Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбор оборудования
|
|
Поскольку исходная заготовка детали – стальной лист, нужно из стандартного большого листа получить такой лист, из которого можно сделать требуемую деталь. Лист должен быть толщиной 4,5 мм и площадью 500×500 мм. Такую заготовку легко получить гидравлическими гильотинными ножницами с ЧПУ. Гильотинные ножницы нужно выбирать с таким расчетом, чтобы они смогли разрезать лист заданной толщины(4,5 мм). Для этой цели подходят гидравлические гильотинные ножницы НГ3318А лист 6×2500. (режут лист до 6 мм толщиной).

Заготовка для днища должна быть круглой. Из квадрата нужно вырезать круг Ø490 мм. Для этого используют токарно-карусельный станок 1512Ф1. Максимальный диаметр обрабатываемой детали – 1250 мм. Заготовку закрепляют прижимными кулачками на планшайбе и прямым проходным резцом вытачивают круг Ø490 мм.

Затем начинают придавать плоской заготовке форму днища. Это достигают холодной штамповкой с помощью пресса гидравлического П315. Он предназначен для вытяжки деталей из листового металла. Номинальное усилие – 6300 кН. Размер стола - 1800×2100. После вытяжки заготовка принимает форму стакана.

Для дальнейшей обработки заготовки нужно по центру просверлить отверстие Ø50 мм. Для этого выбираем радиально-сверлильный станок 2К550В. Наибольший диаметр сверления в стали – 55 мм; размеры рабочей поверхности плиты - 1670×900. Заготовка крепится на станке тисками станочными поворотными.

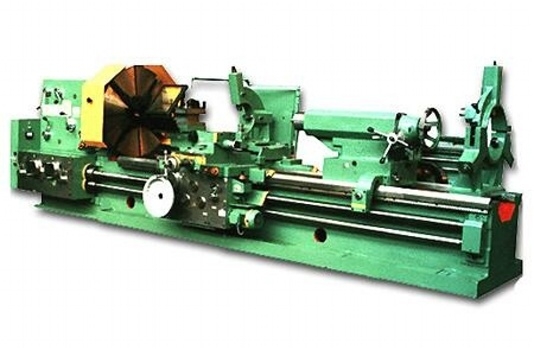
Затем на универсальном токарно-винторезном станке 1М65 обрабатывают поверхность заготовки прямым резцом. Заготовка закреплена на оправке.
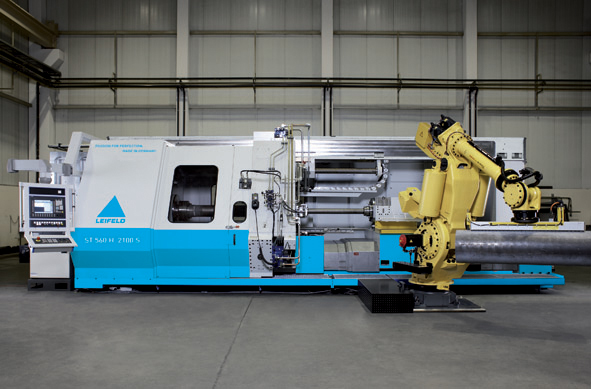
Для придания необходимой формы заготовке ее подвергают холодной ротационной вытяжке, сначала на станке раскатном Лейкомат-600 CNC, затем на станке раскатном Ляйфельд St 56-75. Это станки с ЧПУ, с пульта задается программа. Заготовка закреплена на оправке.
После придания заготовке нужной формы ее подвергают отжигу. Отжиг нужен для улучшения структуры и достижения большей однородности металла, снятия внутренних напряжений. Для этого используют шахтную печь с аргоном. Заготовка крепится на оправке.
Затем на универсальном токарно-винторезном станке 1М65 растачивают центральное отверстие до Ø100 и отрезают край детали по размеру. Заготовка установлена на оправке. Универсальный токарно-винторезный станок 1М65 может делать все токарные операции. Наибольший диаметр изделия, обрабатываемого над станиной: 1000 мм. Наибольший диаметр изделия, обрабатываемого над суппортом: 650 мм
Следующая операция – пескоструйная. Пескоструйная обработка - метод очистки твердых поверхностей путем воздействия абразивными материалами в качестве шлифовальных веществ. При этом абразивные материалы направляются на поверхность при помощи мощного потока сжатого воздуха, направленного через форсунку (сопло). Пескоструйная обработка проводится в пескоструйной камере.

Контрольная операция. На поворотном столе с помощью измерительных инструментов контролируют размеры шаблона контура сечения, для того, чтобы убедиться, что изделие получилось нужной формы и размеров.
Date: 2015-07-27; view: 665; Нарушение авторских прав