Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Контроль качества продукции
|
|
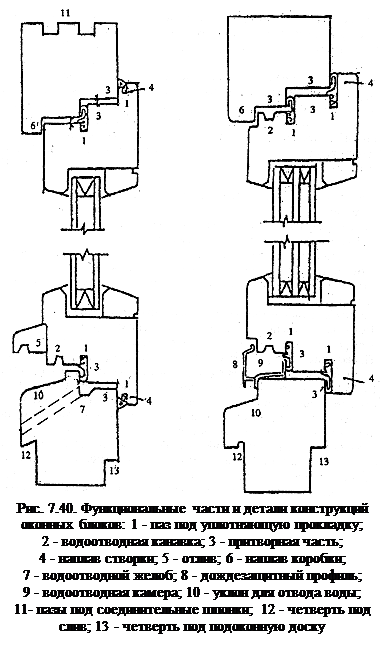
Функциональные части и детали конструкции оконных блоков приведены на рис. 7.40. Расчетная масса открывающихся створок не должна превышать 80 кг, а их площадь - 2,5 м. Рекомендуемое наибольшее значение расчетного прогиба (жесткости боковых деталей) от ветрового воздействия - 1/300 длины пролета (но не более 6 мм), прогиба брусковых деталей от ве- са остекления - 2 мм.Качество продукции, установленное ГОСТ 23166-99, подтверждают:
- входным контролем материалов и комплектующих деталей;
- операционным производственным контролем;
- приемочным контролем готовых изделий;
- контрольными приемосдаточными испытаниями партии изделий, проводимыми службой качества предприятия-изготовителя;
- периодическими испытаниями изделий в независимых испытательных центрах;
- квалификационными и сертификационными испытаниями.
Порядок проведении входного и операционного производственного контроля устанавливают в технологической документации.
Приемочный контроль качества готовой продукции проводят поштучно, проверяя: - внешний вид (отсутствие видимых дефектов), работу оконных приборов, провисание открывающихся элементов, наличие водосливных отверстий, правильность установки уплотнительных прокладок и др. Изделия, не прошедшие приемочный контроль хотя бы по одному показателю, бракуют; остальные маркируют.
Приемосдаточные испытания каждой партии изделий проводятся службой качества не реже 1 раза в смену. В случае отрицательного результата, хотя бы по одному показателю, проводят повторную проверку на удвоенном числе образцов по этому показателю. При повторном обнаружении несоответствия качества установленным требованиям, контролируемую и последующую партии подвергают сплошному контролю.
Периодические испытания по эксплуатационным показателям проводят при внесении изменений в конструкцию изделий или технологию их изготовления, но не реже 1 раза в 5 лет, а также при сертификации изделий.
При постановке оконных блоков на производство проводят их квалификационные испытания на соответствие требованиям настоящего стандарта. В обоснованных случаях допускается совмещать квалификационные и сертификационные испытания в независимых испытательных центрах, аккредитованных на право их проведения.
Потребитель имеет право проводить контрольную проверку качества изделий по методике ГОСТа 23166-99.
 При приемке изделий потребителем партии считают число изделий, отгружаемое по конкретному договору, но не более 500 шт, оформленное одним документом о качестве. Рекомендуется использовать план одноступенчатого контроля качества по малозначительным устранимым дефектам (незначительные повреждения поверхности, неотрегулированные оконные приборы и петли, превышение предельных отклонений размеров менее чем в 1,5 раза от установленных в НД) и по критическим и значительным дефектам, ведущим к потере эксплуатационных характеристик, неустранимым без замены части изделия (поломка профиля или оконных приборов, треснувший стеклопакет и др., превышение предельных отклонений размеров более чем в 1,5 раза от установленных в НД, разукомплектован- ность изделий), например при объеме партии (1-12) шт, объем выборки 1-12 шт / приемочное число: малозначительные дефекты 3 / критические дефекты 0; и так далее: при объеме (13-25)75/3/0; (26-50)78/4/0; (51-90)/12/5/0; (91-150)/18/7/1; (150-280)/26/10/2; (281-500)/38/14/2.
При приемке изделий потребителем партии считают число изделий, отгружаемое по конкретному договору, но не более 500 шт, оформленное одним документом о качестве. Рекомендуется использовать план одноступенчатого контроля качества по малозначительным устранимым дефектам (незначительные повреждения поверхности, неотрегулированные оконные приборы и петли, превышение предельных отклонений размеров менее чем в 1,5 раза от установленных в НД) и по критическим и значительным дефектам, ведущим к потере эксплуатационных характеристик, неустранимым без замены части изделия (поломка профиля или оконных приборов, треснувший стеклопакет и др., превышение предельных отклонений размеров более чем в 1,5 раза от установленных в НД, разукомплектован- ность изделий), например при объеме партии (1-12) шт, объем выборки 1-12 шт / приемочное число: малозначительные дефекты 3 / критические дефекты 0; и так далее: при объеме (13-25)75/3/0; (26-50)78/4/0; (51-90)/12/5/0; (91-150)/18/7/1; (150-280)/26/10/2; (281-500)/38/14/2.
Каждая партия изделий должна сопровождаться документом о качестве (паспортом), в котором указывают наименование и адрес предприятия-изготовителя или его товарный знак, условное обозначение изделия, данные о сертификации изделия, номер партии (заказа), количество изделий партии (шт. и м2) спецификацию комплектующих деталей, дату отгрузки и штамп ОТК (а иногда – технические характеристики и гарантийные обязательства). При реализации изделий через предприятия розничной торговли паспортом сопровождают каждое изделие (см. пример заполнения паспорта оконного блока).
Date: 2015-08-15; view: 728; Нарушение авторских прав