Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Примерная схема последовательности технологических операций производства поковки из проката
|
|
Для улучшения механических свойств металла в поковке нужно разрушить, измельчить зерна и их оболочки (в сталях - карбидные). Для этого стали углеродистые, легированные, ферритного и перлитного классов подвергают 2-3 – кратной уковке; стали с более устойчивыми карбидами, ледебуритной оболочкой (аустенитные, мартенситные, высоколегированные, особенно быстрорежущие) приходится подвергать 8-12 – кратным уковкам.
Степень уковки для прокатных исходных заготовок принимают меньше, так как нет необходимости разрушения литой карбидной структуры металла. В качестве примера составим примерную схему последовательности операций производства поковки из сортового проката (поковки шестерни) рисунок 4.
Получение поковок для деталей типа шестерни, дисков с отверстием ведется с применением операций вытяжки, осадки, прошивки.
Последовательность операций получения поковки для детали типа фланца (рис. 4) приведена в табл.3.
Таблица 5
Последовательность технологических операций производства поковки фланца (чертеж по рис. 4)
| Объем поковки Vn= 040 см3. Объем исходной заготовки из сортового проката Vиз=Коп Vn= 1.15·646=743 см3 | |||||
| № | Операция | Эскиз переходов | № | Операция | Эскиз переходов |
| Исходящая заготовка из проката V1= 743 см3 |

| Подогрев, угар 1% вставить в оправку кольцо Кт ф 90х30 вбить оправку К2 ф 33х110 V5=654 см3 | 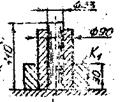
| ||
| Нагрев 1200° угар 2,5%. Осадить до 80 мм и обкатать по диаметру V2= 725 см3 |
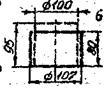
| Через кольцо-оправку К2 осадить до высоты 68 мм V6= 654 см3 |

| ||
| Подогрев угар 1% прошить отверстие ф =30мм на подклад. кольце V3= 660 см3 | 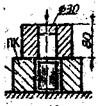
| На подклад. кольце выбить оправку ф 33 мм |
| ||
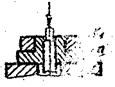
| Раздать отверстие до d =33 мм и обкатать на оправке до ф 90 мм |

| На подклад. кольце выбить поковку из кольца ф 90 мм |
|
Получили соотношение Vn: V6n = 646: 654 = 0,99 (допустимо)
По чертежу поковки (рис. 4), вычисляем объем Vn= 646 см3. По табл. 2 выбираем величину Коп =1,1, тогда объем исходной прокатной заготовки равен Vиз = Коп · Vn = 1,1 · 646 = 743 см3. В детали имеется сквозное отверстие d = 50 мм. При ковке сквозные отверстия получают с применением сплошного прошивания для d ≤ 50 мм и трубчатого прошивания для d
до 250 ÷ 900 мм. Размеры прошиваемых отверстий и прошвиней
определена для поковок типа дисков, фланцев ГОСТ 7062-77
и равен, примерно, (0,65 ÷ 0,8) d.
Технические условия на прошивку: равномерный прогрев заготовки по всему объему; осадка до оптимальных размеров заготовки для снижения потерь металла с выдрой: применение смазки – графита, жидкого стекла с водой или графита с коксом. Предварительно прошвинем делают углубление до 30 ÷ 40 мм, вводят в него смазку и производят прошивание отверстия. При расчете переходов операций должно соблюдаться соответствие объемов (веса) с учетом отходов и угаров металла.
Допускается применение исходной заготовки с L0: Д0 ≤ 2,5.
Пооперационный расчет (табл. З) дал соотношение объемов (весов) чертежной и действительной поковок, равное Vn: V6n = 646: 654 = 0,99, что приемлемо c учетом допусков размеров поковки.
Date: 2015-05-04; view: 642; Нарушение авторских прав