Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Описание работы приспособления
|
|
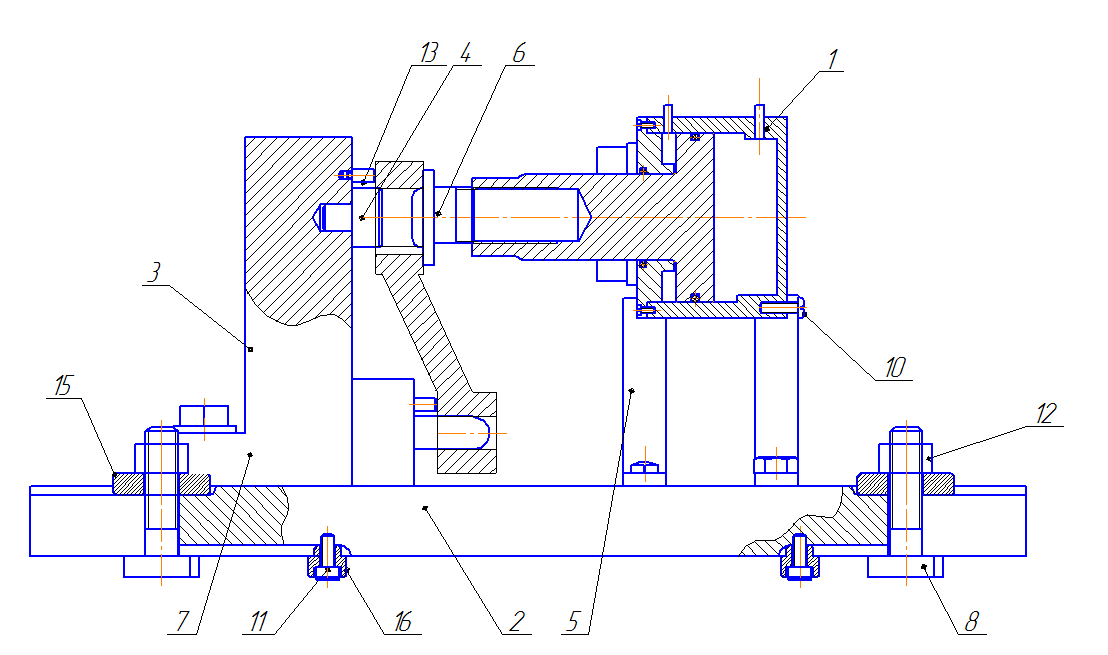
Рисунок 9.1.
Приспособление устанавливается на столе вертикально-сверлильного станка нижней плоскостью установочной плиты, фиксируется за счет шпонок и закрепляется Т-образными болтами, проходящими в два паза расположенных на торцах установочной плиты. В качестве силового привода используется пневмоцилиндр устанавливаемый на плиту на 2 болта и 2 штифта.
Заготовка устанавливается в цилиндрическую оправку с упором торцевой поверхности. В качестве направляющей используется вторая оправка. Нажимается кнопка включения пневмоцилиндра, после чего шток пневмоцилиндра перемещается в сторону заготовки и прижимает ее к опорам. Заготовка зажата. Далее следует операция сверления-зенкования-нарезания резьбы.
После окончания обработки нажимается кнопка отключения пневмоцилиндра, шток пневмоцилиндра перемещается в обратную сторону освобождая при этом заготовку. После этого заготовка легко извлекается из приспособления.
Заключение
В ходе выполнения курсового проекта по курсу “Технологическая оснастка” было разработано приспособление для вертикально-сверлильного станка, с ЧПУ модели 2Р135Ф2-1, для обработки отверстия. Была проведена комплексная работа по проектированию приспособления, что помогло закреплению и углублению знаний по базированию заготовки, разработке вариантов приспособлений, расчёту пропускной способности, экономической эффективности и основных характеристик силового механизма, полученных в процессе обучения в университете.
Список литературы.
1. Справочник технолога-машиностроителя. Т. 2. Под ред. А. Г. Косиловой и Р. К. Мещерякова. Москва, “Машиностроение”, 1986.
2. В. А. Горохов. Проектирование и расчёт приспособлений. Минск, “ Вышэйшая школа”, 1986.
3. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Справочник. Изд. 2-е. М.; Машиностроение, 1974 г.
4. Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. Т. 1. – 8-е изд., перераб. и доп. Под ред. И. Н. Жестковой. – М.: машиностроение, 2001.-920 с.:ил.
5. Методические указания к курсовой работе по дисциплине «Технологическая оснастка» для студентов специальности 1-36 01 01 «Технология машиностроения» по дисциплине «Оснастка технологического оборудования» для студентов специальности 1-36 01 03 «Технологическое оборудование машиностроительного производства»: учеб.-метод. указания; авт.-сост. Н. Н. Попок., А. В. Сидикевич – Новополоцк, 2013.– 40 с.
ПРИЛОЖЕНИЕ А. Техническое задание на проектируемое приспособление.
1.Наименование и область применения.
Приспособление для получения сквозного отверстия в заготовке «рычаг» на вертикально-сверлильном станке, с ЧПУ модели 2Р135Ф2-1 на операции №ХХХ – Вертикально-сверлильная с ЧПУ.
2. Основание для разработки.
Операционная карта технологического процесса механической обработки детали «рычаг».
3. Цель и назначение приспособления.
Проектируемое приспособление должно обеспечить:
- точную установку и надежное закрепление заготовки, а также постоянное во времени положение заготовки относительно стола станка и режущего инструмента, с целью получения необходимой точности размеров.
- удобство установки, закрепления и снятия.
- время установки не должно превышать 0,3 мин.
- рост производительности труда.
- сокращение материалоемкости.
4. Технические требования.
- программа выпуска – 20000 шт.
-установочные и присоединительные размеры должны соответствовать рабочему пространству станка 2Р135Ф2-1.
- регулировка конструкции допускается.
-входные данные операции: смотреть операционный эскиз операции №ХХХ.
- входные данные об механической обработке: режимы резания и время обработки.
- режимы резания: смотреть операционные карты операции №ХХХ.
- технические характеристики станка 2Р135Ф2-1:
габариты станка 1800 -2170 -2700 мм
мощность электродвигателя: - главного движения – 3.7кВт
- количество одновременно обрабатываемых деталей – 1 шт.
- тип привода – гидравлический.
- квалификация оператора – 3 разряд.
5. Экономические требования:
- уменьшение себестоимости операции.
- нормативный срок окупаемости - 2 года.
6. Стадии разработки.
- Эскизный проект
- Разработка схемы установки заготовки.
- Разработка эскизных вариантов приспособления.
- Расчет экономической эффективности конструкции приспособления.
- Расчет пропускной способности приспособления.
- Расчет зажимного усилия.
- Расчет основных характеристик силового механизма.
- Выбор силового привода.
- Расчет на точность выполняемого размера.
-Технический проект
- Описание работы приспособления.
6. Документация.
1. Единая система технологической подготовки производства.
2. Правила проектирования технологической оснастки (ГОСТ 14306).
3. Общие правила обеспечения технологичности конструкции изделия.
7. Документы, предъявляемые при разработке:
- пояснительная записка.
- чертеж общего вида.
- спецификация проектируемого приспособления.
Date: 2015-07-24; view: 1221; Нарушение авторских прав