Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Для испытания тормоза пассажирских вагонах ….….182 2 page
|
|
3.14 Предохранительные (поддерживающие) устройства тормозного оборудования должны быть установлены в соответствии с требованиями конструкторской (в том числе ремонтной) документации на конкретную модель вагона. Устанавливать предохранительные (поддерживающие) устройства с отступлениями от конструкторской документации запрещается.
3.15 Разобщительный кран от магистрального воздухопровода к воздухораспределителю у вагонов с тормозным воздухопроводом, выполненным из резьбовых труб, необходимо устанавливать на ниппеле с резьбой 3/4" и внутренним диаметром не менее 14 и не более 15 мм, ввернутом в магистральный тройник (тройник 573 или его аналог).
У вагонов с тормозным воздухопроводом, выполненным из безрезьбовых труб, соединение разобщительного крана с магистральным тройником необходимо производить с применением соединительной арматуры для безрезьбовых труб пневматических систем железнодорожного подвижного состава.
Ручка разобщительного крана в открытом положении должна располагаться вдоль подводящей трубы по направлению к воздухораспределителю.
Разобщительный кран должен иметь атмосферное отверстие – постановка разобщительных кранов без атмосферного отверстия запрещается.
3.16 Концевой кран необходимо крепить к кронштейну скобой с закреплением ее гайками и фиксацией гаек стопорной планкой. При этом кран должен опираться на кронштейн гранью шестигранной поверхности своего корпуса таким образом, чтобы отросток крана для соединительного рукава располагался под углом 60° к вертикальной оси вагона.
Расстояние от продольной оси вагона до оси корпуса крана на рефрижераторных вагонах должно быть не более 350 мм, на остальных грузовых вагонах – от 280 до 320 мм.
Расстояние от лобового листа концевой балки до оси поворота ручки концевого крана следует выдерживать в следующих пределах:
от 156 до 167 мм - у 4-осных вагонов с длиной по осям сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей части 185 мм;
от 190 до 210 мм - у 4-осных вагонов с длиной по осям сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей части 130 мм;
от 246 до 257 мм - у вагонов с длиной по осям сцепления автосцепок более 21 м.
Допускается эксплуатация 4-осных вагонов длиной по осям сцепления автосцепок до 21 м с ударной розеткой, имеющей длину выступающей части 130 мм, с расстоянием от лобового листа концевой балки до оси поворота ручки концевого крана от 156 до 167 мм до поступления их в капитальный ремонт.
3.17 Тормозное оборудование следует крепить на вагоне без применения прокладок.
На рефрижераторных вагонах для крепления запасного резервуара допускается применять подкладки из древесины влажностью не более 25 %.
3.18 Магистральный тройник следует крепить к раме вагона двумя болтами М16 с постановкой пружинных шайб, прорезных или корончатых гаек и шплинтов, входящих в отверстие болта и прорезь гайки.
3.19 Магистральный воздухопровод следует крепить к раме вагона во всех местах, предусмотренных конструкцией вагона. При этом:
- магистральный воздухопровод должен быть закреплен (крепление концевых кранов в этот счет не входит) у 4-осных вагонов не менее чем в шести местах, у 6-осных и 8-осных вагонов – не менее чем в семи;
- крепление магистрального воздухопровода на расстоянии от 280 до 300 мм по обеим сторонам от контргаек (при резьбовых трубах) или накидных гаек (при безрезьбовых трубах) магистрального тройника и муфт промежуточных соединений (при их наличии) является обязательным.
Магистральный воздухопровод следует крепить скобами с закреплением их гайками и фиксацией гаек стопорными планками. Допускается применять вместо стопорных планок стопорные шайбы, а также допускается крепить скобы пружинными шайбами и прорезными или корончатыми гайками с фиксацией шплинтами, входящими в отверстие скобы и прорезь гайки.
На вагонах, оборудованных авторежимом, подводящие к нему трубы должны быть закреплены в соответствии с конструкторской документацией на конкретную модель вагона, но не менее чем в двух местах (каждая), а при наличии у трубы промежуточного муфтового соединения должно быть произведено дополнительное ее крепление на расстоянии от 280 до 300 мм по обеим сторонам от контргаек или накидных гаек муфты.
3.20 Камеру и кронштейн-камеру воздухораспределителей следует крепить четырьмя болтами М 20 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорезь гайки. При этом для крепления кронштейна-камеры на вагоне предпочтительно использовать оригинальные детали крепления, поставляемые изготовителем воздухораспределитей КАВ60 (Изв.32 ЦВ 5 -2014г. с 1.08.2014г).
3.21 Запасный резервуар следует крепить хомутами с закреплением их гайками и контргайками с фиксацией гаек стопорными планками и постановкой шплинтов. Допускается применять вместо стопорных планок стопорные шайбы, а также допускается крепить хомуты прорезными или корончатыми гайками с постановкой пружинных шайб и фиксацией шплинтами, входящими в отверстие хомута и прорезь гайки.
3.22 Тормозной цилиндр следует крепить болтами М 16 или М 20
(в зависимости от модели тормозного цилиндра) с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорези гайки. Допускается производить крепление тормозного цилиндра болтами с постановкой стопорных шайб, гаек и контргаек. Количество болтов для тормозных цилиндров с диаметром до 14" (включительно) должно быть не менее четырех, тормозные цилиндры с диаметром 16" необходимо крепить шестью болтами.
3.23 Поводки выпускных клапанов должны быть выполнены в виде цепочек. При этом звенья цепочки должны изготавливаться из проволоки диаметром от 4 до 5 мм, соединительный размер звена (шаг цепочки) должен быть не более 310 мм. Концы звеньев должны быть сварены внахлестку. Соединение поводков с толкателем выпускного клапана воздухораспределителя необходимо производить с помощью кольца с внутренним диаметром от 30 до 40 мм, выполненного навивкой (без сварки) в 2 оборота из пружинной проволоки диаметром 3 мм.
Поводки необходимо выводить на обе стороны вагона.
При постановке поводков необходимо проверять их действие – перемещение поводка должно быть свободным, без заеданий.
3.24 Размеры плеч рычагов в тормозной рычажной передаче вагона должны соответствовать конструкторской (в том числе ремонтной) документации на него и типу (композиционные или чугунные) тормозных колодок.
Схемы тормозных рычажных передач основных типов грузовых вагонов приведены в приложении А.
3.25 Тележки грузового типа должны быть оборудованы устройствами по равномерному износу тормозных колодок в соответствии с разделом 4.
3.26 При плановых ремонтах тормозные колодки должны быть поставлены новые, при этом на одной тележке вагона должны быть установлены тормозные колодки одного типа и конструкции.
Для грузовых вагонов, межремонтный пробег который составляет 160 тыс. км, допускается при деповском ремонте не производить замену колодок конструкции ФРИТЕКС Контакт при условии, что толщина колодки составляет не менее 38 мм, тормозные колодки на одном триангеле не должны различаться по толщине более чем на 5 мм и должны иметь равномерный износ. Замена тормозных колодок должна производиться на колодки одного типа и конструкции (32 ЦВ 5-2013г. протокол № 59 от 19-20.11.2013).
3.27 Тормозные колодки должны быть закреплены чеками по
ГОСТ 1203и не должны выступать за наружные грани колес.
3.28 Выход штока тормозного цилиндра вагона при полном служебном торможении должен соответствовать значениям, приведенным в таблице 1.
Таблица 1 – Выход штока тормозного цилиндра грузовых вагонов при полном служебном торможении
| Тип вагона и тормозных колодок | Выход штока, мм |
| Грузовой вагон (в том числе рефрижераторный) с одним тормозным цилиндром, с композиционными тормозными колодками | от 50 до 100 |
| Грузовой вагон (в том числе рефрижераторный) с одним тормозным цилиндром, с чугунными тормозными колодками | от 75 до 125 |
| Грузовой вагон с двумя тормозными цилиндрами диметром 254 мм и ходом поршня 125 мм (с раздельным торможением). Композиционные тормозные колодки | от 25 до 65 |
| Грузовой вагон с двумя тормозными цилиндрами диметром 254 мм и ходом поршня 125 мм (с раздельным торможением), на тележках с буксовыми узлами, оборудованными адаптерами.. Композиционные тормозные колодки | от 25 до 75 |
| Грузовой вагон с двумя тормозными цилиндрами диметром 254 мм и ходом поршня 240 мм (с раздельным торможением), на тележках с буксовыми узлами, оборудованными адаптерами с упругими элементами. Композиционные тормозные колодки | от 50 до 100 |
Таблица 2 – Перечень масел
| Масло | Марка | Стандарт | Назначение |
| Осевое | Л С | ГОСТ 610 | Для смазки шарнирных соединений тормозных рычажных передач |
| Индустриальное | И-12А И-20А И-З0А И-40А И-50А | ГОСТ 20799 | Для смазки резьбы, не требующей уплотнения, для пропитки втулок из порошкового легированного материала |
Таблица 3 – Перечень смазок
| Смазка | Стандарт, технические условия | Назначение |
| ЖТ-79Л | ТУ 0254-002-01055954-01 | Для смазки деталей воздухорас-пределителей, авторежимов, тормозных цилиндров, концевых кранов, шаровых разобщительных и трехходовых кранов и прочих тормозных приборов (для поверхностей трения «металл-металл» и «металл-резина», уплотнительных колец, резиновых манжет и канавок под них, войлочных смазочных колец, лабиринтных уплотнений, резьбовых соединений, не требующих уплотнения) |
| ПЛАСМА-Т5 (32 ЦВ 5-2013) | ТУ 0254-006.17432726-10 | |
| ВНИИ НП-232 | ГОСТ 14068 | Для уплотнения соединений резьбовых труб тормозного воздухопровода, резьбы заглушек и присоединительной арматуры тормозного оборудования, для смазки пробок в пробковых разобщительных кранах |
| ЦИАТИМ-201 | ГОСТ 6267 | Для деталей регуляторов тормозных рычажных передач |
| Графитная УСсА | ГОСТ 3333 | Для смазки деталей ручного и стояночного тормоза. |
4 Технические требования на ремонт тормозной рычажной передачи грузовых вагонов
4.1 Поступившие в ремонт узлы и детали тормозной рычажной передачи вагонов должны быть очищены от грязи и старой смазки.
4.2 Рычаги, затяжки, тяги тормозной рычажной передачи, имеющие трещины, постановке на вагон и ремонту не подлежат.
Допускается выполнять ремонт сваркой и наплавкой:
- изношенных поверхностей затяжек горизонтальных рычагов;
- изношенных поверхностей горизонтальных и вертикальных рычагов;
- отбитых ребер для двойной шплинтовки валиков у вертикальных рычагов тележек грузового типа;
- трещин в сварных швах вертикальных рычагов тележек грузового типа;
- валиков шарнирных соединений тормозной рычажной передачи при износе не более 3 мм;
- валиков подвесок тормозных башмаков при износе не более 5 мм;
- скоб устройств по равномерному износу тормозных колодок, имеющих износ (потертости) глубиной до 3 мм;
- тормозных тяг;
- изношенных поверхностей деталей триангеля;
- трещин в сварных швах триангеля;
- деталей стояночного и ручного тормоза.
4.3 Допускается производить ремонт сваркой и наплавкой деталей предохранительных и поддерживающих устройств, имеющих износ (потертости), составляющий не более 30% от их толщины.
4.4 Валики шарнирных соединений тормозной рычажной передачи и валики подвесок тормозных башмаков после восстановления наплавкой должны быть обработаны до чертежных размеров.
4.5 Тормозные тяги после ремонта сваркой должны быть испытаны на растяжение с последующим их дефектоскопированием и клеймением в соответствии с нормативными документами по испытанию на растяжение и неразрушающему контролю деталей вагонов.
Тормозные тяги при производстве капитального ремонта подлежат испытанию на растяжение с последующим дефектоскопированием вне зависимости от того, производился их ремонт сваркой или нет.
Испытанию на растяжение с последующим дефектоскопированием подлежат также вновь изготовленные тормозные тяги.
4.6 Втулки шарнирных соединений в рычагах, затяжках и тягах, имеющие выкрашивания и трещины, должны быть заменены.
Замене подлежат также втулки, выступающие за пределы толщины рычагов, затяжек и головок тяг более чем на 1 мм.
При капитальном ремонте вагонов втулки, изношенные по внутреннему диаметру более 1 мм от номинального размера шарнирного соединения, необходимо заменить.
При деповском ремонте вагонов втулки, изношенные по внутреннему диаметру более 1,5 мм от номинального размера шарнирного соединения, необходимо заменить.
При замене следует устанавливать новые втулки из композиционного прессовочного материала. [ Допускается по требованию владельца вагонов применение втулок из порошкового легированного материала ] (32 ЦВ 5-2013г. протокол № 59 от 19-20.11.2013).
4.7 Валики в шарнирные соединения необходимо устанавливать при капитальном ремонте вагонов новые или отремонтированные, при деповском ремонте вагонов допускается постановка валиков, имеющих износ по диаметру не более 1 мм.
4.8 Триангель тормозной рычажной передачи тележек грузового типа необходимо ремонтировать с соблюдением следующих требований:
- каждый триангель до сборки его с башмаками должен быть испытан в соответствии с нормативным документом по испытанию на растяжение деталей вагонов, при этом на узкой стороне распорки выдержавшего испытание триангеля, ближе к струне, должно быть нанесено клеймо ремонтного предприятия, при постановке клейма ранее поставленное клеймо ремонтного предприятия необходимо зачеканить или зачистить шлифовальным инструментом, при этом маркировка и клеймо
предприятия-изготовителя должны быть сохранены;
- при сборке триангеля тормозные башмаки должны быть установлены так, чтобы при не закрепленной гайке они не качались на цапфе;
- подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа менее 22 мм, а по усиленному сечению в углах гиба менее 26 мм, а также подвески, у которых при дефектоскопировании обнаружены трещины, ремонтировать и ставить на вагон не разрешается;
- тормозные башмаки, имеющие толщину перемычки отверстия под чеку 5,5 мм и менее, ставить на вагон не разрешается, допускается ремонтировать их путем приварки новых перемычек, при этом приварка новых перемычек в виде скоб, заходящих на боковые стороны башмака, не допускается;
- изношенную и поврежденную резьбу цапф триангеля допускается восстанавливать наплавкой с последующей ее нарезкой, восстановленную резьбу необходимо контролировать резьбовыми калибрами;
- все подвески тормозных башмаков подлежат дефектоскопи-
рованию в соответствии с нормативными документами по неразрушающему контролю деталей вагонов, на проушине изогнутой ветви прошедшей контроль подвески должно быть нанесено клеймо ремонтного предприятия, при постановке клейма ранее поставленное клеймо ремонтного предприятия необходимо зачистить, при этом маркировка и клеймо
предприятия-изготовителя должны быть сохранены, дефектоскопирование подвесок, подлежащих ремонту, необходимо производить после их ремонта.
4.9 Проверка состояния втулок кронштейнов боковых рам тележек грузового типа для крепления подвесок тормозных башмаков и их замена производится в соответствии с нормативными документами по ремонту тележек грузового типа.
4.10 При сборке тормозной рычажной передачи тележек грузового типа необходимо:
- втулки в подвески тормозных башмаков при капитальном и деповском ремонте ставить новые, допускается при деповском ремонте вагонов повторное использование полиуретановых втулок, не имеющих трещин и разрывов при условии, что срок их годности не истекает в следующий межремонтный период;
- валики в подвески тормозных башмаков устанавливать с обязательным применением предохранительных устройств от их выпадения, при капитальном ремонте валики устанавливать новые или отремонтированные, при деповском ремонте вагонов допускается постановка валиков, имеющих износ не более 1 мм;
- шплинты ставить только новые и разводить обе ветви шплинта на угол между ними не менее 90º, повторное использование шплинтов запрещено;
- устанавливать только вертикальные рычаги, в конструкции которых предусмотрен предохранитель от завала шарнирного соединения вертикального рычага с серьгой мертвой точки;
- у тележек, не имеющих устройства торсионного типа для равномерного износа тормозных колодок, на распорке каждого триангеля установить устройство по равномерному износу тормозных колодок в соответствии с конструкторской документацией ПКБ ЦВ, при этом скоба устройства должна быть выполнена из прутка диаметром 16 мм и иметь внутренний охватывающий размер (226+2) мм, замок скобы приваривать к распорке триангеля не допускается. Скобы не должны иметь изломов, трещин, деформации и сверхнормативных износов. При деповском ремонте вагонов допускается установка скоб, имеющих износ (потертость) не более 1,5 мм, при капитальном - скобы должны устанавливаться только новые или отремонтированные.Устанавливать скобу конструкции Уралвагонзавода с приваренным крюком на триангеле запрещается;
- размеры «С» (размер от оси кронштейна до оси соединения серьги с вертикальным рычагом) и «Р» (размер по осям соединения затяжки с вертикальными рычагами) (рисунок 1) необходимо устанавливать в зависимости от толщины тормозных колодок и диаметра колес в соответствии с таблицами 4 – 6;
- правильность регулировки тормозной рычажной передачи тележки необходимо определять перед подкаткой ее под вагон при вручную прижатых тормозных колодках к колесам, контролируя размер «n» и наклон внутреннего вертикального рычага (рычага тележки, соединенного с тормозной тягой вагона). Размер «n» (расстояние от центра шкворневого отверстия подпятника до оси верхнего отверстия внутреннего вертикального рычага) должен находиться в пределах, приведенных в таблицах 4 – 6, а внутренний вертикальный рычаг должен быть наклонен своим верхним плечом в сторону надрессорной балки. При несоответствии размера «n» значениям, приведенным в таблицах 4 – 6, тормозную рычажную передачу тележки допускается регулировать за счет изменения размеров «С» и «Р».
4.11 Технические требования по ремонту траверс, предохранительных устройств и сборке тормозной рычажной передачи тележек рефрижераторных вагонов приведены в разделе 23.
4.12 Регулировка тормозной рычажной передачи вагона производится в соответствии с разделом 17.
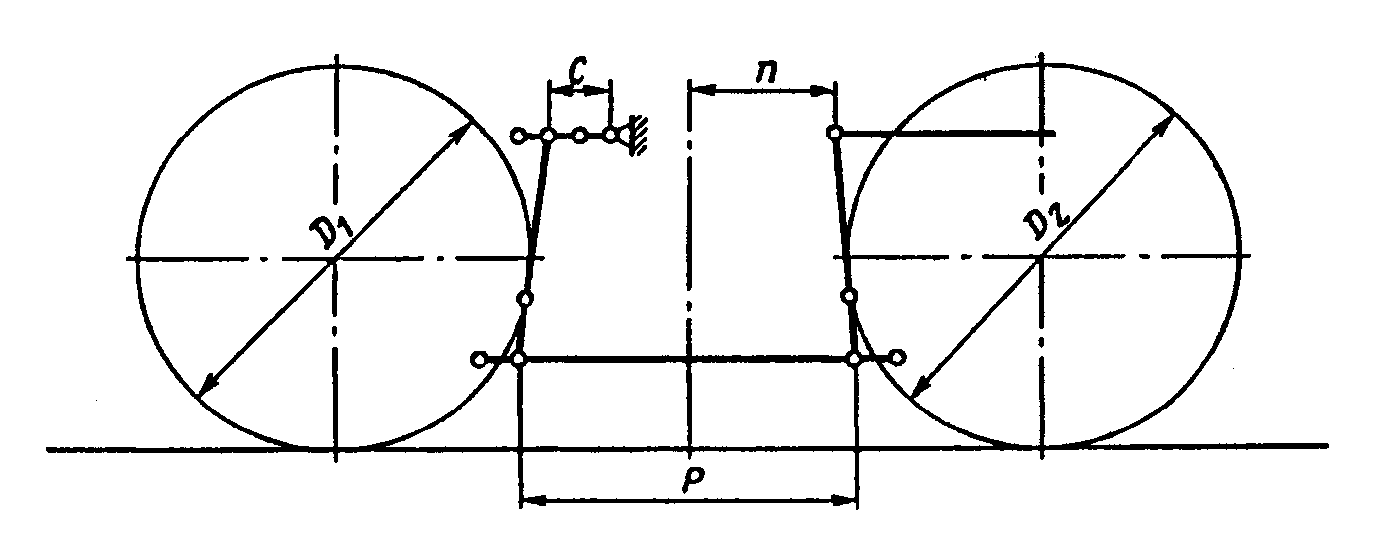
| Рисунок 1 – Схема тормозной рычажной передачи двухосной тележки грузового типа |
Таблица 4 – Монтажные размеры тормозной рычажной передачи двухосной тележки грузового типа с тормозными колодками толщиной (50+5) мм
| Обозна-чение размера | Величина размера, мм, при среднем диаметре колес тележки Dср =(D1 +D2)/2, мм | ||||||
| более 959 | 959-943 | 942-928 | 927-904 | 903-886 | 885-870 | менее 870 | |
| С | |||||||
| n | 350-450 | 350-400 | 350-450 | 350-400 | 350-450 | ||
| Р |
Таблица 5 – Монтажные размеры тормозной рычажной передачи двухосной тележки грузового типа с тормозными колодками толщиной (60±4) мм
| Обозна-чение размера | Величина размера, мм, при среднем диаметре колес тележки Dср =(D1 +D2)/2, мм | |||||
| более 939 | 939-923 | 922-908 | 907-884 | 883-866 | менее 866 | |
| С | ||||||
| n | 350-450 | 350-400 | 350-450 | 350-400 | ||
| Р |
Таблица 6 – Монтажные размеры тормозной рычажной передачи двухосной тележки грузового типа с тормозными колодками толщиной (65+5) мм
| Обозна- чение размера | Величина размера, мм, при среднем диаметре колес тележки Dср =(D1 +D2)/2, мм | |||||||
| более 954 | 954-930 | 929-913 | 912-898 | 897-874 | 873-856 | менее 856 | ||
| С | ||||||||
| n | 350-400 | 350-450 | 350-400 | 350-450 | 350-400 | 350-400 | ||
| Р | ||||||||
5 Технические требования на ремонт тормозного воздухопровода грузовых вагонов
5.1 Магистральный воздухопровод вагонов должен быть выполнен из бесшовных стальных труб по ГОСТ 8734 с наружным диаметром 42 мм и толщиной стенки 4 мм.
5.2 Магистральный воздухопровод вагонов, в общем случае, должен быть выполнен из двух участков труб, соединенных между собой магистральным тройником. Каждый участок должен быть выполнен из цельной трубы – без промежуточных соединений.
При этом наличие у магистрального воздухопровода дополнительных промежуточных муфтовых (не сварных) соединений допускается только у вагонов, для которых это предусмотрено конструкторской документацией.
Допускается при деповском ремонте вагонов выполнять магистральный воздухопровод из труб, сваренных между собой в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов, при этом количество сварных соединений на весь магистральный воздухопровод не должно превышать пяти. А также допускается при деповском ремонте вагонов, для которых конструкторской документацией не предусмотрено наличие дополнительных промежуточных (не сварных) соединений, выполнять магистральный воздухопровод не более чем с одним промежуточным муфтовым (не сварным) соединением при расположении его не ближе 600 мм от магистрального тройника.
5.3 При капитальном ремонте вагонов для магистрального воздухопровода должны применяться только новые трубы. Применение труб, бывших в употреблении, запрещается.
Допускается у вагонов, поступивших в первый капитальный ремонт, не менять магистральный воздухопровод в соответствии с пунктом 2.3.4.
При деповском ремонте вагонов для магистрального воздухопровода допускается использование труб с местным износом по внешнему диаметру (с потертостью) глубиной не более 0,6 мм вне мест их крепления, вне резьбовой части (для резьбовых труб), вне мест их соединения (для безрезьбовых труб).
5.4 Подводящие трубы должны быть выполнены из стальных бесшовных труб по ГОСТ 8734 с наружным диаметром 27 мм и толщиной стенки 3,2 мм.
5.5 Подводящие трубы, в общем случае, должны быть выполнены из цельных труб – без промежуточных соединений.
При этом наличие у подводящих труб к авторежиму дополнительных промежуточных муфтовых (не сварных) соединений допускается только у вагонов, для которых это предусмотрено конструкторской документацией.
Допускается при деповском ремонте вагонов, для которых конструкторской документацией не предусмотрено наличие у подводящих труб к авторежиму дополнительных промежуточных (не сварных) соединений, выполнять эти трубы с одним промежуточным муфтовым (не сварным) соединением.
5.6 При капитальном ремонте вагонов подводящие трубы должны устанавливаться только новые.
Допускается у вагонов, поступивших в первый капитальный ремонт, не менять подводящие трубы к авторежиму в соответствии с пунктом 2.3.4.
5.7 Применение на полувагонах, крытых вагонах и вагонах-зерновозах для соединения магистрального воздухопровода с камерой воздухораспределителя соединительных рукавов Р36 допускается только при техническом обслуживании этих вагонов. При этом соединительные рукава должны монтироваться без излома в месте изгиба в соответствии с конструкторской документацией ПКБ ЦВ.
5.8 Радиус изгиба труб магистрального воздухопровода
(по продольной оси трубы) должен быть не менее 500 мм, подводящих
труб – не менее 100 мм.
5.9 При оборудовании вагонов тормозным воздухопроводом с применением резьбовых труб резьба на трубах должна быть выполнена методом накатки или нарезана плашками.
Запрещается нарезать резьбу на трубах резцом.
После изготовления резьба должна быть проверена резьбовыми калибрами.
6 Технические требования на ремонт и испытание запасных резервуаров грузовых вагонов
6.1 Поступивший в ремонт запасный резервуар необходимо снаружи очистить от пыли и загрязнений, продуть сжатым воздухом под давлением (0,60+0,05) МПа [(6,0+0,5) кгс/см2], после чего подвергнуть полному техническому освидетельствованию, в том числе гидравлическому испытанию.
6.2 Полное техническое освидетельствование, в том числе гидравлическое испытание, производится в соответствии с нормативными документами по надзору за воздушными резервуарами железнодорожного подвижного состава. При этом:
- на запасном резервуаре Р7-78 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей площадью не более 0,24 м2 и глубиной до 0,3 мм;
- на запасном резервуаре Р7-135 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 60 мм, и коррозионные повреждения общей площадью не более 0,32 м2 и глубиной до 0,3 мм;
- давление гидравлического испытания запасного резервуара должно быть равным (1,05+0,05) МПа [(10,5+0,5) кгс/см2], время испытания – не менее 10 минут.
Результаты гидравлического испытания признаются удовлетворительными, если не обнаружено:
- течи, трещин в основном металле и сварных соединениях;
- падения давления в запасном резервуаре за время проведения испытания.
После гидравлического испытания запасный резервуар должен быть просушен внутри.
6.3 При удовлетворительных результатах испытаний на цилиндрической части запасного резервуара наносится надпись, содержащая дату и пункт осмотра и испытания резервуара. Надпись должна быть нанесена белой краской шрифтом высотой 21 мм согласно Альбому знаков и надписей на вагонах грузового парка колеи 1520 мм. Кроме того, результаты испытания фиксируются в учетной книге установленной формы.
7 Технические требования на ремонт и испытание камер И КРОНШТЕЙНОВ-КАМЕР воздухораспределителей грузового типа
7.1 Поступившую в ремонт камеру воздухораспределителя необходимо снаружи очистить от пыли и загрязнений.
7.2 Ремонт камеры воздухораспределителя необходимо производить с соблюдением следующих требований:
- у камеры воздухораспределителя должны быть вывинчены пробка, заглушки и накидные гайки с наконечниками, извлечены пылеулавливающие сетки, режимный валик и сетчато-войлочный фильтр;
- очистку внутренних полостей камеры воздухораспределителя следует производить сжатым воздухом под давлением (0,60+0,05) МПа [(6,0+0,5) кгс/см2], предварительно обстучав ее деревянным молотком массой не более 1 кг;
- у корпуса камеры воздухораспределителя и ее деталей не допускаются трещины и отколы, при наличии у корпуса камеры воздухораспределителя трещин и отколов в области ушек для ее крепления допускается ремонт сваркой и наплавкой в соответствии с требованиями Инструкции по сварке и наплавке при ремонте грузовых вагонов;
- расстояние от привалочной плоскости для главной части воздухораспределителя до рабочей поверхности кривошипа режимного валика воздухораспределителя должно быть у камеры 295.001 для груженого режима (80+1) мм, для среднего – (87+1) мм, для порожнего – не менее 98 мм, у камеры 295М.001 и 295М.002 для груженого режима (80+1) мм, для среднего – (85+1) мм, для порожнего – не менее 98 мм;
Date: 2015-09-19; view: 915; Нарушение авторских прав