Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбор типа литниково-питающей системы. Расчет всех элементов ЛПС
|
|
Принимаем боковую литниковую систему, обеспечивающую заполнение нижней части отливки сверху, а верхней части отливки – снизу, в результате чего она сочетает в себе преимущества верхней и нижней литниковой систем и смягчает их недостатки.
Расчет прибылей
По формуле И.Пржибыла проводим расчет прибылей:
 (11)
(11)
где H – высота прибыли, дм;
D - толщина прибыли, дм;
Vп.y - объем части отливки, питаемой данной прибылью, дм3;
β - усадка сплава при затвердевании в интервале температур: температура литья - температура солидуса;
x - коэффициент "неэкономичности" прибыли равный отношению объёма прибыли к объёму сосредоточенной усадочной раковины;
N - коэффициент, учитывающий геометрические параметры прибыли.

Расчёт диаметра прибыли:
 (12)
(12)
Отсюда D = 1,20 дм.
Принимаем прибыль: открытую, кольцевую, отрезаемую, которая обеспечит хорошее питание отливки и формирование усадочной раковины в прибыли. Питание «полочек» обеспечиваем технологической перемычкой диаметром 40 мм. Для отвода газов и питания нижней «полочки» принимаем питающий выпор диаметром 40 мм.
Расчет оптимальной продолжительности заполнения полости формы производится по формуле:
τопт=s1  1, (13)
1, (13)
где s1 – коэффициент продолжительности заливки, зависящий от рода сплава, температуры заливки, типа литниковой системы и т.д.
δ – преобладающая толщина стенки отливки, мм;
Q1 – норма расхода жидкого металла на одну форму, кг.
Q1=(1,1-1,4)n·Qотл, (14)
где n – количество отливок в форме,
Qотл – масса жидкого сплава на одну отливку.
Q1= 1,2·2·47=112,8 кг
τопт=1,4  .
.
Необходимо провести проверку на соответствие этой продолжительности условию полноценного заполнения полости формы. Для этого необходимо определить фактическую скорость подъема расплава в полости формы и сопоставить ее с минимально допустимой величиной скорости для данных конкретных условий литья на соответствие неравенству:
Vф=Hотл/τопт ≥ V (15)
где Нотл - высота полости формы от уровня нижней точки полости формы до уровня верхней точки отливки.
По Галдину Н.М. средняя величина минимальной допустимой скорости подъема рассчитывается исходя из неравенства:
V≤ 
Vф=28/20=1,4>0,27
Расчет площади лимитирующего сечения литниковой системы:
Fmin=  , (16)
, (16)
где µ - коэффициент гидравлического сопротивления литниковой системы и формы,
ρ – плотность расплава, кг/м3,
g – ускорение свободного падения, g = 9,81 м/с2,
Hp – расчетный средний металлостатический напор, м.
Нр = Н0 – р2/2с; Нр = Н0 – с/8 = 0,25 – 0,284/8 = 0,215 м.
Fmin=  м2 = 12,46 см2.
м2 = 12,46 см2.
Лимитирующим является сечение питателя: 
Следовательно: 
Принимаем питатель трапециевидной формы (Рис. 4.) с размерами:
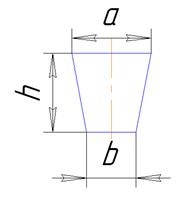 Питатель
Питатель
а = 21 мм,
b = 18 мм,
h = 16 мм.
Кол. = 4 шт.

Рис. 4.
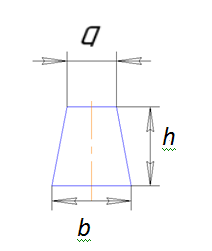 Принимаем шлакоуловитель трапециевидной формы (Рис. 5.). Исходя из полученных значений размеры шлакоуловителя составят:
Принимаем шлакоуловитель трапециевидной формы (Рис. 5.). Исходя из полученных значений размеры шлакоуловителя составят:
Шлакоуловитель
а = 34 мм;
b = 38 мм;
h = 38 мм;
Кол. = 1 шт.

Рис. 5.
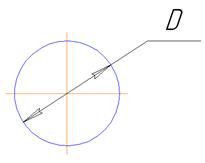 Принимаем стояк круглого сечения (Рис. 6.):
Принимаем стояк круглого сечения (Рис. 6.):
Стояк
Кол. = 1 шт.
D = 39 мм.
Рис. 6.
Date: 2015-07-02; view: 1214; Нарушение авторских прав