Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Рельефная сварка
|
|
Рельефная сварка - способ, аналогичный точечной сварке, при котором детали обычно соединяются одновременно в нескольких точках. Положение этих точек определяется выступами-рельефами, образованными (штамповкой, обработкой резанием) на одной или обеих деталях. При рельефной сварке контакт между деталями определяется формой их поверхности в месте соединения, а не формой рабочей части электродов, как при точечной сварке.
Процессы образования соединения при рельефной и точечной сварке имеют много общего. Две детали 2 (рис.3.39, о) из листа, на
|
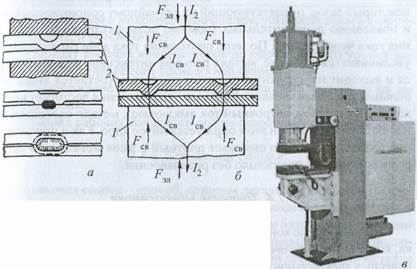
Рис. 3.39. Рельефная сварка:
а - последовательность образования соединения; б - распределение токов и усилий; в – общий вид машины МР-8010
одной из которых выштампованы рельефы сферической формы, зажимаются между электродами 1 с большой контактной поверхностью (плитами), подводящими ток к соединяемым деталям. Для обеспечения одинаковых условий нагрева каждого рельефа необходимо, чтобы приложенное усилие Р^и ток/2 (рис. 3.39,6) равномерно распределялись между всеми точками контакта деталей (Рсв, /св).
Рассмотрим процесс образования соединения. При сжагии деталей электродами из-за малой площади контакта рельефа с плоской деталью (рис. 3.39, а) контактное сопротивление деталь - детапь при рельефной сварке болыше, чем при точечной сварке того же металла. После включения сварочного тока металл рельефа интенсивно нагревается и его вершина деформируется; контактное сопротивление быстро уменьшается, и теплота выделяется в основном за счет собственного сопротивления металла рельефа. Нагреваемые рельефы не должны сильно деформироваться до образования зоны расплавления в контакте дета-лей. Если это произойдет, то детали придут в соприкосновение по всей внутренней поверхности, ток пойдет, минуя рельефы, через холодные участки металла, имеющие малое сопротивление; дальнейший нагрев рельефа резко уменьшится и соединение будет непрочным.
При правильно выбранном режиме сварки в результате теплового расширения металла в зоне соединения между деталями образуется некоторый зазор, препятствующий их случайному соприкосновению и появлению дополнительных (помимо рельефа) путей прохождения тока через детали. По мере протекания тока зона расплавления увеличивается в объеме, металл рельефа интенсивно деформируется и выходит на наружную поверхность детали (остается лишь не-большая кольцевая канавка). Когда зона расплавления достигнет необходимых размеров, сварочный ток выключают, металл охлаждается и кристаллизуется; при этом образуется литое ядро. Как и при точечной сварке, литое ядро окружает плотный поясок металла, по которому соединение произошло без расплавления.
Date: 2015-09-05; view: 516; Нарушение авторских прав