Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
По способу производства (выплавки) стали делят на мартеновские,, бессемеровские (конвертерные) и электростали
|
|
Около 70 % углеродистых сталей выплавляют в мартеновских печах. Широкое применение мартеновского процесса объясняется возможностью переработки не только чугуна, но и металлического лома, а также отходов производства, накапливающихся на заводах в большом количестве. Подавляющее количество мартеновской стали выплавляют основным процессом, при этом футеровка печи основная (магнезит или доломит), шлак тоже основной (CaO, MgO). В таких печах можно выплавлять сталь из шихты, загрязненной серой и фосфором, так как при помощи основного шлака эти вредные примеси могут быть в значительной степени удалены.
При кислом процессе футеровка мартеновских печей кислая (динас), шлак тоже кислый (SiO2). В таких печах сталь выплавляют из металлической шихты, содержащей мало серы и фосфора (т. е. более дорогой), так как при этом способе серу и фосфор из металла удалить трудно.
При кислом процессе футеровка мартеновских печей кислая (динас), шлак тоже кислый (SiO2). В таких печах сталь выплавляют из металлической шихты, содержащей мало серы и фосфора (т. е. более дорогой), так как при этом способе серу и фосфор из металла удалить трудно.
Качество кислой мартеновской стали лучше, чем основной (из-за меньшего содержания кислорода), но необходимость использования шихты чистой по сере и фосфору удорожает производство кислой мартеновской стали.
Бессемеровская сталь получается в бессемеровском конвертере из жидкого чугуна при продувке через него воздуха. Бессемеровская сталь отличается невысоким качеством. Она насыщена газами (особенно азотом), недостаточно очищена от серы и фосфора, загрязнена примесями. Поэтому 'бессемеровский способ изживает себя и ему на смену приходит кислородно-конвертерный способ. Он отличается от бессемеровского тем, что вместо воздуха для продувки используют технически чистый кислород. Получаемая сталь, называемая кислородно-конвертерной, по качеству равноценна мартеновской и значительно превосходит бессемеровскую.
Положительными особенностями кислородно-конвертерной стали являются: однородность химическою состава, низкое содержание азота, серы и фосфора, высокие механические свойства при комнатной и минусовых температурах.
В кислородных конвертерах можно получать стали всех марок, выплавляемых в мартеновских печах.
Электросталь, выплавляемая в электрических печах, по качеству превосходит другие виды стали. Производство стали в электропечи с основной футеровкой позволяет наиболее полно удалить из нее серу, фосфор, а также кислород. В электропечах выплавляют преимущественно легированные стали. Дополнительное рафинирование сталей жидким синтетическим шлаком при разливке, и особенно применение выплавки в вакуушю-индукиионных печах, электрошлаковый и вакуумно-дуговой-переплавы обеспечивают получение наилучшего качества, но удорожают производства.
РАЗЛИВКА СТАЛИ
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из которого ее разливают в изложницы или кристаллизаторы машины для непрерывного литья заготовок (МНЛЗ). В изложницах или кристаллизаторах сталь затвердевает, и получаются слитки, которые подвергают прокатке, ковке.
Изложницы - чугунные формы для изготовления слитков.
Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
· Слитки квадратного сечения переделывают на сортовой прокат (двутавровые балки, швеллеры, уголки и т.д.).
· Слитки прямоугольного сечения переделывают на лист.
· Из слитков круглого сечения изготовляют трубы, колеса.
· Многогранные слитки используют для поковок.
Для прокатки отливают слитки массой 200 кг... 25 т; для поковок - массой 300 т и более.
· Обычно углеродистые спокойные и кипящие стали разливают в слитки массой до 25 т,
· легированные и высококачественные стали - в слитки массой 500 кг... 7 т,
· а некоторые сорта высоколегированных сталей - в слитки массой несколько килограммов.
Сталь разливают в изложницы свер снизу (сифоном) и на МНЛЗ.
В изложницы сверху сталь разливают непосредственно из ковша
При сифонной разливке сталью заполняют несколько изложниц (4... 60). Изложницы устанавливают поддоне 6, в центре которого располагается центровой литник 5, футерованный неупорными трубками 4, соединен каналами 7 с изложницами. Жидкая сталь 2 из ковша 1 поступает в центровой литник и снизу плавно, без разбрызгивания заполняет изложницу 5. Поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько слитков. Для обычных углеродистых сталей используют разливку сверху, а для легированных и высококачественных - разливку сифоном.
Непрерывная разливка стали coctoiит в том, что жидкую сталь из ковша 1 че рез промежуточное разливочное устройств непрерывно подают в водоохлаждаемый кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 4 (рис. 2.10). Перед заливкой металла в кристаллизатор вводят затравку, образующую его дно. Жидкий металл, попадая в кристаллизатор и на затравку, охлаждается, затвердевает, образуя корку, и соединяется с затравкой. Затравка тянущими валками 5 вытягивается из кристаллизатора вместе с затвердевающим слитком сердцевина которого еще жидкая. Скорость вытягивания слитка из кристаллизатора составляет от 0,3 до 10 м/мин, зависит от его поперечного сечения, температуры разливаемого металла, условий вторичного охлаждения и теплофизических свойств разливаемой стали. Например, скорость вытягивания слитков с сечениями 150 х 500 и 300 х 2000 мм около 1 м/мин.
На выходе из кристаллизатора слиток охлаждается водой из форсунки в зоне 6 вторичного охлаждения. Затем затвердевший слиток попадает в зону 7 резки, где его разрезают газовым резаком 8 на слитки заданной длины. Таким способом отливают слитки с прямоугольным поперечным сечением (150 х 500... 300 х 2000 мм), с квадратным сечением (150 х 150... 400 х 400 мм), круглые в виде толстостенных труб. Вследствие направленного затвердевания и непрерывного питания при усадке слитки непрерывной разливки имеют плотное строение и мелкозернистую структуру, в них отсутствуют усадочные раковины. Выход годных заготовок может достигать 96... 98 % массы разливаемой стали.
Машины непрерывного литья могут иметь несколько кристаллизаторов, что позволяет одновременно получать несколько слитков, которые могут быть прокатаны на сортовых станах, минуя блюминги и слябинги.
КРИСТАЛЛИЗАЦИЯ И СТРОЕНИЕ СТАЛЬНЫХ СЛИТКОВ
Залитая в изложницы сталь отдает теплоту ее стенкам, поэтому затвердевание стали начинается у стенок изложницы. Толщина закристаллизовавшейся корки непрерывно увеличивается, при этом между жидкой сердцевиной слитка и твердой коркой металла располагается зона, в которой одновременно имеются растущие кристаллы и жидкий металл между ними.
Кристаллизация слитка заканчивав вблизи его продольной оси.
Сталь затвердевает в виде кристалов) древовидной формы - дендритов. Размерым и формы дендритов зависят от условий кристаллизации. На строение стального слитка большое влияние оказывает степень раскисленности стали.
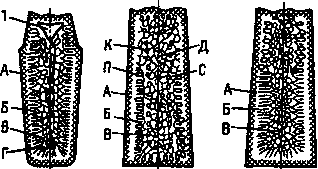
Спокойная сталь (рис. а, г) затвердевает без выделения газов, в верхней части слитка образуется усадочная раковина 1, а в средней - усадочная oceвая рыхлость.
Для устранения усадочных дефектов слитки спокойной стали отливают с прибылью, которая образуется надставь (см. рис. 6} со стенками, футероваными огнеупорной массой малой теплопроводности. Поэтому сталь в прибыли долгое время остается жидкой и питает слиток, а усадочная раковина располагается в прибыли. Слиток спокойной стали (рис а) имеет следующее строение - тонкую наружную корку А из мелких равноосных кристаллов; зону Б крупных столбчатых кристаллов (дендритов); зону В крупных неориентированных кристаллов; конус осаждения Г, мелкокристалческую зону у донной части слитка Стальные слитки неоднородны по химическому составу. Химическая неоднородность, или ликвация, возникает вследствие уменьшения растворимости примесей в железе при его переходе из жидкого состояния в твердое. Ликвация бывает двух видов - дендритная и зональная.

а) б) в)
Рис. Схема строения стальных слитков
Дендритная ликвация - неоднородность стали в пределах одного кристалла (дендрита) - центральной оси и ветвей. Например, при кристаллизации стали содержание серы на границах дендрита по сравнению с содержанием в центре увеличивается в 2 раза, фосфора - в 1, 2 раза, а углерода уменьшается почти наполовину.
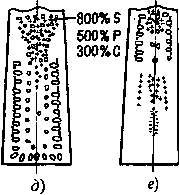
Зональная ликвация - неоднородность состава стали в различных частях слитка. В верхней части слитка из-за конвекции жидкого металла содержание серы, фосфора и углерода увеличивается в несколько раз (рис г), а в нижней части -уменьшается. Зональная ликвация приводит к отбраковке металла вследствие отклонения его свойств от заданных. Поэтому прибыльную и подприбыльную части слитка, а также донную его часть при прокатке обрезают.
В слитках кипящей стали (рис. б, д) не образуются усадочные раковины: усадка стали рассредоточена по полостям газовых пузырей, возникающих при кипении стали в изложнице. При прокатке слитка газовые пузыри завариваются. Кипение стали влияет на зональную ликвацию в слитках, которая развита в них больше, чем в слитках спокойной стали. Углерод, сера и фосфор потоком металла выносятся в верхнюю часть слитка, отчего свойства стали в этой части слитка ухудшаются. Поэтому при прокатке отрезают только верхнюю часть слитка, так как в донной ликвация мала. Для уменьшения ликвации кипение после заполнения изложницы прекращают, накрывая слиток металлической крышкой ("механическое закупоривание"), либо раскисляют металл алюминием или ферросилицием в верхней части слитка ("химическое закупоривание").
Слиток кипящей стали имеет следующее строение (рис б, д): плотную наружную корку А без пузырей; зону мелких кристаллитов; зону сотовых пузырей Я, вытянутых к оси слитка и располагающихся между кристаллитами Б; зону В неориентированных кристаллитов; промежуточную плотную зону С; зону вторичных круглых пузырей К и среднюю зону Д с отдельными пузырями.
Полуспокойная сталь сохраняет преимущества спокойной и кипящей сталей и не имеет их недостатков.
Полуспокойная сталь (рис. в, е) частично раскисляется в печи и ковше, а частично в изложнице. Слиток полуспокойной стали имеет в нижней части структуру спокойной стали, а в верхней - кипящей. Ликвация в верхней части слитка полуспокойной стали меньше, чем кипящей, и близка к ликвации спокойной стали, но слитки полуспокойной стали не имеют усадочных раковин.
Date: 2015-07-10; view: 2765; Нарушение авторских прав