Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Анализ рынка
|
|
1.1 История ОАО «Нижегородский машиностроительный завод»
Нижегородский машиностроительный завод основан в 1932 году как крупнейшее предприятие оборонной промышленности. В 1934 году на заводе было организовано КБ во главе с выдающимся конструктором артиллерийских систем Василием Гавриловичем Грабиным. В период Великой Отечественной войны заводом было выпущено 100 тысяч пушек, больше, чем всеми странами гитлеровской коалиции вместе взятыми. Машиностроительный завод за заслуги перед Родиной награжден пятью высшими правительственными наградами:
5 февраля 1939 г. - Указом Президиума ВС СССР завод награжден орденом Ленина за исключительные заслуги в деле вооружения Красной Армии пушками Ф-22 и Ф-22 УСВ.
11 июля 1942 г. - Указом Президиума ВС СССР от 03.08.1942 г. завод награжден орденом Трудового Красного Знамени за образцовое выполнение заданий Правительства по производству и освоению новых видов вооружения.
8 сентября 1944 г. - Указом Президиума ВС СССР от 22.08.1944 г. предприятие награждено орденом Красного Знамени за выдающиеся заслуги в деле создания новых образцов вооружения и обеспечения фронта артиллерией.
4 июня 1945 г. - заводу вручен орден Отечественной войны I степени за выдающиеся заслуги в деле создания и организации массового производства пушек.

31 декабря 1970 г. - коллективу завода вручен второй орден Ленина за успешное выполнение пятилетнего плана и организацию производства новой гражданской техники.
Рисунок 1.1 - Продукция ОАО «НМЗ»
ОАО «НМЗ» сегодня - это современный производственный комплекс, который включает шесть специализированных производств, мощный конструкторский центр, испытательный полигон, культурно - спортивные сооружения и ряд других объектов.
В сферу деятельности компании входит производство:
- военной техники (зенитно-ракетные комплексы С-400, С-300, антенные комплексы, артиллерийские системы, минометы);
- оборудования для атомной промышленности (атомные корабельные установки, реакторы для АЭС);
- гражданской продукции (самоходные подъемные агрегаты для ремонта скважин (АПРС), автомобильные телескопические подъемники (АП), теплотехника (теплоцентрали, котельные, газовые котлы различных типов).
Система менеджмента качества нашего завода сертифицирована на соответствие требований ИСО 9001 - 2011. ОАО «НМЗ» - единственное предприятие в регионе, которое имеет 18 сертификатов качества в системах «ОБОРОНСЕРТИФИКА», «ГОСТ Р», «ДАР/ТГА». В 2002 году предприятие успешно провело работы по сертификации производства по немецкой системе «TUV-НОРД».
В 1994 году предприятие было акционировано и преобразовано в открытое акционерное общество. Контрольный пакет акций принадлежит государственной структуре ОАО «Концерн ПВО «Алмаз - Антей».
1.2 Продукция ОАО «НМЗ»
ОАО «Нижегородский машиностроительный завод» выпускает следующие виды продукции: ракетные комплексы, артиллерийские системы, атомные корабельные установки, агрегаты для ремонта нефтяных скважин, различные устройства теплотехники для коммунальных хозяйств и бытовых приборов.
Атомными реакторами производства Нижегородского машиностроительного завода оснащены восемь атомных ледоколов и один океанский грузовой лихтеровоз «Севморпуть». Самоходные подъёмные агрегаты для ремонта скважин (АПРС), автомобильные телескопические подъёмники (АП), теплотехника (теплоцентрали, котельные, газовые котлы различных типов), манипуляторы для лесной промышленности, угольные комбайны К-500). Нижегородский машиностроительный завод входит в Союз производителей нефтегазового оборудования.

Рисунок 1.2 – Продукция ОАО «НМЗ»
Основными акционерами являются:
- Открытое акционерное общество «Концерн ПВО «Алмаз-Антей» - 51 % акций
- Открытое акционерное общество «Головное системное конструкторское бюро концерна ПВО «Алмаз-Антей» - 35,12 % акций.
К ключевым партнерам руководство ОАО относит:
- опытно-конструкторское бюро машиностроения (ФГУП ОКБМ им. И.И. Африкантова) - разработка проектов атомных реакторов, перегрузочных устройств и др.;
- научно-исследовательский институт кабельных изделий (НИИТОМНИКИ) - разработка и поставка всех видов кабелей;
- нижегородский центр стандартизации и метрологии (НЦСМ) - государственный надзор и метрология.
Закупаемая продукция и услуги являются основной частью конечной продукции ОАО и оказывают непосредственное влияние на ее качество. Поэтому закупки осуществляются на системной основе в соответствии с МИ 230.16-2002 «СМК. Процесс. Управление закупками».
Система закупок на ОАО имеет следующие элементы:
- выдачу конкретных условий, документов и другой технической информации на поставку;
- выбор приемлемых поставщиков;
- согласование с поставщиками подходов к обеспечению качества поставки;
- согласованные методы проверки соответствия техническим требованиям;
- процедуру входного контроля;
- регистрацию данных о качестве;
- положения, касающиеся решения спорных вопросов.
Для оценки поставщика существует следующая процедура:
- запрос поставщикам на поставку оборудования, сырья и материалов;
- анализ ответов с коммерческими предложениями, ценами, сроками поставки;
- апробация пробных партий сырья и комплектующих непосредственно на оборудовании ОАО.
Кроме того, в некоторых случаях при выборе поставщиков используются следующие методы:
- оценивание возможностей поставщиков и их СМК непосредственно на предприятии поставщика;
- оценивание образцов продукции;
- анализ данных о поставках аналогичной продукции;
- опыт других заказчиков.
С каждым поставщиком устанавливаются тесные контакты и система обратной связи. Это обеспечивает непрерывное улучшение качества поставок и позволяет избежать или устранить в кратчайшие сроки разногласия.
ОАО всегда работает как минимум с двумя поставщиками каждого из видов комплектующих, т.к. это обеспечивает дополнительную устойчивость и независимость предприятия и уменьшает риски.
1.3 Политика и стратегия ОАО «НМЗ» в области качества
Политика и стратегия ОАО «НМЗ» ориентированы на удовлетворение потребностей покупателей при учете интересов других заинтересованных сторон.
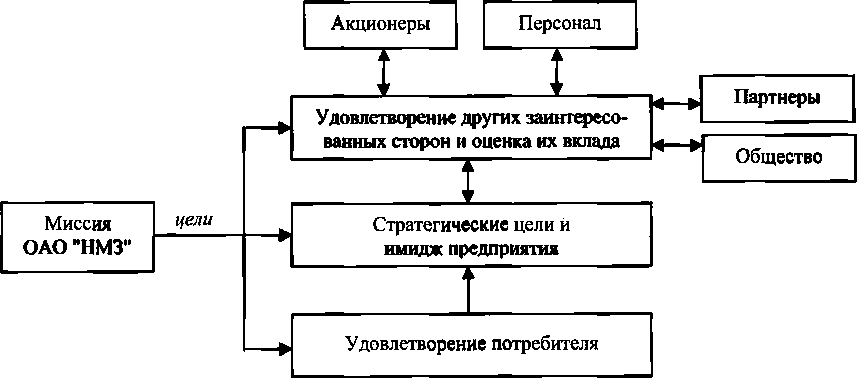
Рисунок 1.3- Миссия ОАО «НМЗ»
Из рисунка 1.3 видно, что фундаментальной целью предприятия является удовлетворение потребителей. Именно достижение этой цели дает возможность для реализации других целей предприятия и обеспечивает экономический успех и создание благоприятного имиджа ОАО «НМЗ».
Для реализации этих целей на предприятии в 1996 году был организован отдел маркетинга, а в 2003 году для повышения результативности отдел был реорганизован в службу маркетинга и внешне экономической деятельности (СМиВЭД).
Специалистами СМиВЭД регулярно проводятся маркетинговые исследования, в соответствии с алгоритмом, разработанным в стандарте предприятия СТП 230.82-2002 «СМК. Маркетинг в системе качества» с целью выявления предпочтений потребителей и рынка, определения ценовой политики предприятия, для определения конкурентоспособности выпускаемых изделий, а также целесообразности их производства, для определения и отслеживания конкурентов и выбора стратегии. Результаты исследований направляются главным специалистам и руководству предприятия для принятия решений.
Одной из основных функций специалистов СМиВЭД является разработка комплекса маркетинга на каждое выпускаемое изделие, включающее в себя:
- разработку и управление товаром;
- управление ценой;
- управление распределением;
- управление продвижением.
Естественно, что создание товара с набором полезных свойств, установление цены, своевременная доставка товара, постоянное информирование потребителей и их стимулирование требуют комплексных усилий всех подразделений предприятия. При этом обязательно учитываются потенциальные возможности предприятия и требования рынка.
Специалистами СМиВЭД производится постоянное отслеживание удовлетворенности потребителей продукцией предприятия и, при необходимости, дополняется перечнем предоставляемых услуг.
Понимание тенденций и предвидение поведения рынка обеспечиваются за счет информированности специалистов СМиВЭД достоверными данными, полученными при проведении маркетинговых исследований, регулярных переговоров с потенциальными потребителями, постоянными клиентами и разовыми покупателями, конкурирующими организациями, а также благодаря информации, полученной через Интернет. Изучаются сайты компаний как потребителей, так и конкурентов; принимается участие в различных тендерах и торгах в Доске объявлений и т.д. Имеют большое значение исследования собственной конкурентоспособности и обеспечения стабильного развития. Причиной этому является динамично развивающиеся технологии, увеличение требований потребителей к изделиям, наплыв качественной и недорогой импортной продукции, аналогичной продукции ОАО, жесткая конкуренция, насыщенность рынка и т.д.
Предприятие разрабатывает стратегию, цели и перспективы своей деятельности с учетом принципов всеобщего управления качеством.
Деятельность ОАО во всех сферах организована на плановых принципах. Основа всех планов - стратегия ОАО, соответствующая предназначению организации - ее миссия, отраженная в положениях Устава ОАО, видение ее настоящего и будущего, выраженное в стратегических целях и ценностях ОАО.
В основу Политики в области качества ОАО заложено: «Разработка, производство и поставка потребителю качественной продукции, обеспечение дальнейшего поддержания конкурентоспособности продукции, приносящей максимальную прибыль для развития предприятия и создания ее работникам достойного уровня благополучия».
Провозгласив Политику в области качества, руководство предприятия разработало основные направления и принципы ее развития.
Основные направления реализации Политики в области качества:
- сертификация системы обеспечения качества;
- повышение уровня компетентности персонала;
- повышение качества маркетинговых исследований;
- обеспечение стабильности показателей качества продукции;
- повышение культуры производства;
- снижение трудоемкости выпускаемой продукции за счет внедрения мероприятий оргтехплана (ОТМ);
- развитие корпоративной культуры ОАО.
Основные принципы деятельности по реализации Политики в области качества.
1. Качество - прежде всего. Качество - это умение, это прибыль, это уровень благополучия.
2. Выполнять требования потребителей, стремиться превзойти их ожидания.
3. Каждый работник несет ответственность за качество своего труда.
4. Любая работа на предприятии должна делаться правильно с первого раза.
Внешняя стратегия ОАО, отраженная в Политике, базируется на долговременном развитии, планомерном повышении доступности продукции и услуг предприятия, придании продукции и услугам уникальных свойств, которых нет у конкурентов, приближении качества продукции и обслуживания потребителей к мировым стандартам, укреплении имиджа организации и доверия потребителей, являющихся объектом приложения деятельности и источником благополучия.
Внутренняя стратегия основывается на благоприобретенных в результате многолетней деятельности и планомерно развивающихся базовых ценностях: корпоративности персонала, основном капитале - знаниях сотрудников, опирается на постоянное совершенствование деятельности, на оптимизацию издержек.
Политика ОАО ориентирована на потребителей выпускаемой продукции, на персонал, общество и другие заинтересованные стороны. Однако потребитель занимает главенствующее место. Стратегический стержень Политики - наиболее полное удовлетворение запросов, требований и ожиданий потребителей продукции и услуг. Именно для этого осуществляется целенаправленное совершенствование структуры организации, развитие и обновление оборудования.
На ОАО ежегодно разрабатывается «План организационно-технических мероприятий по совершенствованию и развитию производства» (ОТМ), который содержит мероприятия, направленные на достижение политики и стратегии в области качества, это прежде всего:
- совершенствование СМК;
- повышение качества продукции;
- обеспечение качества контроля и испытаний;
- создание системы информационного обеспечения «Галактика»;
- стандартизация работ, продукции, услуг;
- всестороннее постоянное обучение персонала;
- разработка и внедрение принципов мотивации персонала, направленных на обеспечение и повышение качества;
- реклама качества продукции и услуг.
Развертывание политики и стратегии в рамках ключевых процессов
На предприятии в соответствии с политикой и стратегией определена и функционирует единая согласованная и взаимосвязанная сеть процессов.
Определены, идентифицированы и задокументированы основные процессы СМК ОАО «НМЗ». К ним в первую очередь относятся процессы, оказывающие влияние на документальную, производственную и кадровую основу деятельности предприятия (см. табл. 1.1).
Таблица 1.1 Перечень основных процессов системы менеджмента качества
| СМК. Процесс. Разработка Политики в области качества | МИ 230.01-2002 |
| СМК. Процесс. Формирование и реализация «Плана организационно-технических мероприятий по совершенствованию и развитию производства» | МИ 230.02-2002 |
| СМК. Процесс. Анализ системы менеджмента качества со стороны руководства | МИ 230.03-2002 |
| СМК. Процесс. Формирование требований к проектируемой продукции | МИ 230.04-2002 |
| СМК. Процесс. Маркетинговые исследования по продукции, предлагаемой к производству | МИ 230.05-2002 |
| СМК. Процесс. Создание конструкторской документации (опытного образца) | МИ 230.06-2002 |
| СМК. Процесс. Подтверждение качества разработки | МИ 230.07-2002 |
| СМК. Процесс. Технологическая подготовка производства. Создание технологической документации на продукцию и освоение ее в производстве | МИ 230.08-2002 |
| СМК. Процесс. Управление конструкторской документацией | МИ 230.09-2002 |
| СМК. Процесс, Управление нормативными документами, используемыми при проектировании | МИ 230.10-2002 |
| СМК. Процесс. Управление технологической документацией механосборочного производства | МИ 230.11-2002 |
| СМК. Процесс. Планирование подготовки производства к выпуску продукции | МИ 230.12-2002 |
| СМК, Процесс. Планирование производства продукции | МИ 230.13-2002 |
| СМК, Процесс. Анализ конкурентоспособности продукции предприятия | МИ 230.14-2002 |
| СМК. Процесс. Упаковка и отгрузка готовой продукции | МИ 230.15-2002 |
| СМК. Процесс. Управление закупками | МИ 230.16-2002 |
| СМК. Процесс. Проверка (аудит) системы качества поставщика | МИ 230.17-2002 |
| СМК, Процесс, Управление средствами измерений | МИ 230.18-2002 |
| СМК. Процесс. Управление средствами контроля | МИ 230.19-2002 |
| СМК. Процесс. Управление испытательным оборудованием | МИ 230.20-2002 |
| СМК. Процесс. Управление технологической оснасткой | МИ 230.21-2002 |
| СМК. Процесс. Управление оборудованием | МИ 230.22-2002 |
1.4 Технологии на ОАО «НМЗ»
Завод обладает высокой степенью вертикальной интеграции и в настоящее время выпускает до 120 тысяч деталей и узлов. ОАО «НМЗ» специализируется на производстве готового сложного наукоемкого производства, отличающегося высокой степенью точности и требующего тщательной механической обработки, ювелирной сборки и большого объема различных видов испытаний, в том числе стендового и тестирования.
Основное производство ОАО включает два десятка механосборочных цехов, в которых применяются почти все известные технологические процессы общего машиностроения.
Имеется мощное инструментальное производство, способное изготавливать инструмент любых видов и сложности, современная испытательная база, на основе центральной заводской лаборатории, а для подтверждения достоверности контроля качества изделий и стабильности производственного процесса отдел технического контроля имеет во всех основных цехах специальные измерительные лаборатории, оснащенные современными измерительными средствами. Проверка функционирования готовых изделий и окончательная приемка производятся на специальных стендах в условиях максимально приближенных к реальным.
При этом завод имеет целый ряд уникальных технологий, позволяющих изготовлять продукцию, недоступную для многих заводов общего машиностроения.
Наличие большого спектра широких технологических возможностей позволяет более полно и оперативно удовлетворять запросы различных заказчиков нашей продукции.
Качество внедряемых технологий обеспечивается:
- персональной ответственностью разработчика за качество технологии;
- строгим соблюдением исполнителями требований технологии;
- постоянным контролем выполняемых технологий в процессе изготовления продукции; постоянной оценкой и корректировкой технологий с целью ее совершенствования по результатам внедрения технологии в производство, а также анализом претензий и рекламаций потребителей продукции, несоответствий, выявленных в ходе изготовления продукции и контроля качества;
- разработкой и внедрением корректирующих действий по устранению несоответствий.
С учетом приобретенного опыта использования современных технологий на предприятиях России и за рубежом, изучения информационных источников, посещения тематических выставок, совместных разработок с НИИ в ОГТ разработан целый ряд совершенных и уникальных технологических процессов изготовления машиностроительной продукции.
Наличие освоенных технологических процессов, а также наличие в ОГТ и ОГС высококвалифицированных специалистов по разработке технологических процессов позволяет в полной мере управлять «портфелем технологий» по обеспечению планов производства продукции в соответствии с заключенными контрактами /договорами/ в установленные сроки.
Внедрение современных технологических процессов по всем видам машиностроительного передела (заготовительно-штамповочные, слесарно-сборочные работы, механическая обработка, гальванопокрытия и окраска, сварка и наплавка) определяется осуществляемой в ОАО политикой и стратегией в области качества.
Основные приоритеты в создании и внедрении технологий - это разработка технологических процессов, оснастки, инструмента, использование высокопроизводительного металлообрабатывающего, сварочного оборудования, обеспечивающих качество изготовления продукции, снижение материальных и трудовых затрат, повышение качества и конкурентоспособности выпускаемой ОАО продукции, а также разработка и создание собственного инженерного продукта, обеспечивающего максимальную независимость от сторонних организаций и гарантированный спрос на рынке.
В ОГТ в соответствии с проведенной компьютеризацией технологической подготовки производства на базе оснащения рабочих мест технологов - разработчиков персональными компьютерами, создания локальной сети ОГТ создана база данных по существующим разработанным и применяемым технологическим процессам с обсчетом технологической трудоемкости выполнения работ по всем видам технологического передела машиностроения, база данных по применяемому инструменту и оборудованию.
Процесс управления «портфелем» технологии является также и процессом управления оборудованием обусловленным процессом системы менеджмента качества МИ 230.22-2002, т.е. процесс приобретения, учета перемещения, ремонта и ликвидации.
Важную роль в обеспечении качества изготовления продукции играет стандарт системы качества СТП 230.36-2002 «СМК. Проверка оборудования на технологическую точность».
Наглядное отражение процесса использования существующей технологии находит в загрузке оборудования предприятия и в первую очередь высокопроизводительного специального и уникального оборудования, а также импортного.
С целью увеличения коэффициента загрузки высокопроизводительного оборудования в 2013 году разработаны по каждому цеху перечни высокопроизводительного оборудования и его использование, утвержденные главным инженером, и введен ежеквартальный контроль коэффициента загрузки этого оборудования. График использования металлорежущего оборудования в 2010 -2013 гг. приведен на рисунке 1.4.
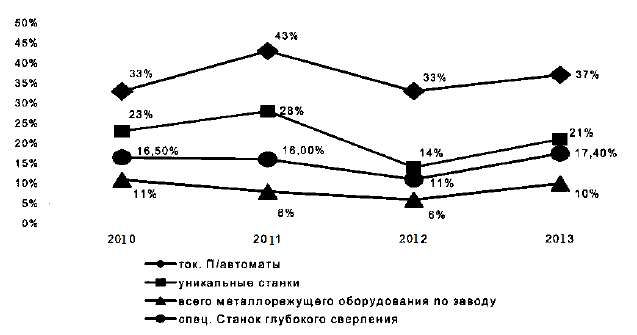
Рисунок 1.4- График использования металлорежущего оборудования
Анализ графика использования металлорежущего оборудования как в целом, так и по отдельным прогрессивным видам оборудования показывает устойчивый рост загрузки и в 2003 г. всей гаммы оборудования, в т.ч. в целом превышен уровень 2000 г.
Эффективность применяемых в машиностроении механосборочных и сварочных технологий обеспечивается использованием современного оборудования, внедрением в процесс достижений научно-технического прогресса, новых технологий, накопленного опыта при изготовлении различных видов продукции (оборудования для АЭС, изделий теплотехники, нефтеперерабатывающей и угледобывающей промышленности).
В технологических отделах накоплен огромный опыт по разработке и освоению в производстве уникальных технологий проведения работ по механической обработке уникальных изделий корпусного реакторного оборудования, изделий для атомных станций на станках с программным управлением, обрабатывающих центрах и других видах металлорежущего оборудования, по изготовлению штампованных заготовок, по штамповке обечаек зоны патрубков, главных циркуляционных насосов ЦВН-8 изд. РБМ-К, а также насосов ЦНА для АЭС «Тяньвань» (Китай).
Для обеспечения качества изготовления и поставок насосов разработаны специальные «Процедуры управления планов обеспечения качества атомных станций (ПОКАС (И)) на стадии изготовления» в количестве 14 стандартов (СТП 1023-2001 по СТП 1036-2001).
Основные направления усовершенствования технологических процессов - это применение высокоточного, высокопроизводительного оборудования и контрольно-измерительных приборов, изготовление нестандартного оборудования, применение многостаночного обслуживания, повышение квалификации работающих, проектирование и изготовление прогрессивного режущего и мерительного инструмента, использование малоотходного заготовительного оборудования, снижение энергозатрат при производстве продукции, применение метода статистического контроля изготовленной продукции.
Ежегодно от 5 до 10 деталей переводятся на изготовление заготовок деталей на горячую штамповку вместо поковок или изготовления из проката.
На листовую холодную штамповку ежегодно переводятся 3-5 деталей. Так в 2002 году внедрена указанная выше штамповка шаровых пробок.
Ежегодно 5-6 деталей переводятся с поковок на литье или литосварной вариант.
Проведена определенная работа по модернизации контрольно-измерительного оборудования.
Основным процессом, направленным на поддержание деятельности по усовершенствованию существующих технологий, является внедрение метода статистического контроля. Этот метод используется при производстве массовой продукции. В рамках системы менеджмента качества был разработан основной стандарт предприятия СТП 230.52-98 «СМК. Исследование статистических методов. Основные положения», который был актуализирован в СТП 230.52-2002, а также методическая инструкция МИ 130-11-99 «Обеспечение объективности принимаемых решений потребности в статистическом регулировании гальванических процессов».
Имели место случаи замечаний со стороны заказчика по качеству микроструктуры, в том числе и по разнозернистости. С 1998 г. была введена обязательная 100% -я термическая обработка штамповок (нормализация) и изменился объем испытаний. До введения термообработки испытания механических свойств проводились на одной штамповке от партии одной плавки и одного типоразмера детали, а после - при партии <150 штамповок одной плавки и садки термообработки от двух штамповок, при партии >150 штук от четырех штамповок.
Введение термической обработки и ужесточение контроля позволило исключить претензии со стороны заказчика к качеству поставляемой продукции и сохранить рынок сбыта.
Выявление и замена устаревших технологий систематически проводится на предприятии в рамках процесса МИ 230.02-2002 «СМК. Процесс. Формирование и реализация «Плана организационно-технических мероприятий по совершенствованию и развитию производства».
Так, классическая технология изготовления болтов по ГОСТ 7796-70, ГОСТ 7805-70, башмачных и пригонных для железной дороги, а также им подобные стержневые изделия подразумевает их точение из пруткового материала на револьверных станках или токарных автоматах. На заводе внедрена технология горячей высадки головок болтов, создан специализированный участок, состоящий из трех роботизированных комплексов. Данная технология по сравнению с обработкой резанием имеет следующие преимущества:
1. Продолжительность в 3-й раза выше токарных автоматов;
2. Расход металла сокращается от 2~ до 4- раз;
3. Высокое качество изделий;
4. Стабильность геометрических параметров, повышение механических свойств в результате упрочнения материала.
Одним из «узких» мест являлись в свое время процесс ручной запайки гайки в кубик с помощью электропаяльника в ц.25 пылесоса «Циклон». В настоящее время создан роботизированный комплекс запайки гайки в кубик.
Date: 2015-06-08; view: 967; Нарушение авторских прав