Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Нарезание резьбы
|
|
Нарезанием резьбы называется её образо720090252095Изм.Лист№ докум.ПодписьДатаЛист23ОТЧЕТ 00Изм.Лист№ докум.ПодписьДатаЛист23ОТЧЕТ вание снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба бывает наружной и внутренней. Деталь (стержень) с наружной резьбой называется винтом, а с внутренней – гайкой. Эти резьбы изготавливаются на станках или вручную.
 1 – профиль резьбы
1 – профиль резьбы
2 – вершина резьбы
3 – впадина резьбы
Н – высота резьбы
S – шаг резьбы
Y – угол резьбы
D1 - внутренний
D2 - наружный
D3 – вершина
Рисунок 3 -Основные элементы резьбы
Профиль резьбы
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
А) цилиндрическая треугольная резьба. Это крепёжная резьба, нарезается на шпильках – гайка, болтах.
Б) прямоугольная резьба имеет прямоугольный (квадратный) профиль. Трудна в изготовлении, непрочна и применяется редко.
В) трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30 градусам. Применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты, домкраты, прессы и т.д.)
Г) упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30 градусам. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль.
Д) круглая резьба имеет профиль, образованный двумя дугами, сопряжён-ными с небольшими прямолинейными участками, и углом, равным 30 градусам. В машиностроении эта резьба применяется редко, её применяют в соединениях подвергающихся сильному износу (арматура пожарного трубо-провода, вагонные стяжки, крюки грузоподъёмных машин и т.д.).
Резьба может быть левая и правая, по числу н720090252095Изм.Лист№ докум.ПодписьДатаЛист24ОТЧЕТ 00Изм.Лист№ докум.ПодписьДатаЛист24ОТЧЕТ иток резьбы разделяют на одноходовые и многоходовые.
Основные типы резьб и их обозначение. В машиностроении, как правило, применяют три системы резьб – метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, и шаг выражен в миллиметрах, они делятся на резьбы с нормальным шагом М20 (число – наружный диаметр резьбы), с мелким шагом М20х1,5 (число – наружный шаг резьбы). Их применяют как крепёжные: с нормальным шагом – при значительных нагрузках и для крепёжных деталей (гаек, болтов, винтов), с мелким шагом – при малых нагрузках тонких регулировках.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55 градусов (резьба Витворта) или 60 градусов (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах (1”=25,4мм). Шаг выражается числом ниток (витков) на длине одного дюйма с диаметрами от 3/16 до 4” и числом ниток на 1”, равным 24…3.
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров и имеет закруглённые вершины.
Стандартизованы трубные резьбы диаметрами от 1/8 до 6” с числом ниток на одном дюйме от 28 до 11.
Инструмент для нарезания резьб
Резьбы на деталях получают на сверлильных, резьбонарезных и токарных станках, а также накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками и другими инструментами.
Инструмент для нарезания внутренней резьбы. Метчики. Метчики делят: по назначению – на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы – для метрической, дюймовой и трубной резьб; по конструкции – на цельные, сборные (регулируемые и самовыключающиеся) и специальные.
В комплект, состоящий из трёх метчиков, входят черновой (I), средний (II) и чистовой (III)метчики (рисунок 4).720090252095Изм.Лист№ докум.ПодписьДатаЛист25ОТЧЕТ 00Изм.Лист№ докум.ПодписьДатаЛист25ОТЧЕТ
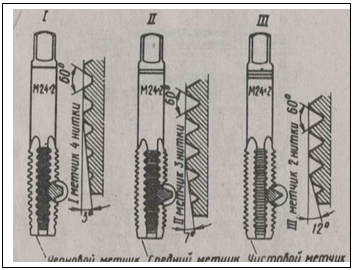
Рисунок 4 – Комплект метчиков
Метчик состоит из следующих частей: рабочая часть - винт с продольными канавками служит для нарезания резьб. Рабочая часть состоит из заборной (или режущей) части – она производит основную работу при нарезании и калибрующей (направляющей) части – резьбовая часть метчика, смежная с заборной частью - она направляет метчик в отверстие и калибрует нарезаемое отверстие; хвостовик-стержень служит для закрепления метчика в патроне или воротке.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина.
Режущими кромками называются кромки на режущих перьях метчика, образованные пересечением передних поверхностей канавки стыкованными поверхности рабочей части.
Сердцевина – это внутренняя часть тела метчика. Метчики для нарезания резьб в нержавеющих сталях имеют более массивную (толстую) сердцевину.
Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла. Эти канавки служат для образования режущих кромок и размещения стружки при нарезании резьбы.
Метчики имеют разную конструкцию в зависимости от которой бывают цилиндрической конструкции и конической. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики, которые имеют разные диаметры и снимают разное количество металла (стружки). Черновой – до 60% металла; средний метчик до 30% металла; чистовой метчик ещё до 10%, после него резьба имеет полный профиль.
По точности нарезаемой резьбы метчики делятся на четыре группы – С, D, Е и Н. Метчики группы С – самые точные, группы Е и Н – менее точные с не шлифованным профилем зубьев. Группа С и D – со шлифованным профилем зубьев; ими нарезают высококлассные резьбы.
Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров.
Машинные метчики применяют для нарезания на станках резьб в сквозных и глухих отверстиях. Они бывают цилиндрическими и коническими.
Гаечные метчики служат для нарезания метрической резьбы в гайках за один рабочий ход вручную или станке. Они выполняются однокомплектными, имеют длинные режущую часть и хвостовик.
Также бывают метчики плашечные, маточные, специальные, бесканавочные, комбинированные, метчики с винтовыми канавками все они отличаются друг от друга формой и местом применения.
Воротки. При нарезании резьб вручную, режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков.
Нерегулируемые воротки имеют одно или три отверстия; в регулируемых воротках есть регулируемое отверстие для вращения метчика при нарезании резьб в труднодоступных местах.
Тарированный вороток состоит из корпуса, пружины и втулки и применяется для нарезания резьб в глубоких и глухих местах.
Универсальный вороток предназначен для закрепления плашек с наружним диаметром 20мм, всех видов метчиков и развёрток, имеющих хвостовики квадратного сечения со сторонами до 8мм. Для закрепления плашек в корпусе универсального воротка имеется гнездо. Плашка закрепляется винтами.
Нарезание внутренней и наруж720090252095Изм.Лист№ докум.ПодписьДатаЛист26ОТЧЕТ 00Изм.Лист№ докум.ПодписьДатаЛист26ОТЧЕТ ной резьб.
Для нарезания внутренней резьбы, применяют различного вида метчики, а для наружной резьбы применяют плашки различных видов.
Подбор свёрл для сверления отверстий под резьбу. При нарезании резьбы материал частично “выдавливается”, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы.
Способ удаления сломанных метчиков
При поломке метчик удаляют из отверстия несколькими способами.
Если из отверстия торчит обломок метчика, то выступающую часть захватывают плоскогубцами или ручными тисочками и вывёртывают обломок из отверстия.
Когда сломан метчик из быстрорежущей стали, деталь720090252095Изм.Лист№ докум.ПодписьДатаЛист27ОТЧЕТ 00Изм.Лист№ докум.ПодписьДатаЛист27ОТЧЕТ с обломком метчика нагревают в муфельной или нефтяной печи и дают остыть вместе с печью.
Если деталь очень большая и её нагрев связан со значительными трудностями, применяют следующие способы:
1) с помощью специальной оправки, имеющей на торце три выступа (рожки);
2) с помощью специального зенкера;
3) путём приварки электродом планки на обломок метчика, сломанного в детали из силумина;
4) с помощью ключа, надеваемого на квадратный конец специальной оправки, приваренной к поломанному метчику;
5) путём травления метчика, сломанного в детали из алюминиевого сплава.
Date: 2015-08-15; view: 945; Нарушение авторских прав