Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Основные параметры крепежных цилиндрических метрических резьб
|
|
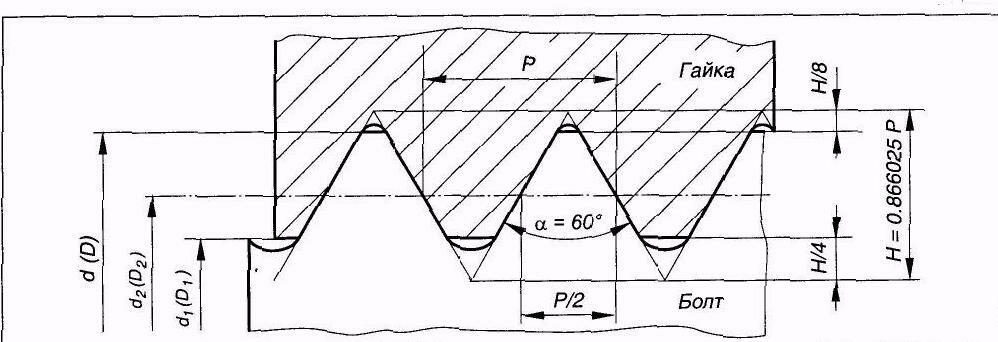
К основным параметрам цилиндрических резьб относятся:
• d2 (D2) -— средний диаметр резьбы соответственно болта и гайки;
• d(D) — наружный диаметр резьбы соответственно болта и гайки;
• d1 (D1) — внутренний диаметр резьбы соответственно болта и гайки;
• Р — шаг резьбы;
•? — угол профиля резьбы, для метрических резьб? = 60°.
Значения основных параметров метрических резьб по ГОСТ 9150—81 приведены в табл. 2.11.
Таблица 2.11
| ||||
| Шаг резьбы Р, мм | Наружный диаметр d для резьб | Средний диаметр d1,D1 мм | Внутренний диаметр d1,D1 мм | |
| с крупным шагом, мм | с мелким шагом, мм | |||
| 1 | 6 | 5.350 7.350 9.350 | 4.917 6.917 8.917 | |
| 8 | ||||
| 10 | ||||
| 1.25 | 8 | 10 | 7.188 9.188 | 6.647 8.647 |
| 1.5 | 10 | 12 14 16 | 9.026 11.026 13.026 15.026 | 8.386 10.386 12.386 14.386 |
| 1.75 | 12 | 10.863 | 10.106 | |
| 2 | 14 16 | 18 20 22 24 | 12.701 14.701 16.701 18.701 20.701 22.701 | 11.835. 13.835 15.835 17.835 19.835 21.835 |
| 2.5 | 18 20 22 | 16.376 18.376 20.376 | 15.294 17.294 19.294 | |
| 3 | 24 27 | 30 36 42 48 56 64 72 80 | 22,051 25.051 28.051 34.051 40.051 46.051 54.051 62.051 70.051 78.051 | 20.752 23.752 26.752 32.752 38.752 42.752 52.752 60.752 68.752 76.752 |
| 3.5 | 30 33 | 27.727 30.727 | 26.211 29.211 | |
| 4 | 36 | 64 72 80 90 | 33.402 61.402 69.402 77.402 87.402 | 31.670 59.670 67.670 75.670 85.670 |
| 4.5 | 42 | 39.077 | 37.129 | |
| 5 | 48 | 44.752 | 42.587 | |
| 6 | 64 | 72 80 90 100 | 60.103 68.103 76.103 86.103 96.103 | 57.505 65.505 73.505 83.505 93.505 |
2.4.2. Предельные отклонения метрической резьбы. Посадки с зазором
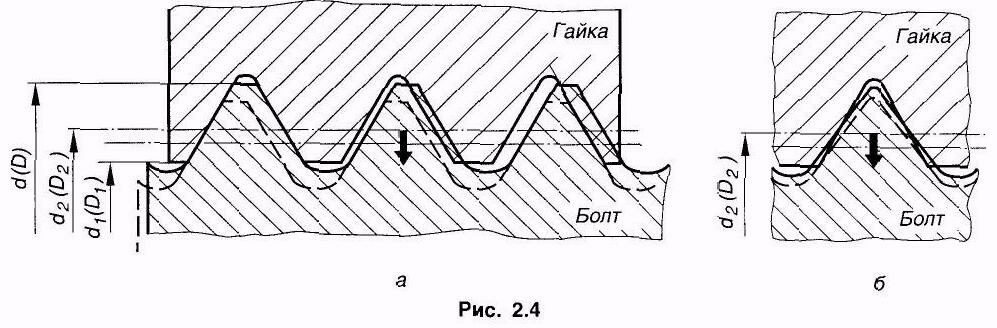
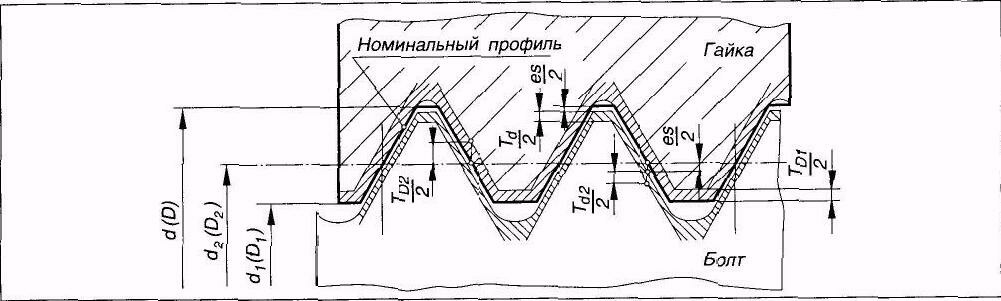
Резьбы при свинчивании контактируют только боковыми сторонами профиля, поэтому только средний диаметр, шаг и угол профиля резьбы определяют характер сопряжения в резьбе. Для компенсации накопленной погрешности шага (рис. 2.4, а) и погрешности угла профиля (рис. 2.4, б) производят смещение действительного среднего диаметра резьбы. Вследствие взаимосвязи между отклонениями шага, угла профиля и собственно среднего диаметра, допускаемые отклонения этих параметров раздельно не нормируют. Устанавливают только суммарный допуск на средний диаметр болта Td2 и гайки ТD2, который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме этого, задается допуск на наружный диаметр болта d и внутренний диаметр у гайки D1, т. е. на диаметры, которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны.
Поля допусков основного отбора метрической резьбы для посадок с зазором по ГОСТ 16093—81 приведены в табл. 2.12. Цифры обозначают степень точности, а буквы — основное отклонение. Таблица 2.12
| Деталь | Класс точности | Поле допуска при длине свинчивания | |||
| S — короткая | N — нормальная | L — длинная | |||
| Наружная резьба (болт) | Точный | — | 4h, 4g | — | |
| Средний | 5h6h, 5g6g | 6h,6g,6f,6e,6d | 7g6g | ||
| Грубый | — | 8g | — | ||
| Внутренняя резьба (гайка) | Точный | 4Н | 4Н5Н, 5Н | 6H | |
| Средний | 5Н | 6H, 6G | 7Н | ||
| Грубый | — | 7Н, 7G | 8Н | ||
Примечания. 1. Для получения различных посадок можно применять любые сочетания полей допусков резьбы болтов и гаек. 2. Поля допусков, заключенные в рамки, рекомендуются для предпочтительного применения. 3. При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N. 4. Наиболее распространенной посадкой для крепежных метрических резьб является —  5. Таблица приведена в сокращении. 5. Таблица приведена в сокращении.
|
Длина свинчивания в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания: S — короткие, N — нормальные и L — длинные.
К группе N относятся резьбы с длиной свинчивания не менее 2.24 Р d0.2 и не более 6.7 Р d0.2. Длины свинчивания менее 2.24 Р d0.2 относятся к группе S, а длины свинчивания более 6.7 Р d0.2— к группе L.
Точные значения длин свинчивания установлены ГОСТ 16093—81.
Класс точности — понятие условное (на чертежах указывают поля допусков); и его используют для сравнительной оценки точности резьбы.
Точный класс рекомендуется для ответственных резьбовых соединений.
Средний класс — для резьб общего назначения.
Грубый класс — для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т. п.
Date: 2015-06-11; view: 1201; Нарушение авторских прав