Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Схемы сушильных устройств
|
|
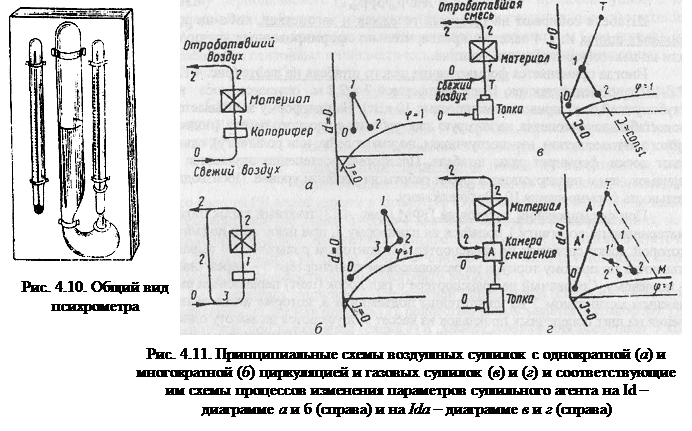
В воздушных сушилках с однократной циркуляцией (рис. 4.11, схема а) воздух в состоянии 0, нагреваясь о калорифер (процесс 0-1) и пройдя через материал (1-2), полностью выбрасывается из камеры (в состоянии 2). Примногократной циркуляции (схема б) значительная часть
отработавше о воздуха (2) остаётся в сушилке, смешиваясь со свежим (0) перед входом в калорифер (3). Процесс регулируется не только температурой (на линии d = const (как при однократной циркуляции), но и влагосодержанием (изменением кратности циркуляции (по линии 0-2): точка 3 должна лежать на одной линии d = const с T.I.). Часто применяются схемы
сушилок с промежуточным подогревом воздуха.
В газовых сушилках с однократной циркуляцией (схема в) газовоздушная смесь (1), пройдя штабель (2), полностью выбрасывается в атмосферу. Примногократной циркуляции (схема г) в камеру смешивания поступают 3 компонента: свежий воздух (0), топочные газы (Т) и отработавшие газы (2), образующие вместе рабочую смесь (1). Её состояние регулируется не только изменением пропорции компонентов 0 и Т, (как при однократной циркуляции), но изменением соотношения компонентов 0,Т и 2 во всей зоне ОТМ; т.1 должна лежать на одной линии J-const с т.2.
В паровых (высокотемпературных) сушилках подсос свежего воздуха недопустим. Выпариваемый из материала пар многократно циркулирует через калориферы, перегреваясь о них, и через материал, повышая степень насыщенности, и выбрасывается из сушилки в количестве, равном массе испарившейся влаги. Процесс регулируется только температурой.
Сушильные штабеля формируют из материала одной породы и толщины (S) на прокладках из прямослойной древесины сечением S„p = 25x45 мм (для поперечной продуваемости). Расстояние между вертикальными их рядами равно приблизительно 30 – кратной толщине досок. Доски укладываются сплошными рядами, но иногда с промежутками между их кромками – шпациями (для продольной или вертикальной продуваемости штабелей) (рис. 3.48).
Нормальный штабель имеет габаритную ширину В = 1,8 м, высоту Н = 2,6 и длину L = 6,5 м. С учётом коэффициента заполнения штабеля по ширине (βш = 0,4...1), высоте βв = (S/(S + Sпр)) и длине ( βдл = 0,85... 1) его ёмкость (вместимость) равна

Штабеля собирают на трековых тележках и вагонетках, либо на роликовых шинах из 2-4 пакетов, предварительно сформированных вручную или на пакетоформирующей машине.
Иногда применяется Формирование целого штабеля на лифте (рис. 4.12) ("JI-15" грузоподъёмностью 15 т с платформой 7 х 2,2 м, опускающуюся на глубину до 3,6 м приводом мощностью 10 кВт). На п латформу закатывается подштабельная вагонетка, на которую двое рабочих с плотного пакета, (подвозимого автолесовозом, автопогрузчиком, по узкоколейке или рольгангу), сдвигают доски, формируя ряды штабеля. Платформа постепенно опускается в приямок, чем и поддерживается фронт работы на удобном уровне. Производительность формирования 10-20 м/чел/смену.
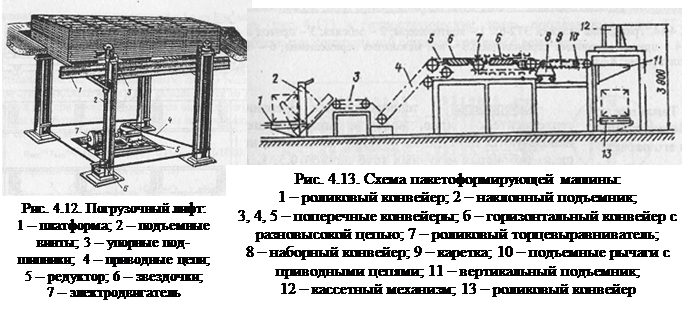
При формировании пакетов на ПФМ (рис. 4.13) плотный тирок пиломатериалов по рольгангу 1 подаётся на платформу 2, при наклоне и подъёме которой доски сползают на транспортёр 3 и винтовым рольгангом 4 выравниваются по правому торцу, а на разновысоком транспортёре 5 – через одну – по левому. Собранный на транспортере 6 ряд досок (шит) переносится рычажным механизмом 7 на кронштейны подъемника 8, которые после выпадения на щит поперечных прокладок из кассет 9 опускаются на высоту одного ряда, и цикл повторяется. Готовый пакет по рольгангу 10 удаляется к месту сборки штабелей. Производительность ПФМ 30 досок/мин.
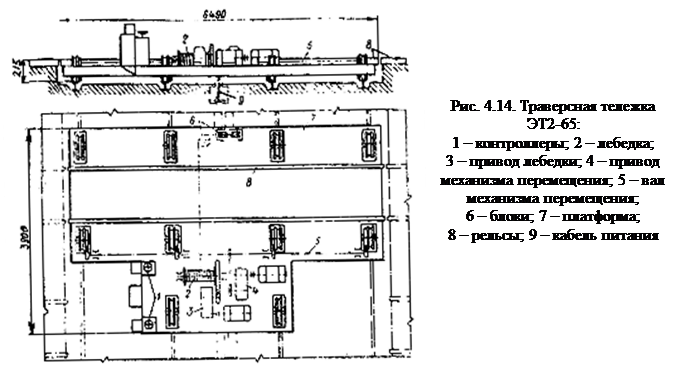
Для перемещения пакетов на складе применяются краны, а для перекатки штабелей на другие пути и загрузки камер – электрифицированная траверсная тележка, (например типа " ЭТ2-6.5" грузоподъёмностью 15 т, скоростью хода 22 м/мин, мощностью привода хода 5 кВт, лебёдки – 3,5 кВт) (рис. 4.14.).
Date: 2015-08-15; view: 764; Нарушение авторских прав