Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
I. Составление чертежа поковки
|
|
Чертеж поковки разрабатывают на основе рабочего чертежа
детали с учетом требований по степени шероховатости поверхности. В целях надежного обеспечения возможности получения заданных рабочим чертежом точностей размеров и качества поверхности в конечной детали размеры в поковке берут большими на величины припусков, напусков. Вводят новые допуски размеров в поковке.

 Если поковка не подвергается механической обработке по каким-то поверхностям, то в чертеже поковки увеличивают определяющие эти поверхности размеры только в пределах величины ±Д – допуска точности ковки. На таких поверхностях в рабочем чертеже стоит знак
Если поковка не подвергается механической обработке по каким-то поверхностям, то в чертеже поковки увеличивают определяющие эти поверхности размеры только в пределах величины ±Д – допуска точности ковки. На таких поверхностях в рабочем чертеже стоит знак  , или
, или  , или вообще нет знака обработки, если степень шероховатости не оговорена строго. Если же на линии в чертеже детали стоит знак требуемой степени шероховатости Rz или Ra, то есть поверхность поковки должна далее обрабатываться снятием стружки резанием, то определяющий размер в поковке увеличивают на величину припуска (на толщину срезаемого слоя) Пр.
, или вообще нет знака обработки, если степень шероховатости не оговорена строго. Если же на линии в чертеже детали стоит знак требуемой степени шероховатости Rz или Ra, то есть поверхность поковки должна далее обрабатываться снятием стружки резанием, то определяющий размер в поковке увеличивают на величину припуска (на толщину срезаемого слоя) Пр.
Припуски и допуски в чертежах поковок на углеродистых и легированных сталей, производимых на молотах, определяются по ГОСТ 7829-70. Припуск на обработку резанием берут сверх отклонения по допускам точности детали; он представляет собой толщину слоя металла, удаленного при резании.
Напуски -Н- увеличение размера поковки сверх припуска, вводимое без расчета или нормативов только в целях упрощения поковки ввиду нерентабельности или невозможности изготовления поковки без этого напуска.
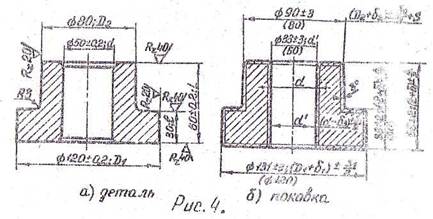
На рис. 4 представлен пример рабочего чертежа детали и разработанного на его основе чертежа поковки. Контур поковки вычерчивают сплошными утолщенными линиями по номинальным ее размерам (Lп = Lд ± Пр ± Н), величину припуска прибавляют для наружных размеров поковки. Контуры по номинальным размерам детали вычерчивают тонкими линиями.
|
Цифры без скобок над размерными линиями обозначает номинальные размеры поковки с допуском точности ковки; размеры в скобках на чертеже поковки под размерными линиями обозначают номинальные размеры детали после обработки резанием. Иногда на чертеже поковки для упрощения, эти размеры не ставят. Цифры правее номиналов размеров (с "+") указывают величины допустимых отклонений размера получаемой ковки - допуски поковки. В примере (рис.4) припуски и допуски принимались по табл. 1.
Номинальные размеры по длине поковок с уступами проставляют от одной или ограниченного числа баз. Один концевой уступ, как в примере, включают в размер общей длины поковки, ГОСТы 7829-70, 7062-79 нормируют припуски и допуски для поковок из углеродистых и легированных сталей. Для высоколегированных (более 10% легирования), нержавеющих; жаропрочных, жаростойких, быстрорежущих сталей и сплавов с особыми физическими свойствами, сплавов цветных металлов величины припусков и допусков поковок регламентируются заводскими и отраслевыми нормами.
Date: 2015-05-04; view: 1910; Нарушение авторских прав