Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Разработка конструкции модельной оснастки. Конструкция стержневого ящика
|
|
Процесс производства моделей, стержневых ящиков и других элементов модельного комплекта независимо от рода выбранного материала является очень сложным, дорогим и трудоемким.
Для серийного производства рациональнее выбирать металлические модельные комплекты, которые обладают рядом преимуществ по сравнению с деревянными – это долговечность, точность размеров, небольшая шероховатость рабочих поверхностей и отсутствие деформации [4].
Различные детали модельного комплекта изготовляют из различных сплавов. Для наиболее ответственных деталей, таких как модели и стержневые ящики, выбирают сплавы, обеспечивающие максимальную долговечность комплекта. Наиболее распространенными материалами моделей, предназначенных для получения песчано-глинистых форм, являются сплавы на основе алюминия и серые чугуны [4].
Модели и стержневые ящики из легких алюминиевых сплавов значительно облегчают условия труда. При тщательном уходе за алюминиевыми моделями по ним может быть получено до 40 тыс. форм [4].
Поэтому для изготовления модели выбираем алюминиевый сплав марки АК9 (сплав на основе Al-Si-Mg) по ГОСТ 1583-93. Учитывая габаритные размеры модели, изготовляем ее монолитной.
Формовочные уклоны для модели составляют 0⁰45' по ГОСТ 3212-92 (формовочные уклоны формообразующих поверхностей модельных комплектов, предназначенных для форм, твердеющих вне контакта с оснасткой). Размеры знаков должны быть увеличены против номинальных размеров на величину зазоров, предусмотренных чертежом собранной формы. Чертеж металлической модели, предусматривает увеличение ее размеров против размеров детали, для отливки которой она предназначается, на величину усадки сплава, из которого будет отливаться деталь. Учитывая усадку алюминиевых сплавов, увеличиваем размеры модели отливки и литниково-питающей системы на 1%.
Основной метод получения металлических заготовок моделей — это литье в песчано-глинистые формы по деревянным моделям, которые принято называть промоделями, т. е. моделями для моделей. В отличие от обычных моделей промодель не имеет плоскости разъема. При определении размеров деревянной промодели учитывают суммарную усадку сплава модели и сплава отливки. Размеры промодели должны включать припуски на механическую обработку поверхностей отливки, обозначенных на чертеже определенным классом чистоты, и припуски на обработку поверхностей самих металлических моделей [4].
Монтаж моделей на подмодельных плитах осуществляют по разметке. На модель и плиту наносят разметочные риски. При наложении модели на плиту риски должны совмещаться. Затем просверливаются сквозные отверстия для фиксирующих штифтов. Разметку и нанесение рисок следует выполнять не произвольно, а принимая за базовую линию ось контрольного штыря каждой плиты. При монтаже моделей на плиты следует учитывать размеры и конструкцию опок [4].
Детали литниковой системы изготовляют отдельно и устанавливают после монтажа модели на плите в местах, предусмотренных чертежом модельной плиты для «верха» и «низа» [4].
Независимо от способа изготовления стержней ящики должны быть возможно легче. Размеры бортиков и конструкция ребер жесткости у стержневых ящиков зависят от толщины тела ящика. У стержневых ящиков, состоящих из двух или более частей, должно быть обеспечено точное взаимное фиксирование частей ящикаи взаимное крепление их между собой. Рациональной конструкцией является регулируемый штырь. Эта конструкция позволяет в процессе эксплуатации, по мере износа штыря и втулки, регулировать установку штыря по высоте, ликвидируя этим качку втулки на штыре. Скрепление отдельных частей стержневого ящика осуществляется с помощью особых затворов. Наиболее распространенными являются две конструкции: затвор с барашком и затвор со скобой. Преимуществом барашкового затвора является его легкий вес и простота изготовления, но его применение снижает производительность рабочего стерженщика, поскольку процесс завертывания и отвертывания барашков занимает много времени. Затворы со скобой удобны в эксплуатации, требуют мало времени на стягивание половин ящика и отбрасывание скобы после набивки ящика, но сравнительно сложны в изготовлении. Отдельные поверхности и части стержневого ящика подвержены усиленному износу. К ним относятся: плоскости набивки, вкладыши по контуру врезки в ящик, гнезда вкладышей и отдельные выступающие части ящика [6].
Для предупреждения износа плоскость набивки стержневого ящика покрываем стальной пластиной (броней). Конструкция стержневого ящика показана на рисунке 7.
 Стержневой ящик
Стержневой ящик
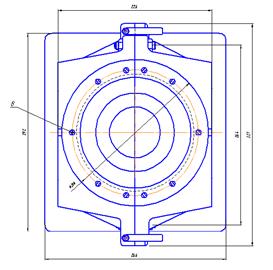
Рис.7.
Date: 2015-07-02; view: 1358; Нарушение авторских прав