Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Рубка металла
|
|
СОДЕРЖАНИЕ
http://www.e-ope.ee/_download/euni_repository/file/3739/1.zip/331___.html
Перед разметкой необходимо выполнить следующее:
- очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.;
- тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т. п. точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательнорассчитаны, чтобы после обработки на поверхности не осталось, дефектов;
- изучить чертеж размечаемой детали, выяснить ее особенности и назначение; уточнить размеры; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки); особое внимание уделить припускам на обработку (их берут из справочников в зависимости от материала и размеров детали, ее формы, способа установки при обработке);
- определить базовые поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготрвки или осевые линии, которые наносят в первую очередь; за базы удобно также, принимать приливы, бобышки, платики;
- подготовить поверхности к окрашиванию.
Окрашивание поверхностей. Для окрашивания используют различные красители.
Окрашивание производят малярными кистями. Однако этот способ малопроизводителен, поэтому, когда это возможно (особенно при крупных деталях или большой партии их), окрашивание выполняют с помощью распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
Обыкновенным сухим мелом натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
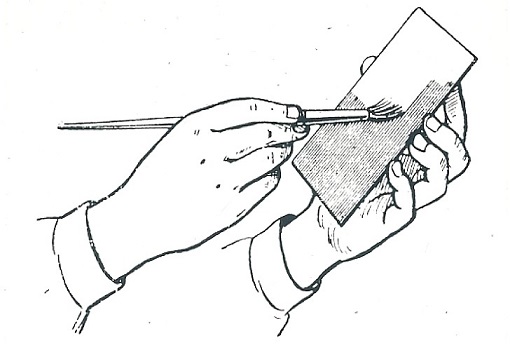
Рисунок 3.3.1.1 Нанесение красителя на заготовку (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк., 1989.)
При нанесении красителя заготовку держат в левой руке,в наклонном положении. Тонкий и равномерный слой красителя наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Линии и точки обозначают границы обработки. Существуют два вида разметки: плоская и пространственная. Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной — когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации. Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы.
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы. К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой. К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки.
Измерительными инструментами для разметки являются: линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки. К вспомогательным материалам для разметки относятся: мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть. Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
Плоскую или пространственную разметку детали проводят на основании чертежа. До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии. Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку. Разметочная база — это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали.
Накерниванием называется операция нанесения мелких точек- углублений на поверхности детали. Они определяют осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка. Разметка с использованием шаблона применяется при изготовлении значительного количества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5—2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру. Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали).
Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали. Точность разметки (точность перенесения размеров с чертежа на деталь) зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесения размеров, от степени точности метода разметки, а также от квалификации разметчика. Точность разметки обычно составляет от 0,5 до 0,08 мм; при использовании эталонных плиток — от 0,05 до 0,02 мм. При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол. Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами. Разлитые на полу или разметочной плите масло или другая жидкость могут послужить причиной несчастного случая.
http://sex.potok.nnov.ru/node/204
В качестве режущего инструмента при рубке металлов служат зубило, крейц - мейсель и канавочники (рис. 35). Зубила для рубки горячего металла называют кузнечными, а для рубки холодного металла — слесарными.
Зубило слесарное состоит из трех частей: рабочей, средней и ударной.
В процессе обработки резанием требуемая форма детали достигается за счет нарушения режущей кромкой инструмента связи между зернами металла и удаления излишка металла в виде стружки. При этом режущей части придается форма клина. Зубило представляет собой простейший режущий инструмент, в котором клин особенно четко выражен (рис. 36).
| А б в Рис. 35. Инструменты для рубки: а — зубило; б — крейцмейсель; в — канавочник |
 Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения клина и от направлении действия силы, приложенной к его основанию.
Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения клина и от направлении действия силы, приложенной к его основанию.
Различают два основных вида работы клина:
1) ось клина и направление действия силы, приложенной к его основанию,
|
| А |
| Б |
| В |
| Передняя *— > |
| Грань |

| Режущая Грань |

| Задняя грань |
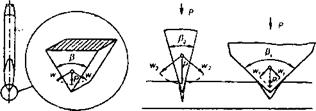
 Рис. 36. Схема процесса резания при работе зубилом: а — распределение сил на клине; б — влияние угла заострения на процесс резания; в — процесс образования стружки при рубке и геометрия зубила
Рис. 36. Схема процесса резания при работе зубилом: а — распределение сил на клине; б — влияние угла заострения на процесс резания; в — процесс образования стружки при рубке и геометрия зубила
Перпендикулярны к поверхности заготовки (рис. 36, а). В этом случае заготовка разрубается (раскалывается) (рис. 36, б)
2) ось клина и направление действия силы, приложенной к его основанию, образуют с поверхностью заготовки угол меньше 90° В этом случае с заготовки снимается стружка (рис. 36, в).
Форма режущей части (рис. 36, в) и углы ее заточки определяют геометрию режущего инструмента (зубила).
На обрабатываемой заготовке различают следующие поверхности: обрабатываемую, обработанную, а также поверхность резания.
Обрабатываемой поверхностью называется поверхность, с которой будет сниматься слой материала (стружка).
Обработанной поверхностью называется поверхность, с которой снят слой металла (стружка).
Грань, по которой сходит стружка при резании, называется передней, а противоположная ей грань, обращенная к обрабатываемой поверхности заготовки, — задней. Пересечение передней и задней граней образуют режущую кромку, ширина которой у зубила обычно 15—25 мм.
Угол, образованный сторонами клина, называют углом заострения; он обозначается греческой буквой 3 (бета). Угол между передней гранью и обрабатываемой поверхностью называется углом резания и обозначается буквой 8 (дельта). Угол между передней гранью и плоскостью, проведенной через режущую кромку перпендикулярно обрабатываемой поверхности, называется передним углом и обозначается буквой у (гамма). Угол между задней гранью и обработанной поверхностью называется задним углом и обозначается буквой а (альфа).
Чем меньше угол заострения, тем меньше усилия необходимо приложить для осуществления резания. Поэтому величину угла заострения выбирают в зависимости от твердости обрабатываемого металла и самого инструмента. Чем больше твердость и хрупкость металла, тем сильнее его сопротивление проникновению в него клина и тем большим должен быть угол заострения зубила. Для рубки чугуна и бронзы принимают р = 70°, для стали средней твердости Р 60°, для меди и латуни р 45°, для алюминия и цинка р = 35°
Чем больше передний угол, тем стружка отделяется легче. Однако при увеличении переднего угла уменьшается угол заострения инструмента, а следовательно, и его прочность. Поэтому величину переднего угла также выбирают в зависимости от условий работы инструмента.
Меньшее значение в процессе резания имеет задний угол, его назначение — уменьшить трение между инструментом и обрабатываемой поверхностью. Величина заднего угла обычно составляет 3—8°
Средняя часть зубила имеет форму, удобную для держания его в процессе рубки. Обычно эта часть зубила имеет прямоугольное сечение с овальными гранями или же форму многогранника.
Головка зубила делается всегда в виде усеченного конуса с полукруглым верхним основанием. При такой форме головки сила удара молотком по зубилу используется с наибольшим эффектом, так как наносимый удар всегда приходится по центру ударной части зубила. Конусная головка, кроме того, меньше расклепывается при работе.
Зубила изготовляют длиной 100, 125, 160, 200 мм, ширина режущей кромки соответственно равна 5, 10, 16, 20 мм.
Зубила длиной 100—125 мм применяют при выполнении мелких работ, а длиной 150—200 мм — при грубой работе.
Качество зубила определяется соблюдением установленного режима термической обработки (закалки и отпуска) и правильностью заточки. Закалка рабочей части зубила производится путем нагрева его на длину 40—70 мм до температуры 800—830° (светло - вишнево-красный цвет каления) и охлаждения в воде на длине 15—30 мм с последующим отпуском до появления фиолетового цвета побежалости.
Закалка головки зубила производится таким же способом на длине 15—20 мм с отпуском до серого цвета побежалости.
Степень закалки зубила можно определить старым напильником, которым проводят по закаленной части зубила. Если при этом напильник не снимает стружку с закаленной части зубила (на ней остаются лишь едва заметные риски), закалка выполнена хорошо.
Крейцмейсель (рис. 35, б) отличается от зубила более узкой режущей кромкой. Применяется он для вырубания узких канавок, шпоночных пазов и т. п. Чтобы крейцмейсель, углубляясь в канавку, не заклинивался, его режущую кромку делают несколько шире следующей за ней рабочей части. Однако довольно часто им пользуются для срубания поверхностного слоя с широкой чугунной плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Материалы для изготовления крейцмейселя и углы заострения, твердость рабочей и ударных частей те же, что и для зубила.
Для вырубания профильных канавок — полукруглых, двугранных и др. применяют специальные крей - цмейсели, называемые канавочниками (рис. 35, в), отличающиеся от крейцмейселя только формой режущей кромки. Канавочники изготовляются с остроконечными и полукруглыми режущими кромками. Размеры их зависят от диаметра вкладышей подшипников и втулок, в которых необходимо вырубить смазочные канавки.
Канавочники изготовляются из стали У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм.
Следует отметить, что операция вырубания канавок трудоемкая и ответственная; канавки после вырубания часто получаются неровными, с неодинаковой глубиной и т. п.
При заточке зубила и крейцмейселя обычно пользуются простыми заточными станками. Затачиваемый инструмент устанавливают при этом на подручник 1 заточного станка (рис. 37, а) и с легким нажимом медленно перемещают его по всей ширине шлифовального круга. Заточку следует вести с охлаждением в воде. При этом надо следить, чтобы нагрев
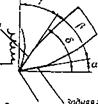
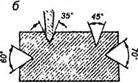 Рис. 37. Заточка зубила или крейцмейселя на простом заточном станке (о) и шаблон для проверки правильности заточки (б)
Рис. 37. Заточка зубила или крейцмейселя на простом заточном станке (о) и шаблон для проверки правильности заточки (б)
|
Инструмента не превышал 120“; нагрев выше указанной температуры приводит к отпуску и снижает твердость режущей кромки инструмента. В процессе заточки зубило (крейцмейсель) следует поворачивать то одной, то другой стороной, это обеспечивает равномерную заточку. Режущая кромка зубила после заточки должна иметь одинаковую ширину и наклон к оси зубила. Величина угла заточки зубила или крейцмейселя проверяется по шаблону, представляющему собой пластинку с угловыми вырезами в 70, 60, 45 и 35° При заточке зубила или крейцмейселя необходимо закрывать защитный экран 2 и предохранительный кожух 3.
После заточки зубила или крейцмейселя с режущих кромок снимают заусенцы. Величина угла заострения проверяется шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35° (рис. 37, б).
Ударный инструмент. К разновидностям ударного инструмента относятся молотки различного назначения и конструкций.
Слесарные молотки изготовляют двух типов: с квадратным и круглым бойками (рис. 38, а, б). Процесс изготовления молотков с квадратным бойком проще, они дешевле и поэтому в практике слесарной обработки имеют широкое распространение. В то же время молотки с круглым бойком имеют преимущество, заключающееся в том, что в них имеется большой весовой перевес ударной части над тыловой, обеспечивающий большую силу и меткость удара.
Существенным является выбор молотка по весу. Вес молотка должен соответствовать ширине режущей кромки зубила. Практика показывает, что для нормального удара при рубке металла каждому миллиметру ширины режущей кромки зубила должно соответствовать 40 г веса молотка, а каждому миллиметру ширины режущей кромки крейцмейселя — 80 г веса молотка. Вес молотка определяется его размерами. При выборе веса молотка, естественно, нужно учитывать также возраст и физическую силу работающего.
Слесарные молотки с круглым бойком изготовляют шести размеров. Молотки массой 200 г рекомендуется применять для инструментальных работ, а также для разметки и правки; молотки массой 400 г, 500 г и 600 г — для слесарных работ; молотки массой 800 г 1000 г применяются редко, в основном, при ремонтных работах.
Слесарные молотки с квадратным бойком изготовляют восьми размеров: массой 50 г, 100 г и 200 г — для слесарно-инструментальных работ; массой 400 г, 500 г, 600 г — для слесарных работ: рубки, гибки, клепки и др. 800 г и 1000 г применяют редко (при выполнении ремонтных работ).
Для тяжелых работ при м е няют молотки массой от 4 до 16 кг, называемые кувалдами.
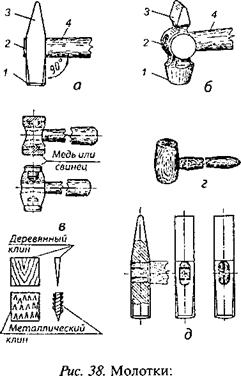 Противо- положный бойку конец молотка называется носком. Носок имеет клинообразную форму, скругленную на конце. Носком пользуются при правке, расклепывании и
Противо- положный бойку конец молотка называется носком. Носок имеет клинообразную форму, скругленную на конце. Носком пользуются при правке, расклепывании и
Т. Д. Бойком а — с квадратным бойком; б — с круглым наносят уда - бойком; в — со вставками из мягкого меры ПО зубилу талла; г — деревянный (киянка); д — рас-
ИЛИ КреЙЦ - клинивание ручек
Мейселю.
Изготовляют молотки из стали 50 и 40Х и инструментальной углеродистой стали У7 и У8. В средней части молотка имеется отверстие овальной формы, служащее для крепления рукоятки.
Рабочие части молотка — боек квадратной или круглой формы и носок клинообразной формы — термически обрабатывают до твердости НЯС 49—56. Рукоятки молотка делают из твердых пород дерева
(кизила, рябины, дуба, клена, граба, ясеня, березы или из синтетических материалов).
Рукоятка имеет овальное сечение, отношение малого сечения к большому 1 1,5, т. е. свободный
Конец в 1,5 раза толще конца, на который насаживается молоток.
Конец, на который насаживается молоток, расклинивается деревянным клином, смазанным столярным клеем, или металлическим клином, на котором делают насечки (ерши). Толщина клиньев в узкой части 0,8—1,5 мм, а в широкой 2,5—6 мм. Если отверстие молотка имеет только боковое расширение, забивают один продольный клин; если расширение идет вдоль отверстия, то забивают два клина (рис. 38, д) и наконец, если расширение отверстия направлено во все стороны, забивают три стальных или три деревянных клина, располагая два параллельно, а третий перпендикулярно к ним. Правильно насаженным считается такой молоток, у которого ручка образует прямой угол с осью молотка.
| Рис. 39. Молоток с накостыльниками из твердой резины |
 Помимо обычных стальных молотков, в некоторых случаях, например при сборке машин, применяют так называемые мягкие молотки со вставками из меди, фибры, свинца и алюминиевых сплавов (рис. 38, в). При ударах, наносимых мягким молотком, поверхность материала заготовки не повреждается. Из-за дефицитности меди, свинца и быстрого износа эти молотки дороги в эксплуатации. В целях экономии металлов медные или свинцовые вставки заменяют
Помимо обычных стальных молотков, в некоторых случаях, например при сборке машин, применяют так называемые мягкие молотки со вставками из меди, фибры, свинца и алюминиевых сплавов (рис. 38, в). При ударах, наносимых мягким молотком, поверхность материала заготовки не повреждается. Из-за дефицитности меди, свинца и быстрого износа эти молотки дороги в эксплуатации. В целях экономии металлов медные или свинцовые вставки заменяют
резиновыми, дешевыми и более удобными в работе. Такой молоток (рис. 39) состоит из стального корпуса 7, на цилиндрические концы которого надеты на- костыльники 2 из твердой резины. Резиновые накос- тыльники достаточно стойки против ударов и при износе легко заменяются новыми. Молотки этой конструкции применяются при точных сборочных работах, особенно когда приходится иметь дело с деталями невысокой твердости.
В некоторых случаях, в особенности при изготовлении изделий из тонкого листового железа, применяются деревянные молотки (киянки) (см. рис. 38, г).
http://msd.com.ua/domashnij-slesar/instrumenty-primenyaemye-pri-rubke-metalla/
Рубка металла
При современных способах обработки материала или заготовок рубка металла является подсобной операцией. Она применяется в тех случаях, когда нужно при невысокой точности обработки ручным инструментом разделить металл на части для заготовок, снять толстый слой металла, устранить неровности и приливы на поковках и отливках, снять твердую корку, прорубить канавку.
Рубку металла производят в тисках, на плите и на наковальне при помощи слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. Горизонтальную рубку производят в тисках. При этом заднюю грань зубила устанавливают к плоскости губок тисков под углом не более 5°.
Вертикальную рубку производят на плите или наковальне.
Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Рис. 1. Тиски параллельные: 1 — червячный винт, г—подвижная губка, 5—неподвижная губка, 4 — поворотный круг, 5 — винт поворотного круга, 6 — нижняя плита, 7 — гайка
Тиски бывают параллельные (рис. 1) — чугунные со стальными закаленными накладными губками и стуловые (рис. 2) — стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных полос и прутков —на плите или наковальне.
Используемые при рубке слесарные молотки бывают с круглыми или квадратными бойками (рис. 3, а, б).
Рис. 2. Тиски стуловые: 1-рычаг, 2-шайба, 3-винт, 4-кожух
Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки весом 500, 600 и 800 г. Молотки насаживают на ручки из дерева твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны иметь овальную форму, гладкую и чистую поверхность, без сучков и трещин. Длина ручки молотка весом 500—600 г равна 350 мм, а весом 800 г — 380— 450 мм.
Рис. 3. Инструмент для слесарной рубки: а — слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
Чтобы молоток во время работы не соскакивал, конец ручки, на который насажен молоток, расклинивают деревянными или металлическими клиньями толщиной 1—3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали.
Рабочую часть зубила и крейцмейселя закаливают на длину не менее 30 мм, а головку закаливают слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой.
Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150—175 мм с лезвием шириной 5—10 мм.
Головки зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Зубила с лезвием шириной 20 мм имеют головку размером 12X12 мм, длиной 18 мм; с лезвием 25—16×28 мм, длиной 20 мм. Крейцмейсели с лезвием шириной 5 мм имеют головку размером 8X14 мм, длиной 12 мм и с лезвием 10 мм — 12X28 мм, длиной 15 мм.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали — 60°, для рубки латуни, меди и цинка — 45°, для рубки очень мягких металлов (алюминия, свинца)—35—45°.
Рис. 4. Заточка зубила на заточном станке: а — приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой.
На рис. 6 показано, как надо держать зубило при заточке и проверять правильность заточки угла. Производительность и чистота рубки металла зависят от правильных приемов работы.
При рубке стоять надо устойчиво и прямо, вполоборота к тискам. Молоток полагается держать за ручку на расстоянии 15— 20 мм от конца и наносить сильные удары по центру головки зубила. Смотреть следует на лезвие зубила, а не на его головку, в противном случае лезвие зубила пойдет неправильно.
Зубило полагается держать на расстоянии 20—25 мм от головки.
На рис. 5 показано правильное положение корпуса и ног работающего, а также как надо держать молоток и зубило.
Рубка металла в тисках производится следующим образом. Заготовки из листовой или сортовой стали можно обрубать в тисках по уровню губок или по рискам сверх уровня губок тисков.
Рис. 5. Положение корпуса и ног рабочего у тисков при рубке и приемы хватки инструмента: а — локтевой замах, б — плечевой замах
При рубке по уровню губок тисков заготовку зажимают прочно в тиски так, чтобы верхнее ребро выступало сверх губок на 3—4 мм и срубают первую стружку на всю длину заготовки. Затем заготовку переставляют в тисках, чтобы верхнее ребро выступало на 3— 4 мм сверх уровня губок тисков, и срубают вторую стружку. Так последовательно обрубают изделие до требуемого размера.
При рубке сверх уровня губок тисков по рискам заготовку зажимают в тиски, чтобы размеченная риска была сверх уровня губок тисков и параллельна им. Рубку производят по размеченным рискам последовательно, как и при рубке по уровню губок тисков. Лезвие зубила при рубке должно быть расположено под углом 45° к обрубаемому металлу, а головка приподнята кверху под углом -25—40°, как показано на рис. 6. При таком расположении зубила линия срубания будет ровной и рубка будет производиться быстрее.
Большой слой металла на широкой плоскости заготовки срубают следующим образом: заготовку зажимают в тиски, зубилом обрубают фаску, крейцмейселем прорубают поперечные канавки, а затем зубилом срубают выступающие грани.
При прорубании канавок крейцмейселем толщина стружки должна быть не более 1 мм, а при срубании выступающих граней зубилом — от 1 до 2 мм.
Полосовую сталь перерубают на плите или наковальне (рис. 7). Предварительно на обе стороны полосы мелом наносят линии переруба. Затем, уложив полосу на наковальню, устанавливают слесарное зубило вертикально на размеченной риске и сильными ударами слесарного молотка надрубают полосу на половину ее толщины.
Потом полосу переворачивают, надрубают с другой стороны и отламывают отрубаемую часть.
Круглый металл перерубают таким же образом, с поворотом прутка после каждого удара. Надрубив пруток по всей окружности на достаточную глубину, отламывают отрубаемую часть.
Металл из углеродистой и легированной конструкционной стали толщиной до 20—25 мм можно перерубать в холодном состоянии на плите или наковальне при помощи кузнечных зубил и кувалд (рис. 6, а, б, в, г).
Рис. 6. Расположение зубила при рубке в тисках: а — на уровне губок тисков (вид спереди), б — то же (вид сверху), в — выше уровня тисков
http://gardenweb.ru/rubka-metalla
Date: 2015-07-27; view: 2240; Нарушение авторских прав