Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Причины расхода графитированных электродов. Меры экономии электродов для ДСП
|
|
В ДСП имеется три основных причины расхода электродов:
-окисление поверхности (55-75%);
-возгонка (15-25%);
-огарки и обломки электродов(10-20%).
-возгонка.
Основной причиной расхода является окисление поверхности электродов. При этом основная часть расхода приходится на период расплавления твердой шихты (τэн) и время перерыва между плавками (τпдг). Для уменьшения окисления поверхности эл-в следует:
-обеспечить герметичность печи (особенно в местах ввода эл-в);
-ограничить тем-ру поверх-ти электродов допустимыми значениями, для чего необходимо обеспечить соответствие между диаметром эл-да и его токовой нагрузкой;
-снизить тем-ру поверхности эл-да над сводом за счет оросительного охлаждения,а в рабочем прост-ве за счет применения комбинированного эл-да в виде водоохлаждаемой металлической штанги с рабочей графитированной сменной секцией;
-уменьшить длину нагретой части электродов (за счет выбора теплотехнически рациональной высоты свода);
-нанести защитные покрытия;
-снизить УЭС
Расход на возгонку пропорционален кол-ву электроэнергии и составляет для ДСП около 2 кг/(МВт*ч)
Расход на обломки и огарки при бережном хранении и правильных условиях эксплуатации может не превышать 0,2-0,5 кг/т.
Электронно-лучевой переплав. Назначение и конструкции печей ЭЛП, преимущества и недостатки. Технологическая схема выплавки стали.
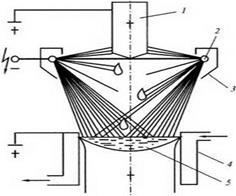
1- переплавляемый слиток. 2 - кольцевой катод..3 - фокусирующий электрод; 4 - кристаллизатор: 5 - ванна жидкого металла
РИС-1
РИС-2
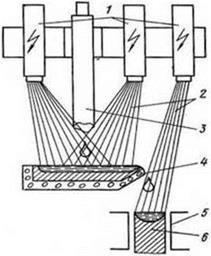
Схема электронно-лучевой плавки с промежуточной емкостью:
/ - пушка; 2- электронный луч; 3 - переплавляемая заготовка: -/ - волоохлажлаемая промежуточная см коси..
.5 - кристаллизатор; 6 - слиток
Сущность электронно-лучевой плавки заключается в переплаве металлических заготовок в электронно-лучевой печи в результате их нагрева и плавления энергией электронного луча, капельном переносе электродного металла и последовательном затвердевании металла в водоохлаждаемом кристаллизаторе.
кинетическая энергия мощного направленного потока электронов при бомбардировке ими поверхности нагреваемого материала превращается в тепловую энергию. Устройство для получения мощного потока электронов, их ускорения и концентрирования в пучок, направляемый в рабочее пространство называют электронной пушкой. Она представляет собой трехэлектродную систему, состоящую из вольфрамового катода, управляющего электрода и кольцевого анода. Для управления электронным лучом, выходящим из электронной пушки, используют фокусирующую и отклоняющую системы, с помощью которых соответственно изменяют сечение потока (пучка) электронов и направляют его под заданным углом па обрабатываемое изделие.
Для повышения эффективности рафинирования в электроннолучевых печах применяют схемы переплава с использованием промежуточной емкости
Электронно-лучевая плавка находит широкое применение для получения высокореакционпых. тугоплавких (W.Mo. Nb). высокочистых металлов и для рафинирующего переплава стали различных марок и сплавов. Ее применяют для получения очень чистых по примесям цветных металлов (Pb, Sn.Sbи др.). кислороду, азоту и неметаллическим включениям шарикоподшипниковой стали для скоростных подшипников, жаропрочных, коррозиоиностойких и прецизионных сплавов, а также для производства крупных слитков из конструкционной стали высокой степени чистоты, используемой в энергетическом машиностроении. Переплав обеспечивает получение слитков с плотной макроструктурой без усадочных и ликвационных дефектов.низкое содержание газов и неметаллических включений при их высокой дисперсности и равномерном распределении, повышение служебных характеристик, магнитных и жаропрочных свойств.
В процессе ЭЛП происходит значительное рафинирование металла: до 85...95% водорода. 70...90% азота (до 0,001%), 80% меди..95% сурьмы и свинца. Потери марганца составляют 60...80%. хрома - до 20%. Содержание кремния, серы и фосфора практически не изменяется. Общие потери металла на испарение составляют около 4... 5%. Общее снижение содержания неметаллических включений составляет от 50 до 90%.
недостатки:
1) сложность и высокая стоимость оборудования:
2) низкая производительность и кпд
3) высокие капитальные затраты:
4) невозможность переплава сталей и сплавов, легированных азотом, марганцем;
5) высокая себестоимость металла, полученного методом электронно-лучевой плавки.
Date: 2015-09-22; view: 2622; Нарушение авторских прав