Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Диффузионная сварка
|
|
Отличительная особенность диффузионной сварки от других способов сварки давлением - относительно высокие температуры нагрева (0,5-0,7 7*) и сравнительно низкие удельные сжимающие давления (0,5-0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется такими физико-химическими процессами, протекающими при сварке, как взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации. В большинстве случаев это диффузионные, термически активируемые процессы.
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены газы-восстановители, расплавы солей, флюсы, обмазки, но в большинстве случаев используют вакуум или инертные газы.
Очистка поверхностей металлов от оксидов может происходить в результате развития процессов сублимации и диссоциации оксидов, растворения оксидов за счет диффузии кислорода в металл (ионов металла в оксид), восстановления оксидов элементами - раскислителями, содержащимися в сплаве и диффундирующими при нагреве к границе раздела металл - оксид. Расчет и эксперимент показывают, что, например, на стали оксиды удаляются наиболее интенсивно путем их восстановления углеродом, а на титане - за счет растворения кислорода в металле.
Сближение свариваемых поверхностей происходит в первую очередь в результате пластической деформации микровыступов и приповерхностных слоев, обусловленной приложением внешних сжимающих напряжений и нагревом металла. В процессе деформации свариваемых поверхностей, свободных от оксидов, происходит их активация, и при развитии физического контакта между такими поверхностями реализуется их схватывание.
При диффузионной сварке одноименных металлов сварное соединение достигает равнопрочности основному материалу в том случае, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен, осуществляемой либо путем первичной рекристаллизации, либо путем собирательной рекристаллизации.
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стёкол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов.
Соединяемые заготовки могут быть весьма различны по своей форме и иметь компактные (рис. 3.66, а) или развитые (рис. 3.66, б, б) поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Схематически процесс диффузионной сварки можно представить следующим образом. Свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумируют и нагревают до температуры сварки. После этого прикладывают сжимающее давление на заданный период времени. В некоторых случаях после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекрис-таллизационных процессов, способствующих формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
В зависимости от напряжений, вызывающих деформацию металла в зоне контакта и определяющих процесс формирования диффузионного соединения, целесообразно условно различать сварку с высокоинтенсивным (Р г 20 МПа) и низкоинтенсивным (Р s 2 МПа) силовым воздействием. При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабженным вакуумной камерой и нагревательным устройством (рис. 3.67). Но на таких установках можно сваривать детали ограниченных размеров (как правило, диаметром до 80 мм (см. рис. 3.66, а). При изготовлении крупногабаритных двухслойных конструкций (см рис. 3.66, б) применяют открытые прессы. При этом свариваемые детали перед помещением в пресс собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3.68).
Рис. 3.66. Некоторые типы конструкций, получаемых диффузионной сваркой

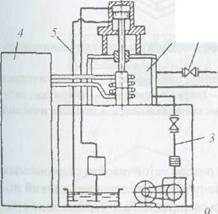
Рис. 3.67. Принципиальная схема установки для диффузионной сварки (а) и общий вид многопозиционной установки СДВУ-4М (б):
 1 - вакуумная камера; 2 - система охлаждения камеры; 3 - вакуумная система; 4 - высокочастотный генератор; 5 - гидросистема пресса
1 - вакуумная камера; 2 - система охлаждения камеры; 3 - вакуумная система; 4 - высокочастотный генератор; 5 - гидросистема пресса
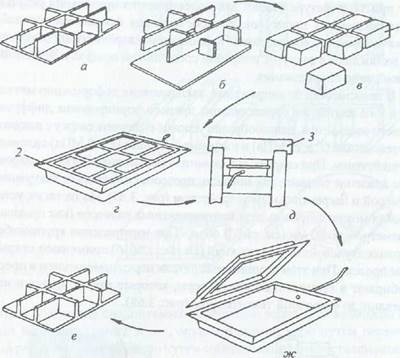
Рис. 3.68. Технологическая схема диффузионной сварки с высокоинтенсивным силовым воздействием:
а - требуемая конструкция; б - заготовки для сварки; в - технологические элементы-вкладыши; г ~ сборка; д - сварка в прессе; е — демонтаж; ж -готовая конструкция; 1 -технологические вкладыши; 2 - технологический контейнер; 3 – пресс.
Для исключения возможности потери устойчивости свариваемых элементов, передачи давления в зону сварки и создания условий локально направленной деформации свариваемого металла в зоне стыка диффузионную сварку осуществляют в приспособлениях с применением для заполнения «пустот» (межреберных пространств) технологических вкладышей и блоков (см. рис. 3.68), которые после сварки демонтируют или удаляют химическим травлением.
При сварке с высокоинтенсивным силовым воздействием локальная деформация металла в зоне соединения, как правило, достигает
нескольких десятков процентов, что обеспечивает стабильное получение доброкачественного соединения.
Для изготовления слоистых конструкций (см. рис. 3.66, в) перспективна диффузионная сварка с низкоинтенсивным силовым воздействием, при которой допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. При этом способе диффузионной сварки не требуется сложного специального оборудования.
При изготовлении плоских (или с большим радиусом кривизны) конструкций сжимающее усилие наиболее просто может быть обеспечено за счет атмосферного давления воздуха Q на внешнюю поверхность технологической оснастки при понижении давления газа в зоне соединения (рис. 3.69).
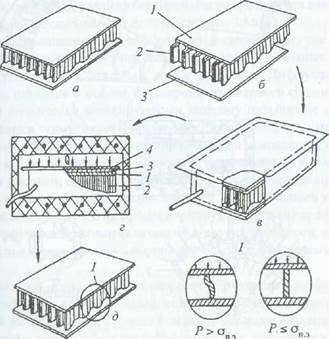
Рис. 3.69. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием плоских конструкций:
а - требуемая конструкция; б - заготовки для сварки; в - сборка; г - сварка; д - готовая конструкция;
1 - несущая обшивка; 2 - готовый заполнитель; 3 - технологические листы; 4 – мембрана
_______________________________________________
Наличие технологических элементов (прокладок, мембран и др.), обладающих локальной жесткостью и помещенных с внешней стороны свариваемых элементов, исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя
σп.з (P≤σ п.з)
При изготовлении конструкций сложного криволинейного профиля может быть использована технологическая схема (рис. 3.70), при которой давление нейтрального газа воспринимается непосредственно внешними элементами самой конструкции, например, несущими обшивками, оболочками. В процессе сварки обшивки на неподкрепленных участках под давлением газа деформируются (прогибаются). Это ухудшает условия для формирования соединения, уменьшает сечение сообщающихся каналов, ухудшает аэродинамическое состояние поверхности. В этом случае Р ограничивается напряжением, при котором имеет место чрезмерная остаточная деформация обшивок на неподкрепленных участках (P≤ σ п.o).
В ряде случаев можно исключить применение внешнего давления для сжатия свариваемых заготовок, используя явления термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коак-сиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (см. рис. 3.66, а).
Качество соединения при диффузионной сварке в вакууме определяется комплексом технологических параметров, основные из которых - температура, давление, время выдержки. Диффузионные процессы, лежащие в основе формирования сварного соединения, являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие. Для снижения сжимающего давления и уменьшения длительности сварки температуру нагрева свариваемых деталей целесообразно устанавливать по возможности более высокой; металлы при этом обладают меньшим сопротивлением пластической деформации. Вместе с тем необходимо учитывать возможность развития процессов структурного превращения, гетеродиффузии, образования эвтектик и других процессов, приводящих к изменению физико-механических свойств свариваемых металлов.
Удельное давление влияет на скорость образования диффузионного соединения и величину накопленной деформации свариваемых заготовок. В большинстве случаев чем выше удельное давление, тем меньше время сварки и больше деформация. Так, при сварке в прессе с использованием высоких удельных давлений (до нескольких десятков мегапаскалей) время образования соединения может измеряться секундами, а деформация металла в зоне соединения десятками процентов. При сварке с использованием низких удельных давлений (десятые доли мегапаскаля) время сварки может исчисляться часами, но деформация соединяемых заготовок при этом составляет доли процента. Таким образом, задачу выбора удельного давления следует решать с учетом типа конструкций, технологической схемы и геометрических размеров соединяемых заготовок, а время сварки выбирать с учетом температуры и удельного давления. При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения из-за развития процессов гетеродиффузии, приводящих к формированию в зоне соединения хрупких интерметаллидных фаз.
Для осуществления диффузионной сварки в настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок. Разработка и создание установок для диффузионной сварки в настоящее время ведется в направлении унифицирования систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. Некоторые виды конструкций, изготовленных диффузионной сваркой, приведены на рис. 3.71.
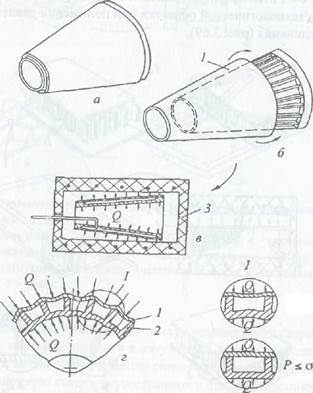
Рис. 3.70. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием конструкций сложной формы: а - требуемая конструкция; б - заготовки для сварки; в - сварка; г - характер деформации элементов конструкции при сварке;1 - внешняя оболочка; 2 - внутренняя оболочка
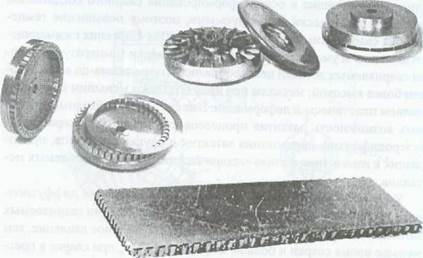
Рис. 3.71. Примеры титановых конструкций, изготовленных диффузионной
сваркой
ПАЙКА
Быстрым развитием техники в различных отраслях промышленности обусловлено широкое применение пайки, особенно в машиностроении, электронике и электротехнической промышленности. Это объясняется, во-первых, тем, что пайка как процесс формирования соединений материалов, осуществляется при температурах ниже температуры начала плавления паяемого материала и характеризуется возможностью автоматического ее регулирования. Во-вторых, это объясняется все большим внедрением в производство новых конструкционных материалов и переходом на высоколегированные сплавы, сварка которых вызывает значительные трудности.
Сущность пайки заключается в создании жидкой прослойки из расплавленного припоя между паяемыми твёрдыми поверхностями. Жидкий припой смачивает поверхности и растекается в тонком зазоре между паяемыми деталями, а после кристаллизации образует паяный шов, в котором между поверхностными атомами (ионами) соединяемых заготовок и припоя формируются химические (металлические) связи.
Процесс пайки осложняется из-за наличия на поверхности металлов оксидных и других слоев, препятствующих растеканию припоя по зазору между деталями. Жидкий металл припоя также подвергается окислению с поверхности и не растекается по паяемым металлическим поверхностям: получается непропай - дефект соединения.
Соединяемые поверхности при пайке активируют при помощи флюсов - веществ, растворяющих оксиды металлов или хотя бы нарушающих сплошность их слоя для того, чтобы припой смог проникнуть под них, смачивая чистый металл. Для этой цели применяют нашатырь (NH4C1), буру (Na2O7,) или смеси хлоридов активных металлов, образующих легкоплавкие системы. После пайки следы применявшихся флюсов следует тщательно удалять, так как может возникнуть коррозия, и паяное соединение начнет разрушаться.
Только такие металлы, как золото и отчасти серебро, можно паять без применения флюсов для снятия оксидных слоев. Это свойство золота используют в приборостроительном производстве: поверхности изделия сначала покрывают тонким слоем золота, а потом паяют. Такой метод весьма дорогой, и его применяют, например, в производстве полупроводниковых приборов (микросхем).
Следует отметить, что флюсы не удаляют с паяемых заготовок посторонние вещества органического и неорганического происхождения, например пленки жирового происхождения, загрязнения, остатки лакокрасочных покрытий. В процессе пайки они препятствуют смачиванию основного металла флюсом и припоем, вызывают непропаи, ухудшающие качество паяных соединений. Посторонние вещества с соединяемых поверхностей деталей и припоя перед пайкой удаляют химической или механической обработкой.
Преимущества флюсовой пайки - возможность осуществлять процесс в атмосфере, применять универсальное оборудование и инструмент (газопламенные горелки, паяльники).
Недостатки флюсовой пайки - агрессивность ряда флюсов; невозможность достаточно надежно удалять поверхностные оксиды некоторых металлов (например, оксиды титана); экологические проблемы - загрязнение атмосферы и сточных вод. В этой связи предпочтительной следует считать пайку без флюсов — в контролируемых атмосферах: в вакууме, аргоне, гелии.
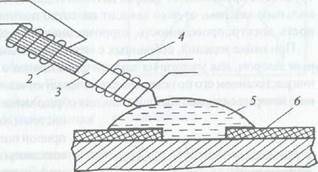
В последнее время разрабатывают так называемые самофлюсующиеся припои, которые при высоких температурах пайки могут растворять свои оксиды, отнимая этим самым кислород от оксидов, образовавшихся на поверхности металла. Такие припои содержат в качестве раскислителей бор, алюминий и другие активные элементы. Удалению оксидных пленок с поверхности металла содействует ультразвук (рис. 3.72), нарушающий их сплошность, и его часто используют на производстве (например, при пайке алюминия ультразвуковыми паяльниками). Магнитостриктор 2 паяльника, излучает колебания, передающиеся наконечнику 3. Возбужденные в расплавленном припое колеблющимся наконечником кавитационные пузырьки 5 эффективно разрушают оксидные пленки 6. Обмотка магнитостриктора подключается к высокочастотному генератору /, вырабатывающему импульсы частотой 15-20 кГц. Нагревается наконечник спиралью 4, через которую пропускается электрический ток. При лужении наконечник располагается как можно ближе к детали, не касаясь ее. Облуженные таким образом детали можно паять обычным электрическим паяльником без флюса с применением оловянно-цинковых или оловянно-свинцовых припоев.
При изготовлении паяных изделий особенно важно качество сборки под пайку, при которой обязательно должны быть сделаны зазоры
Рис. 3.72. Схема пайки ультразвуковым паяльником
 для заполнения их жидким припоем. При широко применяемой так называемой капиллярной пайке используют способность жидкостей самопроизвольно подниматься в тонкие капилляры (трубочки) или плоские щели силами поверхностного натяжения при наличии смачивания жидкостью твердой поверхности. На рис. 3.73 приведена схема взаимодействия жидкости с твердой поверхностью щели или капилляра в зависимости от угла смачивания 8.
для заполнения их жидким припоем. При широко применяемой так называемой капиллярной пайке используют способность жидкостей самопроизвольно подниматься в тонкие капилляры (трубочки) или плоские щели силами поверхностного натяжения при наличии смачивания жидкостью твердой поверхности. На рис. 3.73 приведена схема взаимодействия жидкости с твердой поверхностью щели или капилляра в зависимости от угла смачивания 8.
Если зазоры оставлены большие, то припой в них не затечет и получатся непропаи, т. е. низкого качества паяный шов. Если зазоры очень малы, то скорость проникновения в них жидкого металла также очень мала, и могут получиться непропаи. Таким образом, существуют оптимальные размеры зазоров, обеспечивающие хорошее качество паяных соединений. В производственных условиях особые трудности представляет сборка деталей изделия под пайку по оптимальным зазорам, от чего зависит качество паяного изделия (прочность, электропроводимость, коррозионная стойкость). При пайке изделий, собранных с некапиллярным или неравномерным зазором, для удержания жидкой фазы припоя в зазоре и управления растеканием его по поверхности используют композиционные припои, которые содержат наполнитель для образования в паяльном зазоре
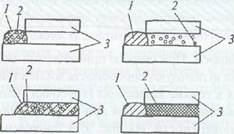
системы капилляров. Такие припои получают, например, спеканием порошка или волокон тугоплавкого материала с последующей пропиткой жидкой легкоплавкой фазой (рис. 3.74).
Для соединения разнородных металлов, например титана со сталью, алюминия с медью, применяется контактно-реактивная пайка, при которой припой образуется в результате контактно-реактивного плавления. Она
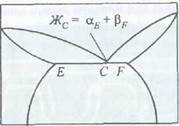
основана на способности некоторых металлов образовывать в месте контакта сплавы (эвтектики или твердые растворы), температура плавления которых ниже температуры плавления любого из соединяемых металлов. Когда соединяемые металлы не образуют между собой подобного типа сплавы или при пайке однородных металлов, используют промежуточную прослойку или наносят покрытие на соединяемые поверхности напылением, гальваническим либо каким-то другим способом. Металл прослойки или покрытия подбирают так, чтобы он взаимодействовал с каждым из соединяемых металлов, образуя более легкоплавкие сплавы. К таким сплавам относятся эвтектики - твердые растворы с минимумом на диаграмме состояния (рис. 3.75).
Процесс контактного плавления начинается с образования физического контакта между соединяемыми поверхностями по активным центрам. В них в твердом состоянии происходит взаимная диффузия
металлов и непрерывное изменение их концентрации в точке контакта. При некоторой температуре происходит расплавление и образуется зона расплава, которая будет увеличиваться и растворять в своем объеме взаимодействующие металлы. Количество таких контактов будет возрастать по мере осуществления процесса пайки.
При контактно-реактивной пайке детали необходимо сдавливать, чтобы создать лучший физический контакт между деталями и выдавить избыток жидкой фазы. Вместе с избытками жидкости удаляются частицы оксидов, присутствие которых в паяном шве может снижать их прочность. Следует отметить, что жидкая прослойка, образующаяся при контактно-реактивной пайке, более активна, чем вносимый в зазор готовый припой: она лучше смачивает основной металл и более интенсивно его растворяет.
При реактивно-флюсовой пайке припой образуется в результате восстановления металлов из компонентов флюса. Например, пайка алюминия с флюсом из хлористого цинка основана на способности алюминия вытеснять цинк из расплавленной соли при 400°С:
Образовавшийся цинк и является припоем, соединяющим детали из алюминия.
 В ряде случаев продукт взаимодействия основного металла с флюсом не является припоем, однако он покрывает поверхность в месте пайки и улучшает смачиваемость дополнительным припоем, который вводится в зазор. Например, с помощью флюса AgCl можно осуществлять реактивно-флюсовое лужение (покрытие) титана серебром:
В ряде случаев продукт взаимодействия основного металла с флюсом не является припоем, однако он покрывает поверхность в месте пайки и улучшает смачиваемость дополнительным припоем, который вводится в зазор. Например, с помощью флюса AgCl можно осуществлять реактивно-флюсовое лужение (покрытие) титана серебром:
Ti + 4AgCl = TiCl4 + 4Ag.
При 350-400 °С хлорид титана в виде газа улетучивается с поверхности титана, разрушая при этом оксидную пленку TiO2, а восстановленное серебро покрывает чистую поверхность титана, которую затем можно подвергать пайке другими методами.
Рис. 3.74. Примеры размещения наполнителя 2 и легкоплавкой составляющей 1 композиционного припоя между паяемыми пластинами 3
Рис. 3.75. Диаграмма состояния сплава с эвтектикой
Паяные соединения имеют очень малый уровень остаточных напряжений, так как все изделие подвергается одновременно нагреву и охлаждению. Однако довольно длительный термический цикл пайки (нагрев, выдержка, охлаждение) может разупрочнять основной металл изделия, особенно при высокотемпературной пайке (1000-1200 °С).
Пайку в машиностроении и приборостроении применяют очень широко, начиная от пайки узлов реактивных двигателей (рис. 3.76) и кончая микромодульными схемами современных элементов электроники (рис. 3.77). В последнее время пайку стали применять и в строительстве: при соединении, например, оцинкованных труб и листов, мачт электропередач.
Рис. 3.76. Зона паяного соединения (а) и общий вид блока камер сгорания ЖРД (б)

 Рис. 3.77. Паяные изделия электронной техники
Рис. 3.77. Паяные изделия электронной техники
Date: 2015-09-05; view: 1095; Нарушение авторских прав