Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Разработка схемы установки заготовки
|
|
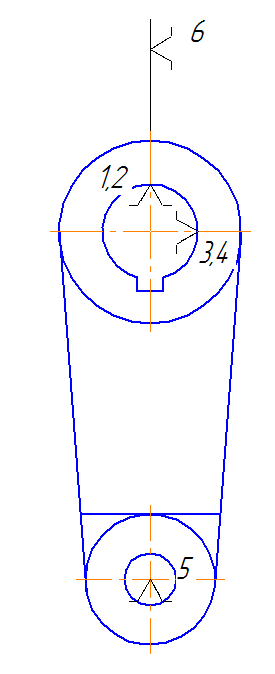
Рисунок 2.1. Теоретическая схема базирования.
1,2,3,4 – двойная-направляющая явная база;
5 – опорная явная база;
6-опорная скрытая база.
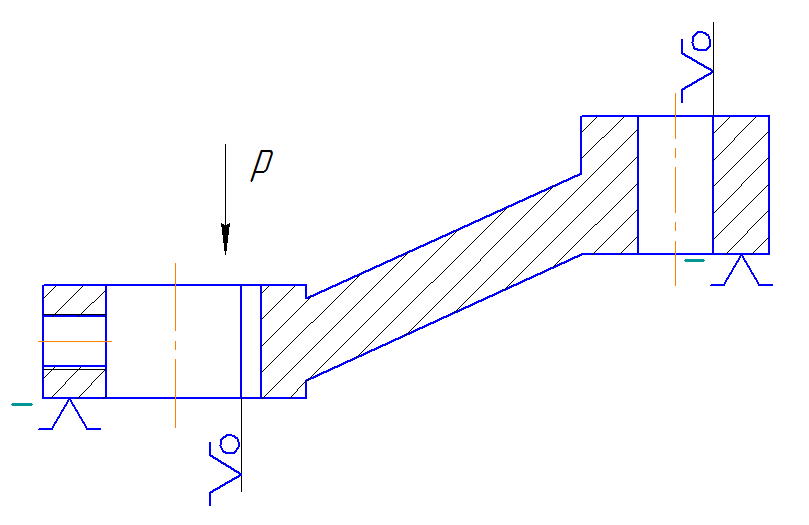
Рисунок 2.2.Схема базирования согласно ГОСТ 3.1107-81.
РАЗРАБОТКА ЭСКИЗНЫХ ВАРИАНТОВ ПРИСПОСОБЛЕНИЯ.
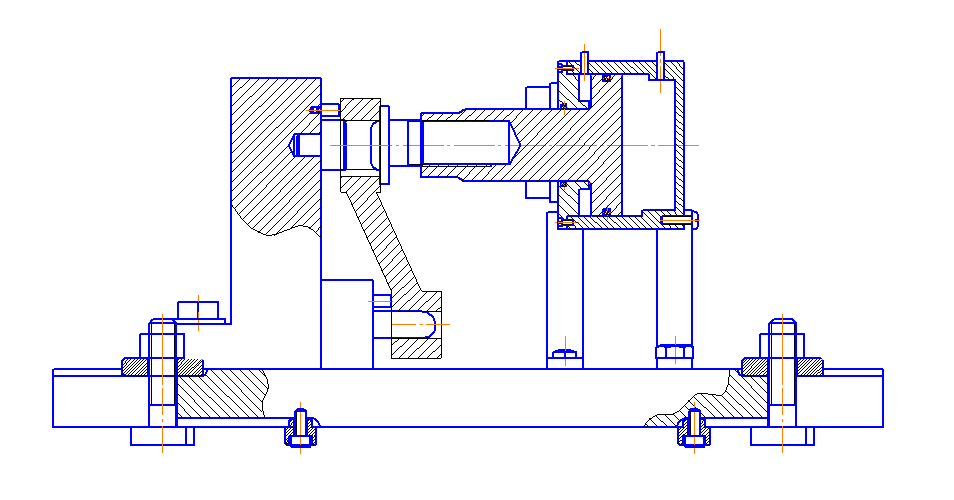
Рисунок 3.1. Вариант 1. Приспособление с пневматическим зажимом заготовки.
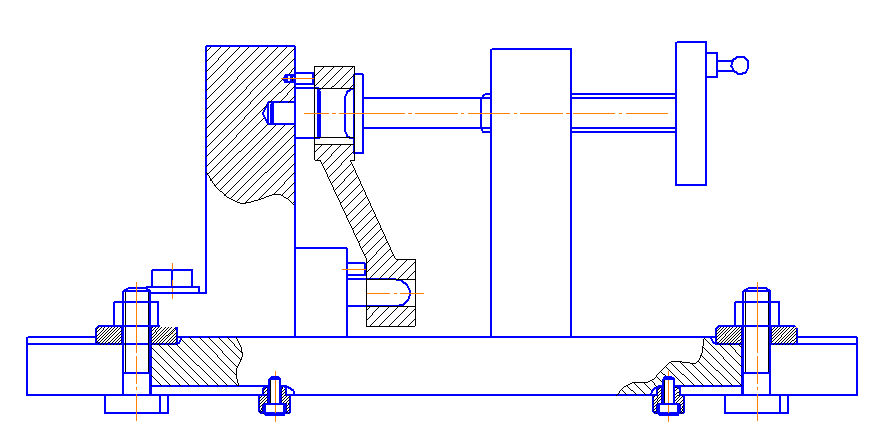
Рисунок 3.2. Вариант 2. Приспособление с винтовым зажимом.
4. РАСЧЁТ ПРОПУСКНОЙ СПОСОБНОСТИ ПРИСПОСОБЛЕНИЙ.
Цель расчета пропускной способности приспособления - проверить, позволит ли предлагаемый вариант приспособления обработать годовую программу выпуска на заданной операции. При этом количество изготовленных приспособлений на данной операции должно стремиться к единице.
Пропускная способность приспособления:
 шт/год,
шт/год,
где N – годовая программа выпуска, шт;
tшт – штучное время на операции, мин;
Fд = 4064 – действительный годовой фонд времени работы оборудования, час;
Пропускная способность приспособления с пневматическим зажимом.
Определяем tшт:  ,
,
где  ,
,  .
.
1. Определяем основное технологическое время для сверления:
 мин, где
мин, где
 мм – длина рабочего хода, где
мм – длина рабочего хода, где  - размер обрабатываемой поверхности в направлении подачи, мм;
- размер обрабатываемой поверхности в направлении подачи, мм;  - величина врезания инструмента, мм[3, стр. 206];
- величина врезания инструмента, мм[3, стр. 206];  - величина перебега инструмента, мм[3,стр. 206];
- величина перебега инструмента, мм[3,стр. 206];
 мм/мин – минутная подача;
мм/мин – минутная подача;
i=1 – количество проходов инструмента.
2. Для зенкования:
 мм
мм
 мм/мин;
мм/мин;
 мин.
мин.
3. Для резьбонарезания:
 мм;
мм;
 мм/мин;
мм/мин;
 мин
мин
Общее основное технологическое время:
 мин.
мин.
Вспомогательное время:  ,
,
где  мин – время на установку и снятие детали [3, стр. 43, карта 9];
мин – время на установку и снятие детали [3, стр. 43, карта 9];
 мин – время, связанное с переходом [3];
мин – время, связанное с переходом [3];
 мин.
мин.
 мин;
мин;
 [3, стр. 106, карта 30];
[3, стр. 106, карта 30];
 [3, стр. 203, карта 88];
[3, стр. 203, карта 88];
 мин;
мин;
Определяем штучное время:  мин;
мин;
Определяем пропускную способность приспособления:
 шт/год. – данное приспособление позволяет выполнить программу выпуска.
шт/год. – данное приспособление позволяет выполнить программу выпуска.
Пропускная способность приспособления с винтовым зажимом.
Время  ,
,  , остаются такие же, как и для расчета с пневматическим зажимом.
, остаются такие же, как и для расчета с пневматическим зажимом.
 мин - время на установку и снятие детали [3, стр. 42, карта 8];
мин - время на установку и снятие детали [3, стр. 42, карта 8];
 мин;
мин;
 мин;
мин;
 мин;
мин;
Определяем штучное время:  мин;
мин;
Определяем пропускную способность приспособления:
 шт/год.
шт/год.
Пропускная способность приспособления с пневматическим зажимом больше чем приспособления с винтовым зажимом.
Date: 2015-07-24; view: 1123; Нарушение авторских прав