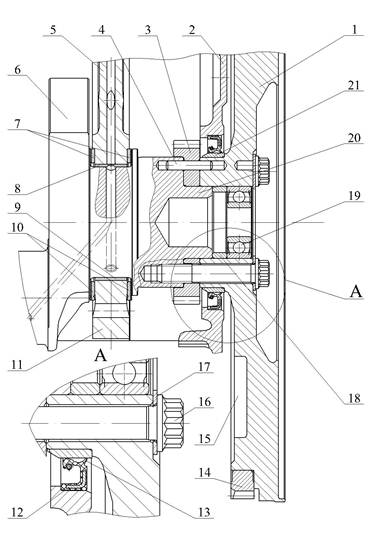
Рисунок 1.4.1-6 – Установка маховика:
1 – маховик; 2 – картер маховика;
3 – шестерня привода газораспределительного механизма; 4 – штифт установочный маховика; 5 – блок цилиндров; 6 – коленчатый вал;
7 – полукольцо упорное верхнее;
8 – вкладыш подшипника коленчатого вала верхний; 9 – вкладыш подшипника коленчатого вала нижний; 10 – полукольцо упорное нижнее;
11 – крышка подшипника коленчатого вала; 12 – манжета уплотнения коленчатого вала; 13 – пыльник манжеты; 14 – обод зубчатый; 15 – выборка под дисбаланс; 16 – болт;
17 – шайба; 18 – втулка дистанционная; 19 – подшипник; 20 – центрирующая шейка; 21 – кольцо
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика гасителя в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
После установки гасителя обязательно проверить наличие зазора между гасителем и противовесом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ ДЕФОРМИРОВАТЬ КОРПУС И КРЫШКУ ГАСИТЕЛЯ! ГАСИТЕЛЬ С ДЕФОРМИРОВАННЫМ КОРПУСОМ ИЛИ КРЫШКОЙ К ДАЛЬНЕЙШЕЙ ЭКСПЛУАТАЦИИ НЕ ПРИГОДЕН.
ПРИВОД ОТБОРА МОЩНОСТИ ПЕРЕДНИЙ (рисунок 1.4.1-7) осуществляется с носка коленчатого вала через полумуфту отбора мощности 11, прикрепленную к носку коленчатого вала 14 восемью специальными болтами М12´1,25-6Н (позиция 9). Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 18 на шкив 24. Вал отбора мощности устанавливается на двух шариковых подшипниках 15 и 17. Уплотнение полости осуществляется манжетой 23 и заглушкой 20 с резиновым кольцом 19. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 13.

Рисунок 1.4.1-7 – Установка гасителя крутильных колебаний, привода отбора мощности переднего и шкива:
1 – вал привода агрегатов; 2 – передняя крышка блока; 3 – пробка заправочного отверстия; 4 – маховик гасителя; 5 – крышка гасителя; 6 – полиамидный подшипник; 7 – корпус гасителя;
8 – высоковязкостная силиконовая жидкость; 9 – болт крепления гасителя и полумуфты отбора мощности; 10 – центровочный буртик; 11 – полумуфта отбора мощности; 12 – блок цилиндров; 13 – пружина; 14 – коленчатый вал; 15, 17 – подшипники; 16 – кольцо дистанционное; 18 – вал отбора мощности; 19 – резиновое уплотняющее кольцо; 20 – заглушка; 21, 25, 26 – стопорные кольца; 22 – болт; 23 – манжета; 24 – шкив
Date: 2015-05-05; view: 1651; Нарушение авторских прав