Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Особенности организации автоматических поточных линий (АПЛ), роботизированного и гибкого автоматизированного производства (ГАП)
|
|
Дальнейшим развитием поточного производства является его автоматизация, в которой сочетаются непрерывность производственных процессов с автоматическим выполнением. Автоматизация производства в машиностроении и радиоэлектронном приборостроении развивается в направлении создания автоматических станков и агрегатов, автоматизированных и автоматических поточных линий, автоматизированных и автоматических участков, цехов и даже заводов.
Автоматическая линия — это система согласованно работающих и автоматически управляемых станков (агрегатов), транспортных средств и контрольных механизмов, размещенных по ходу технологического процесса, с помощью которых обрабатываются детали или собираются изделия по заранее заданному технологическому процессу в строго определенное время (такт автоматической линии).
Важнейшим календарно-плановым нормативом автоматической линии, характеризующим равномерность выпуска продукции, является такт (иди ритм) потока. Он определяется суммарным временем обработки изделия, временем установки, закрепления, раскрепления и снятия, а также транспортировки его с одной операции на другую.
Разновидностью комплексных автоматических линий являются автоматические роторные линии. Автоматическая роторная линия представляет собой комплекс рабочих машин (роторов), транспортных машин (роторов), приборов, объединенных в единую систему автоматического управления, в которой их заготовки одновременно с обработкой перемещаются по дугам окружностей рабочих роторов совместно с воздействующими на них рабочими инструментами. Рабочие и транспортные роторы находятся в жесткой кинематической связи и имеют синхронное вращение. Инструмент, как правило, монтируется комплексно в блоках, сопрягаемых с исполнительными органами рабочего ротора преимущественно только осевой связью, что обеспечивает быструю смену блоков. Рабочие и транспортные роторы соединяются в линии общим синхронным приводом, перемещающим каждый ротор на один шаг за время, соответствующее такту линии.
В современных условиях развития автоматизации производства особое место отводится использованию промышленных роботов. Промышленный робот - это механическая система, включающая манипуляционные устройства, систему управления, чувствительные элементы и средства передвижения. С помощью промышленных роботов можно объединять технологическое оборудование в отдельные роботизированные технологические комплексы (РТК) различного масштаба, не связанные жестко планировкой и числом комплектующих агрегатов.
Классификация РТК по типу роботизированного подразделения основывается на количественной характеристике выполняемых комплексом технологических операций.
Простейшим типом РТК, положенным в основу более крупных РТК, вплоть до целых предприятий, является роботизированная технологическая ячейка (РТЯ)„ в которой выполняется небольшое число технологических операций, например роботизированная единица технологического оборудования с ЧПУ.
Более крупный роботизированный комплекс представляет собой роботизированный технологический участок (РТУ). Он выполняет ряд технологических операций (включает несколько единиц РТЯ). Если операции осуществляются в едином технологическом процессе на последовательно расположенном оборудовании, то комплекс представляет собой роботизированную технологическую линию (РТЛ).
Под гибкой производственной системой (ГПС) понимается автоматизированное производство, построенное на современных технических средствах, способное обеспечивать выпуск продукции широкой номенклатуры, однородной лишь по своим основным конструктивным и технологическим параметрам и способное безынерционно переходить на выпуск новых изделий любого наименования. Степень гибкости производственной системы это не однозначный, а многокритериальный показатель. В зависимости от конкретно решаемой задачи ГПС выдвигаются различные аспекты гибкости:
· машинная гибкость — простота перестройки технологического оборудования для производства заданного большого количества изделий каждого наименования;
· технологическая гибкость - способность системы производить заданное большое количество деталей каждого наименования при различных вариантах технологического процесса;
· структурная гибкость — возможность расширения ГПС за счет введения новых дополнительных технологических модулей, а также объединения нескольких систем в единый комплекс;
· гибкость по объему выпуска — способность системы экономично изготавливать изделия каждого наименования при разных объемах партий запуска и может быть охарактеризована минимальным размером партии, при котором использование системы остается экономически эффективным;
· гибкость по номенклатуре -способность системы к обновлению выпуска продукции, характеризуется сроками и стоимостью подготовки производства деталей нового наименования.
В мелкосерийном производстве в качестве показателя гибкости номенклатуры можно принять максимальный коэффициент обновления продукции, при котором использование системы остается экономически эффективным.
К основным факторам, обеспечивающим функционирование ГПС, относятся:
1) комплексная автоматизация всех основных и вспомогательных технологических операций;
2) программная переналадка технологического оборудования;
3) оперативная (автоматизированная) конструкторско-технологическая и организационно-экономическая подготовка производства;
4) автоматизация управления производственно-технологическими процессами, осуществляемая в режиме реального времени;
5) реализация и оптимизация оперативно-производственного планирования, позволяющая максимально загрузить оборудование, минимизировать производственный цикл и обеспечить комплектность деталей и сборочных единиц для сборки;
6) групповая технология обработки деталей.
Основными элементами производственно-технологической части ГПС являются: гибкий производственный модуль (ГПМ), роботизированный технологический комплекс (РТК) и система обеспечения функционирования.
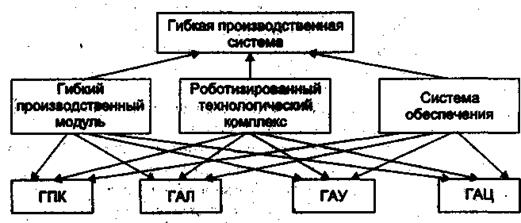
Рис.4.2. Структура гибкой производственной системы: ГПК — гибкий производственный комплекс; ГАЛ - гибкая автоматизированная линия; ГАУ - гибкий автоматизированный участок; ГАЦ - гибкий автоматизированный цех
Гибкий производственный модуль — это единица технологического оборудования с ЧПУ для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик, автономно функционирующая, автоматически осуществляющая все функции, связанные с изготовлением продукции и имеющая возможность встраиваться в более сложную ГПС.
В состав ГПМ входят специальное технологическое оборудование (от одного до трёх станков с ЧПУ); контрольно-измерительная аппаратура и установки; промышленные роботы и манипуляторы; средства автоматизации технологического процесса; средства идентификации деталей, заготовок, инструмента и оснастки.
Роботизированный технологический комплекс - это совокупность единиц технологического оборудования от 3 до 10 станков с ЧПУ, роботов и средств их оснащения. Этот комплекс автономно функционирует и осуществляет многократные циклы. Предназначенные для работы в ГПС роботизированные комплексы должны иметь автоматизированную переналадку и возможность встраиваться в ГПС. Таким образом, основными характеристиками ГПМ и РТК являются:
· способность работать автономно, без участия человека;
· автоматически выполнять все основные и вспомогательные операции производственного процесса;
· гибкость, удовлетворяющая требованиям единичного и мелкосерийного производств;
· простота наладки и возможность устранения отказов основного оборудования и системы управления;
· совместимость с оборудованием традиционного и гибкого производства;
· высокая степень завершенности обработки деталей с одного установа;
· высокая экономическая эффективность при правильной эксплуатации.
Система обеспечения функционирования ГПС в автоматическом или автоматизировавшем режиме включает:
а) автоматизированную транспортно-складскую систему;
6) автоматизированную систему инструментального обеспечения (АСИО), осуществляющую подготовку; хранение и автоматическую замену инструмента;
в) автоматизированную систему слежения за износом и поломками инструмента (АССИ);
г) автоматизированную систему обеспечения надежности, следящую за состоянием оборудования (АСОН);
д) автоматизированную систему управления качеством продукции (АСУКП);
е) автоматизированную систему удаления отходов производства (АСУОП).
Производственно-технологическая часть ГПС предназначена для выполнения всех основных и вспомогательных технологических процессов и операций над элементами материального потока. Основным элементам информационно-вычислительной и управляющей част ГПС является автоматизированная система управления предприятием (АСУП), обеспечивающая автоматизированное организационно-экономическое управление гибким автоматизированным производством и включающая системы более низкого уровня, такие как:
· система автоматизированного проектирования (САПР);
· автоматизированная система технологической подготовки производства (АСТПП);
· автоматизированная система управления технологическими процессами (АСУГП);
· автоматизированная система научных исследований (АСНИ);
· локальные системы управления (ЛСУ).
Частичная или полная интеграция производственно-технологической части ГПС с функциональными системами информационно-вычислительной и управляющей частей в единую производственную систему превращает ее в гибкое автоматизированное производство.
Date: 2015-09-27; view: 1617; Нарушение авторских прав