Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Состав системы ЧПУ
|
|
Все устройства ЧПУ имеют развитую цикловую автоматику с большим числом входов-выходов, а также связь с ЭВМ высшего уровня, необходимую при создании гибких производственных систем.
Вместе с тем наблюдается разделение устройств ЧПУ по числу управляемых координат, связанное с их назначением: для токарных станков обычно требуется две координаты; для обычных фрезерных – три; для фрезерных станков, предназначенных для объемной обработки, – пять; для многооперационных станков – от четырех до восьми. В настоящее время созданы устройства ЧПУ на 10–12 координат для управления ГПМ. Число координат весьма существенно влияет на конструкцию и стоимость устройства ЧПУ.
Функциональная схема типовой универсальной системы ЧПУ (рис. 7.2) состоит из двух основных устройств: устройства числового программного управления, конструктивно оформленного в виде отдельного шкафа или пульта и исполнительных устройств с приводами и датчиками обратной связи, размещенными на станке. Основные блоки системы ЧПУ описаны ниже.
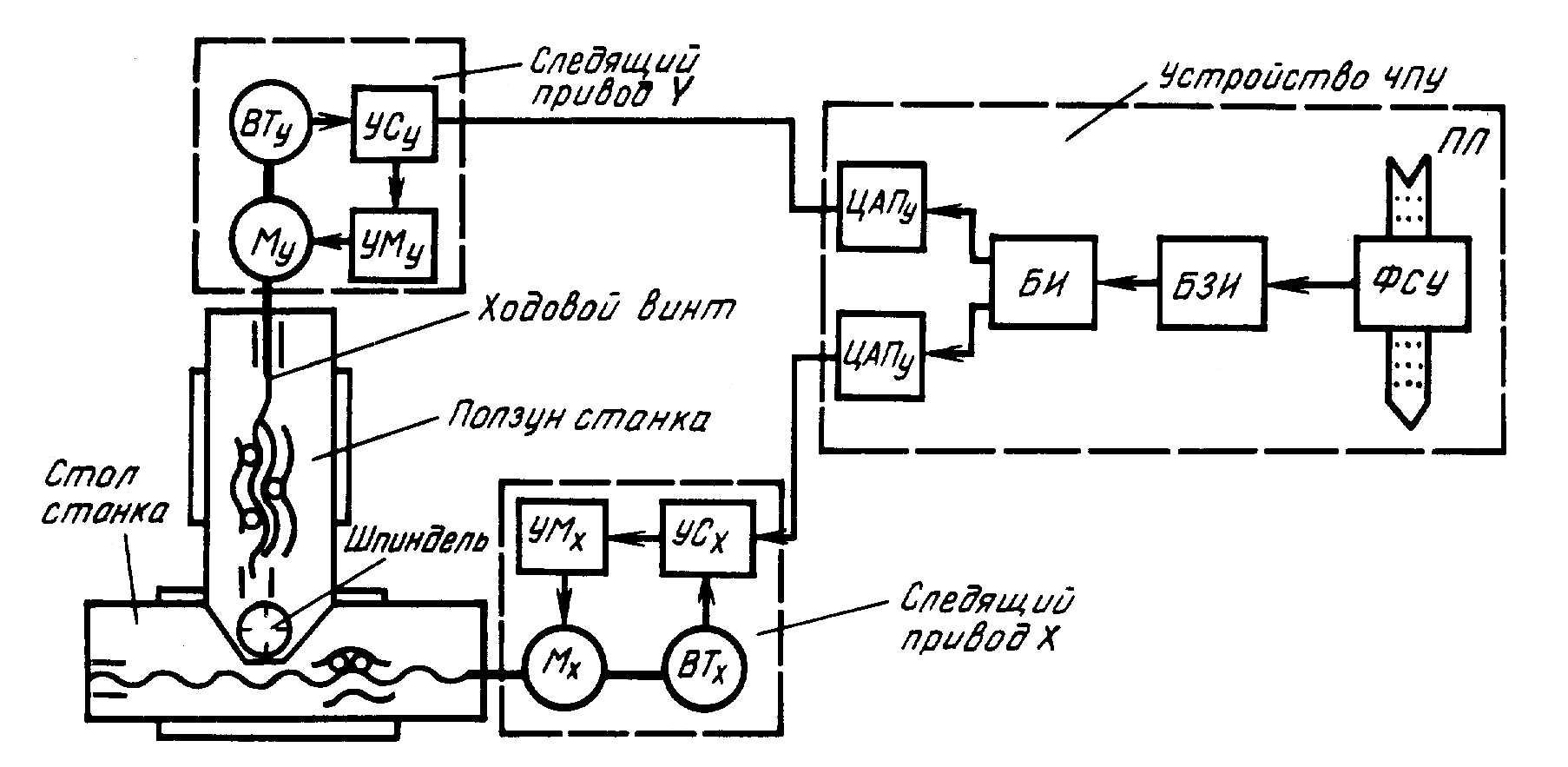
Рис. 7.1. Упрощенная схема станка с ЧПУ
Устройство ввода информации вводит числовую информацию с программоносителя.
Блок запоминания считанной информации. Помимо запоминания входной информации в этом блоке выполняются ее контроль и формирование соответствующего сигнала в момент обнаружения ошибки. Этот блок, как правило, имеет возможность получать информацию от ЭВМ верхнего уровня, что необходимо при объединении станков в ГПС.
Пульт управления и индикации служит для связи человека-оператора с системой ЧПУ. С помощью этого пульта проводится пуск системы и ее останов, переключение режимов работы с автоматического на ручной и т.д., а также коррекция скорости подачи и размеров инструментов и изменение начального положения инструмента по всем или некоторым координатам. На этом пульте находится световая сигнализация и цифровая индикация о состоянии системы.
В современных ЧПУ индикация обычно осуществляется с помощью встроенного дисплея, позволяющего выводить значительно большее число параметров, а также проводить отработку программ непосредственно на станке.
Блок интерполяции формирует частичную траекторию движения инструмента между двумя или более заданными в программе точками. В большинстве случаев используют линейную и круговую интерполяцию, хотя иногда применяют винтовую или цилиндрическую интерполяцию.
Приводы подач, чаще всего следящие, служат для обеспечения перемещения управляемых элементов станка (столов, суппортов, кареток и т.п.) с необходимой скоростью и точностью при заданном моменте. Под следящим приводом будем понимать систему, состоящую из двигателя (электрического, гидравлического), усилителя мощности, снабжающего этот двигатель необходимой энергией, которая регулируется в широких пределах, датчика обратной связи по положению, служащего для измерения фактического перемещения (или положения) управляемого объекта, и сравнивающего устройства, сравнивающего фактическое положение объекта с заданным и выдающего сигнал ошибки, поступающий на вход усилителя мощности, в результате чего угловая скорость вала двигателя оказывается пропорциональной ошибке системы. В процессе работы эта система перемещает управляемый объект таким образом, чтобы поддерживать минимальное значение ошибки. Если ошибка по каким-либо причинам превышает заранее установленный допустимый предел, то система ЧПУ автоматически отключается с помощью специальных устройств защиты.
Блоки управления приводами подач служат для преобразования информации, получаемой с выхода интерполятора, в форму, пригодную для управления приводами подач, так, чтобы при поступлении каждого импульса управляемый объект перемещался на определенное расстояние, называемое ценой импульса, которая обычно составляет 0,01 или 0,001 мм. В зависимости от типа приводов (замкнутые или разомкнутые, фазовые или амплитудные), применяемых на станках, блоки управления существенно различаются.
В разомкнутых приводах, использующих шаговые двигатели, блоки управления представляют собой специальные кольцевые коммутаторы, на выходе которых включены мощные усилители, питающие обмотки шаговых двигателей, которые служат для циклического переключения обмоток ШД, что заставляет вращаться его ротор. В замкнутых приводах фазового типа, использующих датчики обратной связи в виде вращающихся трансформаторов (ВТ) или индуктосинов в режиме фазовращателей, блоки управления представляют собой преобразователи импульсов в фазу переменного тока и фазовые дискриминаторы, которые сравнивают фазу сигнала на выходе фазового преобразователя с фазой датчика обратной связи и выдают разностный сигнал ошибки на усилитель мощности привода.
В этом же блоке обычно расположены усилители для питания датчиков обратной связи, а также устройства защиты, отключающие приводы при превышении допустимой ошибки слежения.
Датчики обратной связи ДОС являются измерительными устройствами, служащими для определения фактического положения (абсолютного значения координаты) или перемещения (относительного значения координаты) управляемого объекта в пределах шага системы. При этом суммирование шагов производит система ЧПУ. Перемещения объекта определяют как непосредственно с помощью каких-либо линейных измерительных устройств, например, индуктосинов, так и косвенно, измеряя, например, угол поворота вала двигателя подач с помощью какого-либо углового измерительного устройства, например, обычного ВТ или резольвера (точный ВТ синусно-косинусного типа, применяемый в счетно-решающих устройствах).
Помимо индуктосинов, для непосредственного измерения линейных перемещений иногда используют и другие измерительные устройства, например, прецизионные зубчатые рейки с многополюсными ВТ, или для достижения особо высокой точности – оптические штриховые измерительные шкалы с соответствующими импульсными датчиками. Обычно одно и то же устройство ЧПУ может работать с различными типами ДОС.
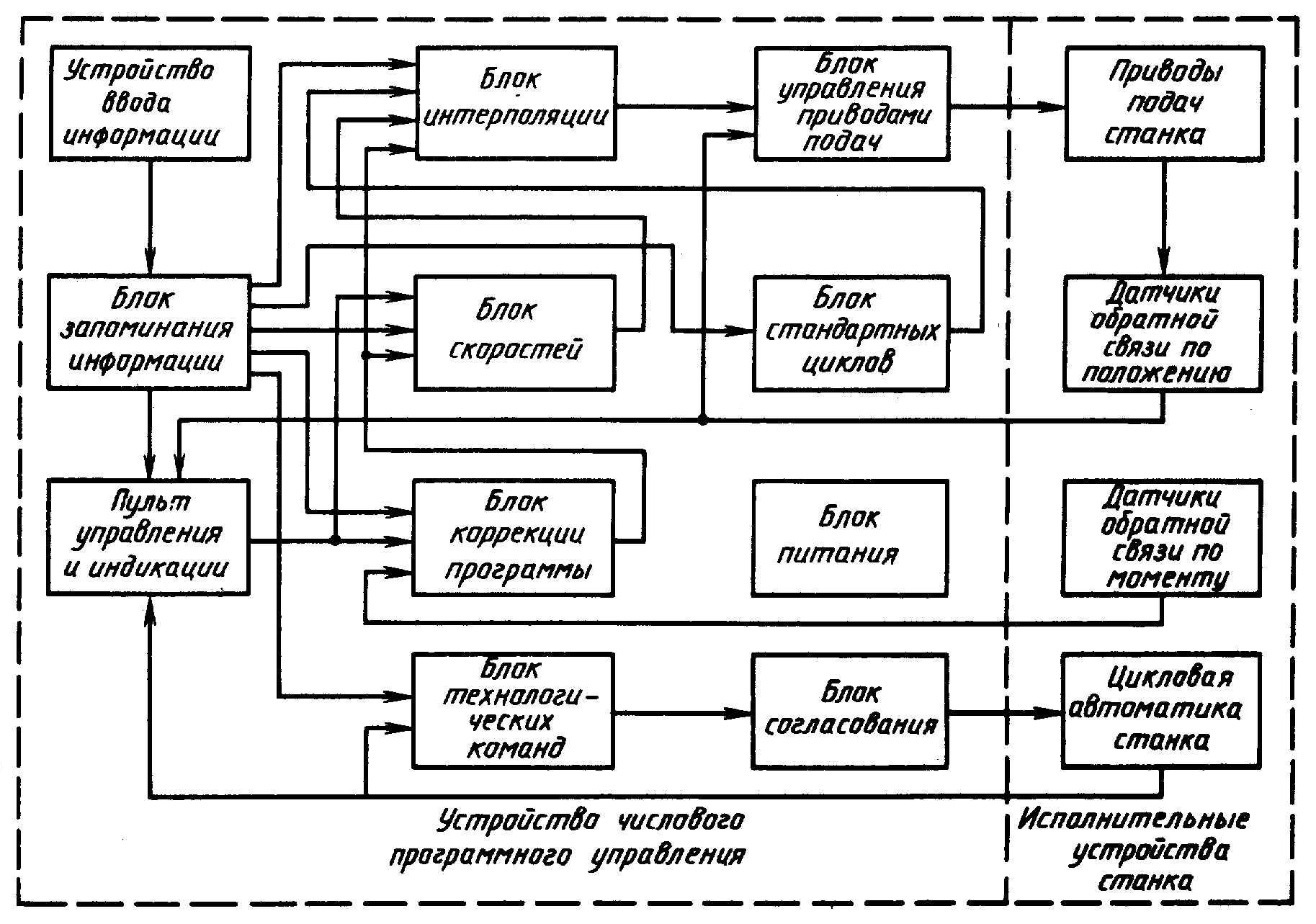
Рис. 7.2. Функциональная схема системы ЧПУ
Блок скоростей подач обеспечивает заданную скорость подачи, а также разгон и торможение в начале и конце участков обработки по заданному закону, чаще всего – линейному. Скорость подачи задается либо номером скорости соответствующего ряда скоростей, составляющих геометрическую прогрессию со знаменателем порядка 1,25, либо непосредственно в миллиметрах в минуту через 1 или даже через 0,1 мм/мин. Помимо рабочих скоростей подач, составляющих обычно 5–2000 мм/мин, этот блок выполняет, как правило, и установочное движение с повышенной скоростью, на которой производится установка координат при позиционной обработке или переход инструмента из одного участка заготовки в другой при контурной обработке. Эта скорость в современных системах ЧПУ составляет 10–15 м/мин.
Блок коррекции программы вместе с пультом управления служит для изменения запрограммированных параметров обработки, т.е. скорости подачи и размеров инструмента (длины и диаметра). Изменение скорости движения (обычно 5–120 %) сводится к ручному изменению частоты задающего генератора в блоке подач. Изменение длины инструмента (обычно от 0 до 100 мм) сводится к изменению заданного значения перемещения вдоль оси инструмента, без изменения его начального положения.
Блок технологических команд предназначен для управления цикловой автоматикой станка, включающего поиск и смену достаточно большого числа инструментов (до 100), смену частоты вращения шпинделя, зажим направляющих при позиционировании и разжим их при движении, различные блокировки, обеспечивающие сохранность станка. Цикловая автоматика станка состоит в основном из исполнительных элементов типа пускателей, электромагнитных муфт, соленоидов и других электромагнитных механизмов, а также дискретных элементов обратной связи типа концевых и путевых выключателей, реле тока, реле давления и других элементов, контактных или бесконтактных, сигнализирующих о состоянии исполнительных органов. Часто эти элементы с дополнительными устройствами типа реле реализуют местные циклы (например, цикл поиска и смены инструмента), команды, на исполнение которых подаются из устройства программного управления. Современные устройства ЧПУ, как правило, осуществляют эти циклы внутри, выдавая сигналы на исполнительные элементы станка через согласующе-усилительные устройства, которые могут находиться как в станке, так и в устройстве ЧПУ. Для этого часто используют программируемые контроллеры в виде отдельного блока, размещаемого внутри или вне устройства ЧПУ.
Блок стандартных циклов служит для облегчения программирования и сокращения длины программы при позиционной обработке повторяющихся элементов заготовки, например, при сверлении и растачивании отверстий, нарезании резьбы и других операций.
Помимо этих блоков, применяют блоки адаптации, которые служат для увеличения точности и производительности обработки при изменяющихся по случайному закону внешних условиях (например, припуск на обработку, твердость обрабатываемого материала, затупление инструмента). Это объясняется тем, что любая система ЧПУ является разомкнутой системой управления, так как она не «знает» результата своей работы. В системе ЧПУ с обычной обратной связью заготовка ею не охвачена; задается только перемещение инструмента относительно заготовки. В то же время на точности размеров детали сказывается, например, деформация инструмента, которая в обычных системах ЧПУ может учитываться при программировании только тогда, когда она постоянна или изменяется по заранее известному закону, чего на практике нет.
Контрольные вопросы
1. Расскажите про работу станка с ЧПУ по упрощенной схеме.
2. Назначение пульта управления и индикации.
3. Назовите структуру привода подачи станка с ЧПУ.
4. Назначение блоков управления приводами подач.
5. Назовите виды датчиков обратной связи.
6. Назначение блока технологических команд.
7. Для чего предназначен блок стандартных циклов?
8. В связи с чем наблюдается разделение УЧПУ по числу управляемых координат?
Date: 2015-09-24; view: 6383; Нарушение авторских прав