Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Процессы периодические, непрерывные, полуперидические
|
|
По организационно-технической структуре процессы делятся на периодические, непрерывные и полупериодические (полунепрерывные).
В периодическом процессе отдельные его стадии (или операции) осуществляются в одном месте (в одном аппарате или машине), но в разное время. Загрузка-выгрузка – единовременная.
В непрерывном процессе отдельные его стадии осуществляются одновременно, но в разных местах (в разных аппаратах или машинах). Загрузка-выгрузка – непрерывная.
Полупериодические процессы являются промежуточным вариантом между периодическими и непрерывными процессами. Загрузка (выгрузка) – единовременная, а выгрузка (загрузка)-– непрерывная. Эти процессы получили большое распространение в биохимических технологиях, когда, например, единовременная загрузка всего исходного сырья (субстрата) не возможна в силу специфической особенности утилизации субстрата – субстратному ингибированию роста микроорганизмов.
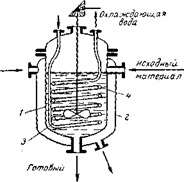
Для примера рассмотрим процесе, который складивается из стадий загрузки перерабатываемого материала в установку, нагревания его, перемешивания, охлаждения й выгрузки из установки готового продукта. Этот процесе может осуществляться периодически или непреривно.
При периодическом осуществлении процесса все перечисленные стадии протекают в разное время в одном аппарате, который соответствующим образом приспособлен для
|
| |||
|
этого. Исходный материал загружается (рис. 4.1) внутрь аппарата. После загрузки материал нагревается водяным паром, который подается в рубашку 2. Пар отдает тепло перерабатнваемому материалу через стенку корпуса 1 и при зтом конденсируется; конденсат отводится через нижний патрубок в рубашке. Стадия перемешивания осуществляется при вращении мешалки 3. После перемешивания следует охлаждение материала водой, которая подается в змеевик 4. Готовий продукт выгружается через патрубок в днище аппарата.
|
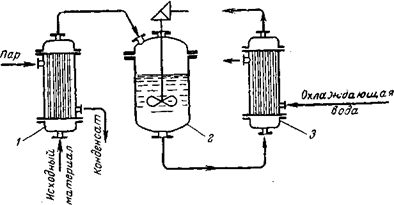
При непрерывном осуществлении процесса все стадии протекают одновременно в различных аппаратах (рис. 4.2). Материал непрерывно загружается в установку, состоящую из ряда специализиро-ванннх аппаратов. Нагревание его происходит в теплообменнике 1 времешивание в аппарате с мешалкой 2, охлаждение в холодильнике 3. Готовый продукт непрернвно внводится из холодильника.
Для более четкой характеристики периодических и непрернвных процессов используют следующие понятия й обозначения.
Непрерывные процессы имеют значительные преимущества перед периодическими: возможность специализации аппаратуры для каждой операции (стадий) иепрерывного процесса, стабилизация процесса во времени, улучшение качества продукта, легкость регулировки и, главное, возможность автоматизации. Этими преимуществами объясняется неизменная тенденция перехода от периодических процессов к непрерывным.
Непрерывно действующие аппараты в зависимости от характера движения и изменения параметров перерабатываемых материалов делят на аппараты полного смешения, аппараты полного витеснения и аппараты промежуточного типа.
При проведений процессов в любом из перечисленных аппаратов изменяются значення параметров перерабатнваемых материалов. Параметрами, характеризующими процесе, являются давление, плотность, скорость потока перерабатываемого материала, концентрация, температура, знтальпия и другие.
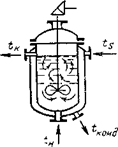
Проанализируем характер изменения значений параметра, обусловливающего движущую силу процесса, в непрерывно действующих аппаратах полного смешения, полного витеснения и промежуточного типа. Рассмотрим в качестве примера процесс нагревания жидкости (от температуры tн до tк) конденсирующимся паром (пмеющим температуру ts) через разделяющую их стенку. Определим характер изменения температуры нагреваемой жидкости в непреривно действующих аппаратах различннх типов.
В аппарате полного внтеснения (рис. 4-3, а) температура жидкости плавно меняется по длине (высоте) l аппарата от начальной tн до конечіюй tк в результате того, что протекающие через аппарат последующие обьемs жидкости не смешиваются с предыдущими, полностью вытесняя их.
В аппарате полного смешения (рис. 4.3, б) последующие и предыдущие объемы жидкости идеально смешаны, температура жидкости в аппарате постоянна и равна конечной величине tк.
|
|









|














|

|
|
|


|
|




 | |||||||||||||
 | | ||||||||||||
 | |||||||||||||
|
| ||||||||||||
 | |||||||||||||
Рис. 4.3. Характер измецения температуры при нагревании жидкости в аппаратах
а – полного вытеснения; б - полного смешения; в – промежуточного типа.
Как видно из изложенного, в аппаратах перечисленных типов различен характер изменения температур нагреваемой жидкости.
Движущая сила процессов представляет разность между предельным численным значением параметра и действительным значением его, например, разность между предельной в рассматриваемом процессе температурой и действительной — рабочей. Пусть зто предельное значение температуры равно ts, а действительное t, тогда движущая сила процесса может быть выражена разностью t – ts.
На рис. 4.3 показано изменение движущей сили (разности температур) в непрерывно действующих аппаратах различных типов. Среднее для процесса значение движущей силы пропорционально величинам заштрихованных площадей.
Как видно из рисунка, наибольшая величина движущей силы соответствует аппаратам полного вытеснення, наименьшая — аппаратам полного смешения и промежуточная – аппаратам промежуточного типа.
Date: 2015-06-11; view: 1202; Нарушение авторских прав